


Раскраска
<час />
Фон
Краска - это термин, используемый для описания ряда веществ, которые состоят из пигмента, взвешенного в жидком или пастообразном носителе, таком как масло или вода. Кистью, валиком или пульверизатором краска наносится тонким слоем на различные поверхности, такие как дерево, металл или камень. Хотя ее основная цель - защитить поверхность, на которую она нанесена, краска также служит украшением.
Образцы первых известных картин, созданных между 20 000 и 25 000 лет назад, сохранились в пещерах во Франции и Испании. Примитивные картины, как правило, изображали людей и животных, также были обнаружены диаграммы. Ранние художники полагались на легкодоступные натуральные вещества для создания красок, такие как природные пигменты земли, древесный уголь, ягодный сок, сало, кровь и сок молочая. Позже древние китайцы, египтяне, евреи, греки и римляне использовали более сложные материалы для производства красок для ограниченного декора, например для окраски стен. Масла использовались в качестве лаков, а пигменты, такие как желтая и красная охра, мел, Желтый сульфид мышьяка и малахитовый зеленый были смешаны со связующими веществами, такими как гуммиарабик, известь, яичный белок и пчелиный воск.
Краска была впервые использована в качестве защитного покрытия египтянами и евреями, которые наносили смолы и бальзамы на открытую древесину своих кораблей. В средние века на некоторую внутреннюю древесину также наносили защитное покрытие из краски, но из-за нехватки краски эта практика обычно ограничивалась фасадом магазинов и вывесками. Примерно в то же время художники начали кипятить смолу с маслом для получения хорошо смешиваемых (смешиваемых) красок, а художники пятнадцатого века первыми добавили олифу в краску, тем самым ускоряя испарение. Они также приняли новый растворитель, льняное масло, которое оставалось наиболее часто используемым растворителем, пока синтетика не заменила его в двадцатом веке.
В Бостоне около 1700 года Томас Чайлд построил самую раннюю в Америке мельницу для красок - гранитный желоб, внутри которого катился гранитный шар размером 1,6 фута (0,5 метра), измельчая пигмент. Первый патент на краску был выдан на продукт, улучшающий побелку - гашеную известь, которую часто использовали в первые дни существования Соединенных Штатов. В 1865 г. Д. П. Флинн получил патент на краску на водной основе, которая также содержала оксид цинка, гидроксид калия, смолу, молоко и льняное масло. Первые коммерческие мельницы по производству красок заменили гранитный шар Чайлда на бурронный круг, но эти мельницы продолжали измельчать только пигмент (отдельные клиенты затем смешивали его с автомобилем дома). Только в 1867 году производители начали смешивать средство передвижения и пигмент для потребителей.
В двадцатом веке произошли самые большие изменения в составе красок и производстве. Сегодня синтетические пигменты и стабилизаторы обычно используются для массового производства однородных партий краски. Новые синтетические транспортные средства, разработанные из полимеров, таких как полиуретан и стирол-бутаден, появились в 1940-х годах. Были синтезированы алкидные смолы, и с тех пор они преобладали в производстве. До 1930 года пигмент измельчали на каменных мельницах, которые позже были заменены стальными шарами. Сегодня песчаные мельницы и высокоскоростные смесители для диспергирования используются для измельчения легко диспергируемых пигментов.
Возможно, самым большим достижением, связанным с красками, стало ее распространение. В то время как некоторые деревянные дома, магазины, мосты и вывески 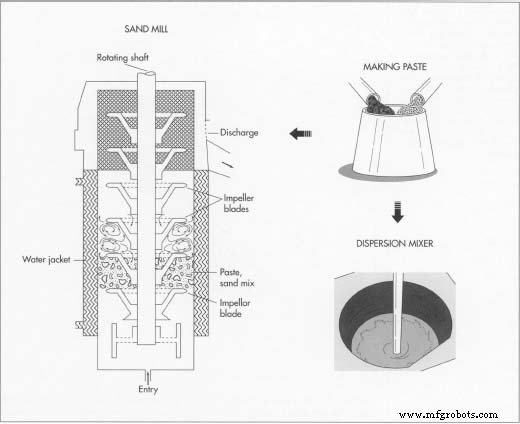 Первый шаг в создании краски заключается в смешивании пигмента со смолой, растворителями и добавками для образования пасты. Если краска предназначена для промышленного использования, ее обычно направляют в песчаную мельницу, большой цилиндр, который перемешивает крошечные частицы песка или кремнезема для измельчения частиц пигмента, делая их меньше и диспергируя их по всей смеси. В отличие от этого, наиболее коммерчески используемые точки обрабатываются в высокоскоростном резервуаре для диспергирования, в котором круглое зубчатое лезвие, прикрепленное к вращающемуся валу, перемешивает смесь и смешивает пигмент с растворителем. были написаны еще в восемнадцатом веке, и только недавно массовое производство сделало широкий спектр красок незаменимым во всем. Сегодня краски используются для внутренней и внешней покраски домов, лодок, автомобилей, самолеты, бытовая техника, мебель и многие другие места, где желательны защита и обращение.
Первый шаг в создании краски заключается в смешивании пигмента со смолой, растворителями и добавками для образования пасты. Если краска предназначена для промышленного использования, ее обычно направляют в песчаную мельницу, большой цилиндр, который перемешивает крошечные частицы песка или кремнезема для измельчения частиц пигмента, делая их меньше и диспергируя их по всей смеси. В отличие от этого, наиболее коммерчески используемые точки обрабатываются в высокоскоростном резервуаре для диспергирования, в котором круглое зубчатое лезвие, прикрепленное к вращающемуся валу, перемешивает смесь и смешивает пигмент с растворителем. были написаны еще в восемнадцатом веке, и только недавно массовое производство сделало широкий спектр красок незаменимым во всем. Сегодня краски используются для внутренней и внешней покраски домов, лодок, автомобилей, самолеты, бытовая техника, мебель и многие другие места, где желательны защита и обращение.
Сырье
Краска состоит из пигментов, растворителей, смол и различных добавок. Пигменты придают краске цвет; растворители облегчают нанесение; смолы помогают ему сохнуть; а добавки служат всем, от наполнителей до противогрибковых средств. Существуют сотни различных пигментов, как натуральных, так и синтетических. Основным белым пигментом является диоксид титана, выбранный из-за его превосходных маскирующих свойств, а черный пигмент обычно изготавливается из углеродной сажи. Другие пигменты, используемые для изготовления краски, включают оксид железа и сульфид кадмия для красных, металлические соли для желтых и оранжевых, а также железный синий и хром-желтый для синих и зеленых оттенков.
Растворители - это различные летучие жидкости с низкой вязкостью. Они включают уайт-уайт и ароматические растворители, такие как бензол, спирты, сложные эфиры, кетоны и ацетон. Наиболее часто используемыми натуральными смолами являются льняное, кокосовое и соевое масло, а к наиболее популярным синтетическим смолам относятся алкидные, акриловые, эпоксидные и полиуретановые смолы. Добавки служат многим целям. Некоторые из них, такие как карбонат кальция и силикат алюминия, являются просто наполнителями, которые придают краске твердость и консистенцию, не изменяя ее свойств. Другие добавки обеспечивают определенные желаемые характеристики. 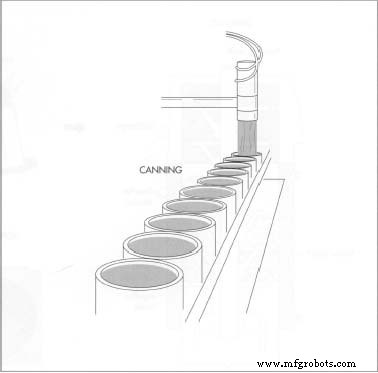 Консервирование краски - это полностью автоматизированный процесс. Для стандартной 8-пинтовой банки с краской, доступной потребителям, пустые банки сначала накатывают горизонтально на этикетки, а затем устанавливают вертикально, чтобы в них можно было накачать острие. Одна машина закрывает заполненные банки крышками, а вторая нажимает на крышки, чтобы запечатать минусы. Из проволоки, которая подается в него из бухт, байлометр вырезает ручки и придает им форму, прежде чем вставить их в отверстия, предварительно вырезанные в банках. в краске, такие как тиксотропные агенты, придающие краске гладкую текстуру, сиккативы, агенты против осаждения, агенты против образования шкур, пеногасители и множество других, которые позволяют краске хорошо укрываться и долго держаться.
Консервирование краски - это полностью автоматизированный процесс. Для стандартной 8-пинтовой банки с краской, доступной потребителям, пустые банки сначала накатывают горизонтально на этикетки, а затем устанавливают вертикально, чтобы в них можно было накачать острие. Одна машина закрывает заполненные банки крышками, а вторая нажимает на крышки, чтобы запечатать минусы. Из проволоки, которая подается в него из бухт, байлометр вырезает ручки и придает им форму, прежде чем вставить их в отверстия, предварительно вырезанные в банках. в краске, такие как тиксотропные агенты, придающие краске гладкую текстуру, сиккативы, агенты против осаждения, агенты против образования шкур, пеногасители и множество других, которые позволяют краске хорошо укрываться и долго держаться.
Дизайн
Краска обычно изготавливается по индивидуальному заказу в соответствии с потребностями промышленных клиентов. Например, один может быть особенно заинтересован в быстросохнущей краске, а другой может захотеть получить краску, обеспечивающую хорошее покрытие в течение длительного срока службы. Краска, предназначенная для потребителя, также может быть изготовлена на заказ. Производители красок предоставляют настолько широкий спектр цветов, что невозможно держать под рукой большое количество каждого из них. Чтобы удовлетворить запрос на «аквамарин», «канареечно-желтый» или «бордовый», производитель выберет основу, которая соответствует требуемой глубине цвета. (Основы пастельных красок будут иметь большое количество диоксида титана, белого пигмента, тогда как более темные тона будут иметь меньше.) Затем, в соответствии с заранее определенной формулой, производитель может вводить различные пигменты из калиброванных цилиндров для получения нужного цвета.
Производственный
процесс
Приготовление пасты
- 1 Производители пигментов отправляют пакеты с мелкозернистыми пигментами на заводы по окраске. Там пигмент предварительно смешивается со смолой (смачивающий агент, который помогает увлажнять пигмент), одним или несколькими растворителями и добавками для образования пасты.
Диспергирование пигмента
- 2 Смесь пасты для большинства промышленных и некоторых потребительских красок теперь направляется в песчаную мельницу, большой цилиндр, который перемешивает крошечные частицы песка или кремнезема для измельчения частиц пигмента, уменьшения их размера и диспергирования по всей смеси. Затем смесь фильтруют, чтобы удалить частицы песка.
- 3 Вместо обработки на песчаных мельницах до 90 процентов латексных красок на водной основе, предназначенных для использования отдельными домовладельцами, вместо этого обрабатываются в высокоскоростном резервуаре для диспергирования. Там предварительно приготовленная паста подвергается высокоскоростному перемешиванию с помощью круглой зубчатой лопатки, прикрепленной к вращающемуся валу. В этом процессе пигмент смешивается с растворителем.
Разбавление пасты
- 4 Независимо от того, создана ли паста - песчаная мельница или резервуар для диспергирования, - теперь пасту необходимо разбавить для получения конечного продукта. Перенесенный в большие котлы, он перемешивается с соответствующим количеством растворителя для желаемого типа краски.
Консервирование краски
- 5 Готовый лакокрасочный продукт перекачивается в консервный цех. Для стандартной 8-пинтовой (3,78-литровой) банки с краской, доступной потребителям, пустые банки сначала накатывают горизонтально на этикетки, а затем устанавливают вертикально, чтобы краска могла заливаться в них. Машина закрывает заполненные банки крышками, а вторая нажимает на крышки, чтобы запечатать их. Из проволоки, которая подается в него из бухт, байлометр вырезает ручки и придает им форму, прежде чем вставить их в отверстия, предварительно вырезанные в банках. Затем определенное количество банок (обычно четыре) упаковывают в коробки и штабелируют перед отправкой на склад.
Контроль качества
Производители красок применяют широкий спектр мер контроля качества. Ингредиенты и производственный процесс проходят строгие испытания, а готовый продукт проверяется, чтобы гарантировать его высокое качество. Готовая краска проверяется на ее плотность, тонкость помола, дисперсность и вязкость. Затем краска наносится на поверхность и исследуется на сопротивление вытеканию, скорость высыхания и текстуру.
Что касается эстетических компонентов краски, то цвет проверяется опытным наблюдателем и с помощью спектрального анализа, чтобы определить, соответствует ли он желаемому стандартному цвету. Стойкость цвета к выцветанию, вызываемому элементами, определяется путем воздействия на часть окрашенной поверхности дугового света и сравнения степени выцветания с окрашенной поверхностью, которая не подвергалась такому воздействию. Укрывистость краски измеряется путем нанесения ее на черную и белую поверхности. Затем определяется отношение покрытия черной поверхности к покрытию белой поверхности, где 0,98 является высококачественной краской. Блеск измеряется путем определения количества отраженного света от окрашенной поверхности.
Тесты для измерения более функциональных качеств краски включают в себя тест на стойкость к царапинам, что влечет за собой царапание или истирание высохшего слоя краски. Адгезию проверяют путем нанесения перекрестия с калибровкой 0,07 дюйма (2 миллиметра) на высохшую поверхность краски. К штриховке прикладывается кусок ленты, затем стягивается; хорошая краска останется на поверхности. Очищаемость проверяется машиной, которая протирает поверхность краски мыльной кистью. Также существует система расчета ставок. Отличная краска может простоять шесть месяцев без оседания по десятибалльной шкале. Плохая краска, однако, осядет в несмешивающемся комке пигмента на дне банки и оценит ее ноль. Атмосферостойкость проверяется выдержкой краски на открытом воздухе. Искусственное выветривание подвергает окрашенную поверхность воздействию солнца, воды, экстремальных температур, влажности или серных газов. Огнестойкость проверяют путем сжигания краски и определения ее потери веса. Если количество потерь превышает 10 процентов, краска не считается огнестойкой.
Побочные продукты / отходы
Недавнее постановление (Правило 66 Калифорнии), касающееся выбросов летучих органических соединений (ЛОС), затрагивает лакокрасочную промышленность, особенно производителей промышленных красок на масляной основе. По оценкам, все покрытия, включая морилки и лаки, являются причиной 1,8 процента из 2,3 миллиона метрических тонн летучих органических соединений, выбрасываемых в год. Новые правила разрешают, чтобы каждый литр краски содержал не более 250 граммов (8,75 унций) растворителя. Производители красок могут заменять растворители пигментами, наполнителями или другими твердыми веществами, присущими основной формуле краски. Этот метод позволяет получать более густые краски, которые труднее наносить, и еще не известно, долговечны ли такие краски. Другие решения включают использование лакокрасочных порошковых покрытий, в которых не используются растворители, нанесение краски в закрытых системах, из которых могут быть извлечены летучие органические соединения, использование воды в качестве растворителя или использование акриловых красок, которые высыхают в ультрафиолетовом свете или при нагревании. Потребитель, у которого есть неиспользованная краска, может вернуть ее в пункт покупки для надлежащей обработки.
Крупный производитель красок будет иметь собственное предприятие по очистке сточных вод, которое обрабатывает все жидкости, образующиеся на месте, даже ливневые стоки. Объект находится под наблюдением 24 часа в сутки, а Агентство по охране окружающей среды (EPA) проводит периодические записи и проверки систем на всех предприятиях по окраске. Жидкая часть отходов обрабатывается на месте в соответствии со стандартами местных государственных очистных сооружений; его можно использовать для изготовления некачественной краски. Латексный шлам можно извлекать и использовать в качестве наполнителя в других промышленных продуктах. Отработанные растворители можно регенерировать и использовать в качестве топлива для других отраслей промышленности. Чистый контейнер с краской можно использовать повторно или отправить на местную свалку.
Производственный процесс