


Что такое сварка TIG:принцип, работа, оборудование, применение, преимущества и недостатки
Сегодня мы узнаем о том, что такое сварка TIG, ее принцип, работа, оборудование, применение, преимущества и недостатки с ее схемой. TIG означает сварку вольфрамовым электродом в среде инертного газа, или иногда эту сварку называют дуговой сваркой вольфрамовым электродом. В этом процессе сварки тепло, необходимое для формирования сварного шва, обеспечивается очень интенсивной электрической дугой, которая образуется между вольфрамовым электродом и заготовкой. В этой сварке используется неплавящийся электрод, который не плавится. При этом типе сварки в основном не требуется присадочный материал. но при необходимости сварочный пруток подавался непосредственно в зону сварки и сплавлялся с основным металлом. Эта сварка в основном используется для сварки алюминиевых сплавов.
Сварка ВИГ:
Принцип:
Сварка TIG работает по тому же принципу, что и дуговая сварка. . В процессе сварки TIG между вольфрамовым электродом и заготовкой возникает высокоинтенсивная дуга. При этой сварке в основном заготовка подключается к положительной клемме, а электрод подключается к отрицательной клемме. Эта дуга производит тепловую энергию, которая в дальнейшем используется для соединения металлических пластин с помощью сварки плавлением. . Также используется защитный газ, который защищает поверхность сварного шва от окисления.
Оборудование
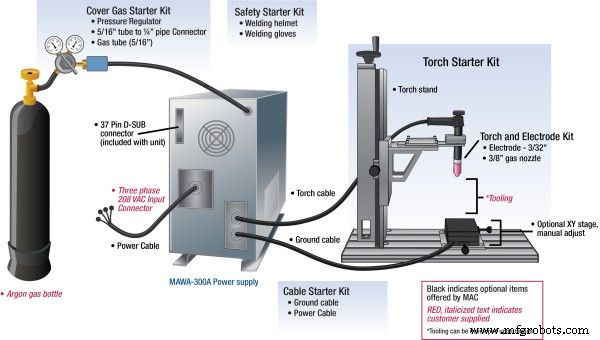
Источник питания:
Первой единицей оборудования является источник питания. Для сварки TIG необходим мощный источник питания. Он использует как источник питания переменного, так и постоянного тока. В основном постоянный ток используется для нержавеющей стали, мягкой стали, меди, титана, никелевого сплава и т. д., а переменный ток используется для алюминия, алюминиевого сплава и магния. Источник питания состоит из трансформатора, выпрямителя и электронного управления. В основном требуется 10–35 В при токе 5–300 А для правильного образования дуги.
TIG Torch:
Это самая важная часть сварки TIG. Эта горелка состоит из трех основных частей:вольфрамового электрода, цанги и сопла. Эта горелка имеет водяное или воздушное охлаждение. В этой горелке цанга используется для удержания вольфрамового электрода. Они доступны в различном диаметре согласно диаметру вольфрамового электрода. Сопло позволяет дуге и защитным газам поступать в зону сварки. Поперечное сечение сопла маленькое, что дает высокую интенсивную дугу. На сопле имеются проходы защитных газов. Сопло TIG необходимо регулярно заменять, так как оно изнашивается из-за наличия сильной искры.
Система подачи защитного газа:
Обычно в качестве защитного газа используется аргон или другие инертные газы. Основное назначение защитного газа - защитить сварной шов от окисления. Защитный газ не пропускает кислород или другой воздух в зону сварки. Выбор инертного газа зависит от свариваемого металла. Имеется система, регулирующая подачу защитного газа в зону сварки.
Материал-наполнитель:
В основном для сварки тонких листов присадочный материал не используется. Но для толстого шва используется присадочный материал. Присадочный материал используется в виде стержней, которые вручную подаются непосредственно в зону сварки.
Работает:
Работу сварки TIG можно резюмировать следующим образом.
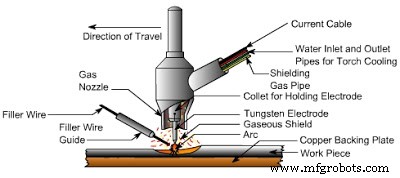
- Во-первых, низковольтный источник высокого тока, подаваемый источником питания на сварочный электрод или вольфрамовый электрод. В основном
электрод подключается к отрицательной клемме источника питания и работает. кусок к плюсовой клемме. - Этот ток образует искру между вольфрамовым электродом и заготовкой. Вольфрам — это неплавящийся электрод, который дает очень интенсивную дугу. Эта дуга выделяет тепло, которое плавит основные металлы, образуя сварку сустав.
- Защитные газы, такие как аргон, гелий, подаются через клапан давления и регулирующий клапан в сварочную горелку. Эти газы образуют экран, который не пропускает кислород и другие химически активные газы в зону сварки. Эти газы также создают плазму, которая увеличивает теплоемкость электрической дуги, тем самым повышая качество сварки.
- Для сварки тонкого материала присадочный металл не требуется, но для выполнения толстого соединения используется присадочный материал в виде стержней, которые сварщик вручную подает в зону сварки.
Применение:
- В основном используется для сварки алюминия и алюминиевых сплавов.
- Используется для сварки нержавеющей стали, сплавов на основе углерода, сплавов на основе меди, сплавов на основе никеля и т. д.
- Используется для сварки разнородных металлов.
- В основном используется в аэрокосмической промышленности.
Преимущества и недостатки:
Преимущества:
- ВИГ обеспечивает более прочное соединение по сравнению с дуговой сваркой в защитном слое.
- Соединение более устойчиво к коррозии и пластично.
- Можно создать широкий спектр совместных проектов.
- Фиксация не требуется.
- Его можно легко автоматизировать.
- Эта сварка хорошо подходит для тонких листов.
- Обеспечивает хорошее качество поверхности благодаря незначительным брызгам металла или сварочным искрам, которые повреждают поверхность.
- Безупречное соединение может быть создано благодаря использованию нерасходуемого электрода.
- Более широкие возможности управления параметрами сварки по сравнению с другими видами сварки.
- В качестве источника питания можно использовать как переменный, так и постоянный ток.
Недостатки:
- Толщина свариваемого металла не должна превышать 5 мм.
- Это требовало высокой квалификации.
- Первоначальная стоимость или затраты на установку выше по сравнению с дуговой сваркой.
- Это медленный процесс сварки.
Производственный процесс
- Гидроабразивная и водоструйная обработка:принцип, работа, оборудование, применение, преимущества и недостат…
- Электронно-лучевая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Обработка лазерным лучом:принцип, работа, оборудование, применение, преимущества и недостатки
- Абразивно-струйная обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Области применения, преимущества и недостатки сварки TIG
- Принципы работы, преимущества и недостатки сварки MIG
- Области применения, преимущества и недостатки электрошлаковой сварки (ЭШС)
- Области применения, преимущества и недостатки дуговой сварки под флюсом
- Области применения, преимущества и недостатки плазменно-дуговой сварки