


Работа с допусками листового металла
При выборе производителя деталей из листового металла термин допуск часто всплывает. Все хотят, чтобы их детали были точными копиями их моделей, но, по правде говоря, всегда должно быть место для маневра в определении совершенства. Это изменение и есть то, что мы все называем толерантностью. Несмотря на то, что этот термин используется все время, реальность производственных допусков может быть довольно сложной в зависимости от рассматриваемого процесса. В этом посте будут сравниваться обработка, 3D-печать и обработка листового металла, а также то, как они влияют на достижимые допуски.
Производство листового металла, обработка и 3D-печать
Механическая обработка и 3D-печать — это высокоточные методы производства, точно удаляющие или добавляющие (соответственно) материал для получения окончательной геометрии. Листовой металл — это несколько менее точный метод производства, который основан на резке, изгибе и растяжении тонких листов металла для получения окончательной геометрии. Более слабые допуски, достигаемые методом обработки листового металла, являются результатом очень изменчивых процессов, используемых для получения геометрии.
Механическая обработка обеспечивает наиболее понятную систему отсчета для производственных допусков. Мы часто видим блоки допусков механической обработки на распечатках из листового металла, как этот справа.
В инженерных школах учат, что ±0,005 дюйма (0,127 мм) для трех значащих цифр является базовым допуском. Это возможно, потому что есть одна машина, создающая функции независимо от уже созданных функций. Неважно, просверлили ли вы отверстие в одном месте, положение и размер следующего отверстия будут определяться исключительно станком, выполняющим рез.
3D-печать также является точным методом производства, хотя фактический уровень точности определяется используемыми материалами и процессами. Имейте в виду, что, как и механическая обработка, 3D-печать создает элементы на детали независимо от элементов, которые были до нее. Он будет продолжать добавлять материал в необходимые места и поддерживать высокий уровень точности (при условии, что ваша конструкция правильно поддерживает деталь во время производства). В Protolabs допуски 3D-печати варьируются от ± 0,002 дюйма до ± 0,012 дюйма (от ± 0,051 мм до 0,305 мм).
| Если не указано иное: |
| .ХХ | <тд ширина ="208">
| .XXX | <тд ширина ="208">
| .ХХХХ | <тд>
| Углы | <тд ширина ="208">
В некотором смысле листовой металл занимает промежуточное положение между производством и изделиями кустарного промысла. Мы сгибаем и растягиваем материал, чтобы получить окончательную геометрию. Мы не добавляем и не удаляем металл с помощью одной высокоточной машины. Фактически, для производства листового металла требуется почти дюжина станков, в зависимости от требуемых характеристик. Даже для самой простой формованной детали требуется станок для резки и гибочный станок, каждый со своими допусками и ограничениями.
Допуски листового металла Protolabs
Мы разделяем допуски на две категории.
- Допуски на одной поверхности
- Допуски для нескольких поверхностей
Допуски на одной поверхности намного жестче, чем на нескольких поверхностях. При взгляде на одну поверхность большинство элементов создается с помощью одного станка, лазера или перфоратора. Подобно механической обработке и 3D-печати, это позволяет нам соблюдать более жесткие допуски. Когда мы вводим изгибы в геометрию, все становится немного менее ясным.
Допуски на одной поверхности
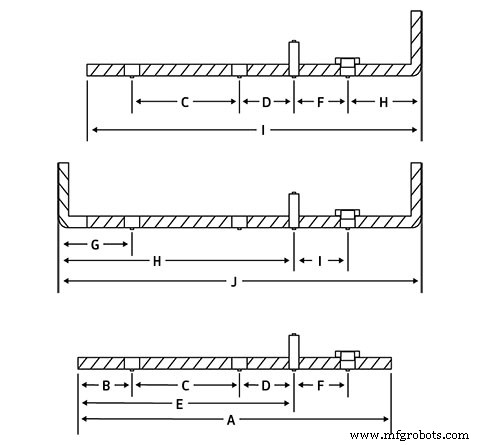
В приведенной ниже таблице указаны стандартные допуски для каждого отмеченного участка детали.
| Функция | <тд ширина ="208">
| От края до края | <тд ширина ="208">
| От края до отверстия | <тд ширина ="208">
| Отверстие к отверстию | <тд ширина ="208">
| Отверстие в оборудовании* | <тд ширина ="208">
| От периферии до оборудования* | <тд ширина ="208">
| Оборудование к оборудованию* | <тд ширина ="208">
| Согнуть до отверстия | <тд ширина ="208">
| Согнуть оборудование* | <тд ширина ="208">
| Согнуть к краю | <тд ширина ="208">
| Согнуть, чтобы согнуть | <тд ширина ="208">
Металлическими деталями считаются шпильки, гайки, стойки или другие самозакрепляющиеся изделия.
Допуски на нескольких поверхностях
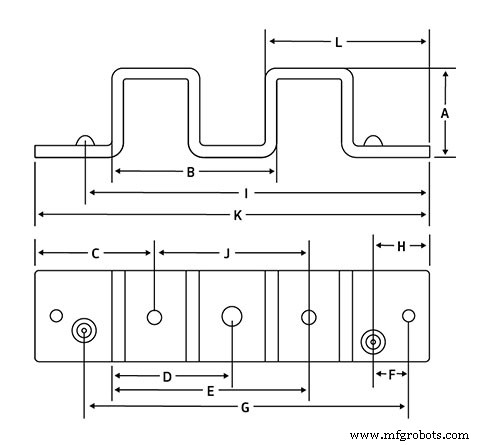
В приведенной ниже таблице указаны стандартные допуски для каждого отмеченного участка детали.
Функция | Справочник | Допуск +/- |
| Согнуть, чтобы согнуть | А | 0,015 дюйма (0,38 мм) |
| Согнуть, чтобы согнуть | Б | 0,030 дюйма (0,76 мм)* |
| От края до отверстия | С | 0,015 дюйма (0,38 мм) |
| Согнуть до отверстия | Д | 0,030 дюйма (0,76 мм)* |
| Согнуть до отверстия | Е | 0,030 дюйма (0,76 мм)* |
| Отверстие до сформированного элемента | Ф | 0,010 дюйма (0,25 мм) |
| Отверстие до сформированного элемента | Г | 0,030 дюйма (0,76 мм)* |
| От края до сформированного элемента | Н | 0,010 дюйма (0,25 мм) |
| От края до сформированного элемента | я | 0,030 дюйма (0,76 мм) |
| Отверстие к отверстию | J | 0,020 дюйма (50 мм)* |
| От края до края | К | 0,030 (0,76 мм) * |
| Край для изгиба | Л | 0,030 (0,76 мм) * |
Не суммируется.
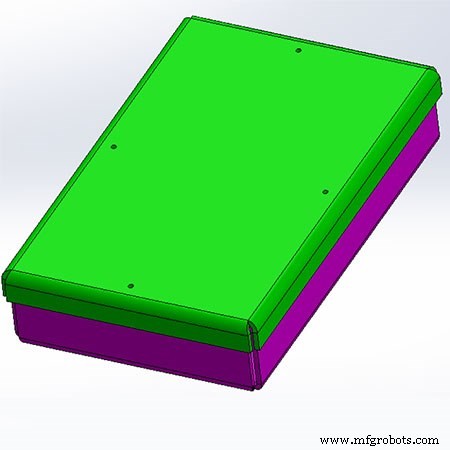 Ящик из листового металла с простой крышкой может показаться простым по конструкции, но есть нюансы, которые необходимо учитывать, чтобы обеспечить правильная посадка.
Ящик из листового металла с простой крышкой может показаться простым по конструкции, но есть нюансы, которые необходимо учитывать, чтобы обеспечить правильная посадка. Борьба за стек
Давайте используем эту коробку и крышку в качестве примера допусков листового металла. Это позволит нам проанализировать влияние производства листового металла на достижимые допуски. Эта сборка обманчива своей простотой. По мере того, как мы углубляемся в конструкцию, взглянем на нюансы, связанные с проектированием хороших деталей из листового металла.
Во-первых, взгляните на зеленую крышку. Эта часть имеет четыре фланца, сформированные из центральной секции. В этой центральной части есть четыре отверстия, которые используются для крепления крышки к розовой коробке под ней. Эти четыре отверстия вырезаются лазером, а их положение и размер строго контролируются компьютерным процессом. Эти отверстия будут расположены точно и не будут зависеть от окружающего угла изгиба и линейных допусков.
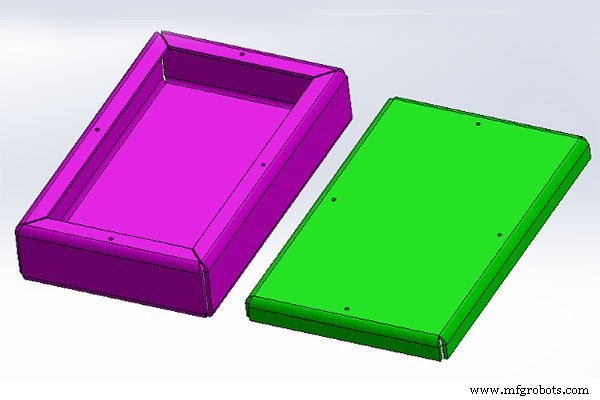 При снятой крышке из листового металла открываются дополнительные элементы, помогающие создать хорошо продуманную коробку с крышкой.
При снятой крышке из листового металла открываются дополнительные элементы, помогающие создать хорошо продуманную коробку с крышкой. Ситуация немного отличается для отверстий в нашей розовой коробке. В отличие от отверстий на крышке, которые находятся на одной поверхности, отверстия на коробке расположены на четырех разных поверхностях, каждая из которых разделена четырьмя изгибами. Пересечение четырех изгибов, измеряя расстояние от отверстия до отверстия, дает нам линейный допуск ± 0,030 дюйма (± 0,762 мм) и угловой допуск укладки в 1° на изгиб. Это означает, что расположение этих отверстий не так строго контролируется, как на крышке. Очень важно помнить об этом при проектировании компонентов из листового металла.
Итак, что вы можете сделать, чтобы преодолеть это? Вы можете открыть отверстия в крышке, чтобы допустить смещение монтажных отверстий, или использовать плавающее оборудование в коробке, которое допускает смещение между крышкой и коробкой. Объедините оба подхода, и вы эффективно упростите допуски на укладку, показанные в коробке. В итоге вы получите функциональную сборку, которая надежно стыкуется и удивит вашего клиента своим мастерством проектирования из листового металла.
Выводы о допуске
Мы изготавливаем прецизионные детали из листового металла. Однако точность неодинакова для всех методов производства. Конструктор не может ожидать соблюдения допусков, подобных механической обработке, в своей детали из листового металла. Если вы понимаете это и внимательно относитесь к рекомендациям по проектированию и своему подходу к листовому металлу, вы тоже можете добиться больших результатов со своими деталями.
Промышленные технологии
- для гибки листового металла с помощью листогибочного пресса
- Каковы преимущества сотрудничества с местным производителем металлоконструкций?
- Процесс формирования листового металла
- Гибка листового металла
- Методы изготовления листового металла
- Экономическая эффективность штамповки листового металла
- Что такое штамповка листового металла?
- Обзор тонколистового металла
- Что такое выпрямление листового металла?
- Различные типы операций с листовым металлом с диаграммой