


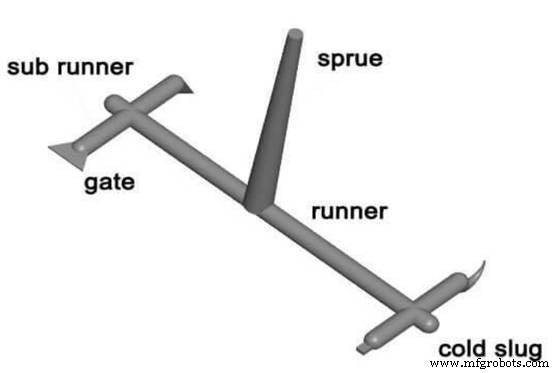
Комплексное руководство по типам литников для литья под давлением и лучшим практикам проектирования
Выбор правильных ворот имеет решающее значение для получения высококачественных пластиковых деталей. Каждая конструкция ворот предлагает определенные преимущества с точки зрения потока, отделки и эффективности производства. Ниже приведен подробный обзор наиболее распространенных типов ворот, а также практические рекомендации по их размещению, размерам и применению.
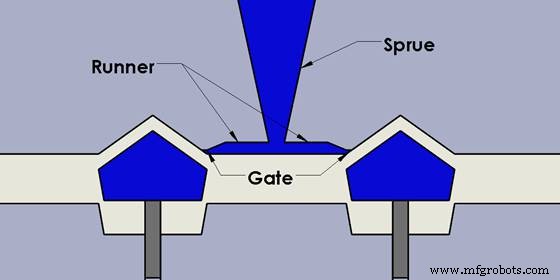
1. Прямые или вертикальные ворота
Прямые (литниковые) ворота являются наиболее простыми и широко используемыми. Расплавленный пластик поступает прямо из литника в полость, позволяя быстро заполнять большие объемы при минимальном давлении и коротком времени подачи. Они идеально подходят для неэстетичных деталей с глубокими полостями, таких как корпуса бытовой техники, контейнеры и принтеры.
Несмотря на экономичность, эти ворота оставляют видимые следы, которые необходимо обрезать вручную, что может увеличить время последующей обработки и привести к появлению дефектов на поверхности.
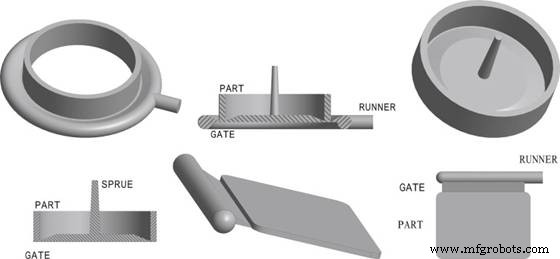
2. Краевые ворота
Краевые ворота располагаются по периметру детали, создавая четкую, легко удаляемую отметку. Их большее поперечное сечение способствует плавному потоку, что делает их подходящими для плоских компонентов или компонентов средней толщины, где эстетика менее критична.
Для них не требуется специальная смола, а их простая геометрия позволяет снизить затраты на оснастку.
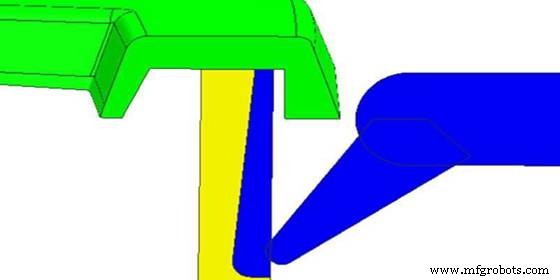
3. Подводные (туннельные) ворота
Расположенные ниже линии разъема затворы подводной лодки питают полость снизу, что позволяет осуществлять автоматическую обрезку во время катапультирования. Узкий канал ограничивает объем расплава, что делает их лучшими для небольших прецизионных деталей.
Их использование на больших деталях может увеличить время цикла и привести к появлению дефектов поверхности, связанных с сдвигом.
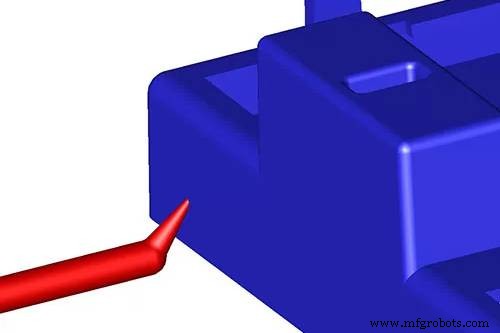
4. Кешью Гейтс
Ворота из кешью, имеющие форму грецкого ореха, достигают узких или неровных участков, куда обычные туннели не могут попасть. Их изогнутая геометрия требует тщательного проектирования, чтобы избежать искажений при снятии деталей.
Поскольку они не ограничены конкретной смолой, ворота из кешью универсальны для сложных геометрических форм.
5. Мембранные ворота
Мембранные затворы сужаются под затвором, сводя к минимуму линии сварки на угловых деталях. Они обеспечивают равномерную текучесть для более крупных компонентов и хорошо работают с большинством типов смол.
Контролируя температуру, скорость и давление, мембранные затворы обеспечивают гладкую поверхность и уменьшают количество дефектов.
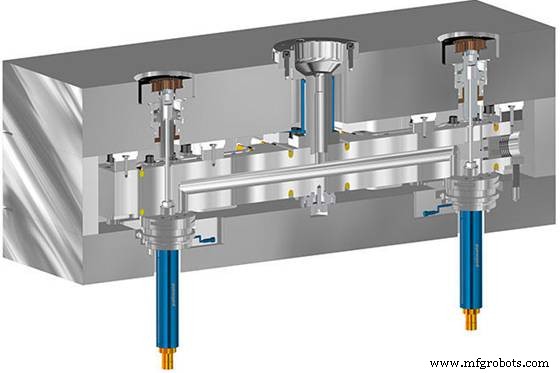
6. Затворы горячеканального клапана
В системах с горячими литниками клапанные затворы поддерживают постоянную температуру и давление расплава. Выдвижной штифт регулирует поток:при вытягивании штифта высвобождается расплав, при нажатии назад все излишки выталкиваются обратно в форму, предотвращая налипание расплава.
Такое точное управление повышает эффективность и позволяет независимо управлять несколькими воротами.
7. Тепловые ворота с горячеканальной системой
Термоворота функционируют без клапана, располагаясь чуть выше линии разъема. Когда поток прекращается, остаточный расплав образует «холодную порцию», которая расплавляется в полость при начале следующего впрыска, исключая подстройку литника.
Они совместимы с широким спектром смол и особенно выгодны для высокоскоростного производства в больших объемах.
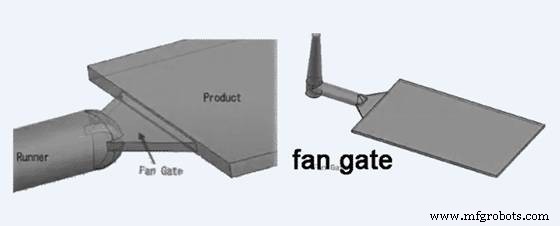
8. Веерные ворота
Вентиляционные заслонки имеют широкое расширяющееся отверстие, которое обеспечивает равномерную толщину больших или плоских деталей. Их конструкция смягчает направленные напряжения и следы течения, что делает их идеальными для поликарбоната и других пластиков высокой прозрачности.
9. Штыревые ворота
Штифтовые затворы небольшие, часто располагаются рядом с выталкивающими штифтами на стороне B формы. Хотя они уменьшают размер ворот, они могут увеличить количество отходов из-за необходимости использования больших направляющих, что делает их лучшими для конкретных многопластинчатых форм.
При выборе ворот учитывайте следующие важные факторы:
Размещение ворот
Расположите затвор в самом глубоком поперечном сечении, чтобы обеспечить равномерный поток и свести к минимуму пустоты. Избегайте размещения ворот рядом с зонами повышенного напряжения, которые могут поставить под угрозу целостность детали.
Размер ворот
Выберите размер затвора, который уравновешивает сдвиговый нагрев и давление потока. Слишком маленький размер увеличивает сдвиг, а слишком большой может вызвать чрезмерные скачки давления.
Форма и отделка детали
Сопоставьте конструкцию литника с геометрией детали и желаемым качеством поверхности. Например, ворота из кешью отлично подходят для небольших, сложных деталей, требующих гладкой поверхности.
Общие вопросы
Где следует разместить ворота? Установите его в самую глубокую часть, на одной стороне формы, чтобы обеспечить оптимальный поток и снизить напряжение.
Каковы основные этапы литья под давлением? Зажим → Впрыск → Охлаждение → Выброс.
Какие дефекты типичны? Если конструкция литника или параметры процесса неоптимальны, могут возникнуть раковины, линии потока, коробление, расслоение, короткие удары и струи.
Промышленные технологии
- Фрезерование с ЧПУ против токарной обработки мелких деталей:выбор лучшего процесса для вашего проекта
- Биполярный переходной транзистор (BJT) как переключатель
- Что такое мультиметр? Работа аналоговых и цифровых мультиметров
- Подходит ли программное обеспечение CMMS для вашего бизнеса?
- Обзор сервиса прототипов печатных плат PCBWay
- Контрольный список профилактического обслуживания эксперта по объекту
- Будущее производства:7 основных отраслевых тенденций
- Безопасные методы
- Проектирование и разводка печатных плат:создание надежных, высокопроизводительных печатных плат
- 5 причин использовать водонепроницаемые этикетки