


Центробежное литье:принцип работы, виды, применение, преимущества и недостатки
Сегодня мы узнаем о центробежном литье, его принципе работы, видах, применении, преимуществах и недостатках. Центробежное литье — один из наиболее важных видов литья. процесс, при котором форма быстро вращается вокруг своей центральной оси во время затвердевания литья или заливки металла. Этот процесс был запатентован в 20 веке для изготовления полых отливок более высоких стандартов. Первую машину центробежного литья изобрел британец А. Г. Экхардт в 1807 г. Этот процесс широко применяется для литья полых труб, трубок и других симметричных деталей.
Центробежное литье:
Принцип работы:
Он работает по основному принципу действия центробежной силы на вращающийся компонент. В этом процессе форма вращается вокруг своей центральной оси, когда в нее заливают расплавленный металл. Благодаря этому вращению на расплавленный металл действует центробежная сила, которая прижимает металл к внешней стенке формы. Форма вращается до тех пор, пока вся отливка не затвердеет. Оксид шлака и другие включения, будучи более легкими, отделяются от металла и сегрегируют к центру. 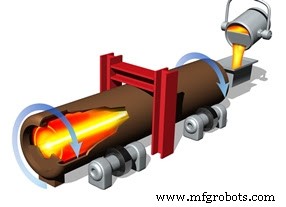 |
| Источник изображения |
Типы:
Настоящее центробежное литье:
Настоящее центробежное литье иногда называют центробежным литьем — это процесс изготовления симметричных круглых полых секций. Этот процесс не использует ядра а симметричная полая секция создается чисто центробежным действием. При этом форма вращается вокруг горизонтальной или вертикальной оси. Преимущественно изложница вращается вокруг горизонтальной оси, а расплавленный металл вводят из внешнего источника. На расплавленный металл действует центробежная сила, которая прижимает его к внешней стенке формы. Форма вращается до тех пор, пока вся отливка не затвердеет. Частицы шлака легче металла, поэтому они отделяются в центральной части отливки и удаляются механической обработкой или другим подходящим способом. Этот процесс используется для изготовления полых труб, трубок, полых втулок и т. д., осесимметричных с концентрическим отверстием.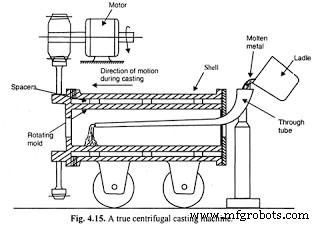
Полуцентробежное литье:
Этот процесс используется для отливки осесимметричных объектов большого размера. При этом пресс-форма размещается горизонтально и вращается вдоль вертикальной оси. В центре вставляется стержень, который используется для отливки полого профиля. Когда форма вращается, внешняя часть формы заполняется чисто центробежным действием, и по мере приближения жидкого металла к центру центробежная составляющая уменьшается, а гравитационная составляющая увеличивается. Таким образом, сердцевина вставляется в центр, чтобы образовалась полая полость в центре без центробежной силы. В этом процессе центробежная сила используется для равномерного заполнения осесимметричных деталей. С помощью этого процесса изготавливаются заготовки зубчатых колес, маховиков и т. д.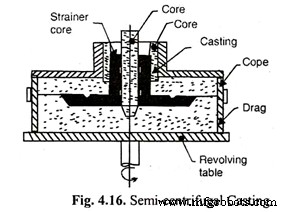
Центрифугирование:
При этом имеется несколько полостей формы, соединенных центральным литником с радиальными воротами. В этом процессе используется более высокое давление металла во время затвердевания. Он используется для отливки неосесимметричных форм. Это подходит только для небольших объектов.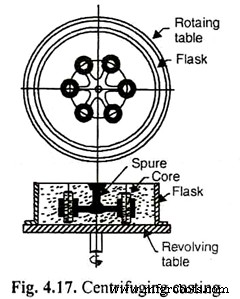
Применение:
- Он широко используется в авиационной промышленности для отливки колец, фланцев и компрессоров. кастинг.
- Используется для литого вкладыша подшипника паровой турбины.
- Ролик для сталепрокатного стана — еще один пример центробежного литья.
- Используется в автомобилях отрасли для отливки механизмов пустые, цилиндрические гильзы, поршневые кольца и т. д.
- Он используется для литья подшипников.
- Этот процесс используется для отливки компонентов распределительных устройств, используемых в электронной промышленности.
Преимущества и недостатки:
Преимущества:
- Обеспечивает плотный металл и высокие механические свойства.
- Однонаправленное затвердевание может достигать определенной толщины.
- Его можно использовать для массового производства.
- Для литых полых форм, таких как трубы и т. д., сердечники не требуются.
- Система литников и направляющая полностью исключены.
- Все примеси, такие как частицы оксида или другого шлака, сегрегируются в центре, откуда их можно легко удалить.
- Требуется более низкая температура заливки, что позволяет экономить энергию.
- Снижение дефектов литья благодаря равномерному затвердеванию.
Недостатки:
- Можно использовать ограниченный дизайн. Он может создавать только симметричные фигуры.
- Высокая стоимость оборудования или установки.
- Он подходит не для каждого металла.
- Требуется более тщательное техническое обслуживание.
- Требуется высококвалифицированный оператор.
- В этом процессе литья трудно определить время затвердевания и распределение температуры.
Что такое процесс формовки металла? Как мы можем его классифицировать?
Различные типы припусков на модели при литье
Производственный процесс
- Гидроабразивная и водоструйная обработка:принцип, работа, оборудование, применение, преимущества и недостат…
- Электронно-лучевая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Обработка лазерным лучом:принцип, работа, оборудование, применение, преимущества и недостатки
- Абразивно-струйная обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая сварка:принцип, работа, оборудование, применение, преимущества и недостатки
- Электрошлаковая сварка:принцип работы, применение, преимущества и недостатки
- Плазменно-дуговая сварка:принцип, работа, оборудование, типы, применение, преимущества и недостатки
- Процесс сварки твердого тела:принцип, виды, применение, преимущества и недостатки
- Различные типы центробежного литья и принцип их работы