


Ориентация детали при 3D-печати:как она влияет на прочность, точность и чистоту поверхности
Может показаться, что выбрать ориентацию, обеспечивающую минимальную высоту по оси z и, следовательно, самое быстрое время сборки, не составит труда. Но ориентация исключительно по z-высоте не всегда имеет смысл с точки зрения требований к вашей детали. Есть несколько других технических факторов, которые вступают в игру, когда речь идет об ориентации деталей для 3D-печати. Когда вы думаете об ориентации деталей для 3D-печати, особенно стереолитографии (SLA), подумайте о карандаше. Что потребуется для 3D-печати этого карандаша слой за слоем по горизонтали или по вертикали? Горизонтальная печать займет меньше времени, потому что она более плоская, когда лежит на боку, а вертикальная печать займет значительно больше времени, потому что она стоит высоко и требует большего количества нарисованных слоев, уложенных последовательно один поверх другого. Для его горизонтальной печати также потребуется больше поддерживающих структур по сравнению с вертикальной печатью карандаша, и для их удаления потребуется дополнительное время, чтобы получить готовую деталь. Таким образом, ваш выбор ориентации может сводиться к требованиям прочности или требованиям к чистоте поверхности вашего карандаша, и вы даже можете захотеть сориентировать свою деталь под углом. Есть несколько соображений при выборе ориентации построения стереолитографии. Давайте разбираться!
Ориентация деталей, напечатанных на 3D-принтере, для прочности
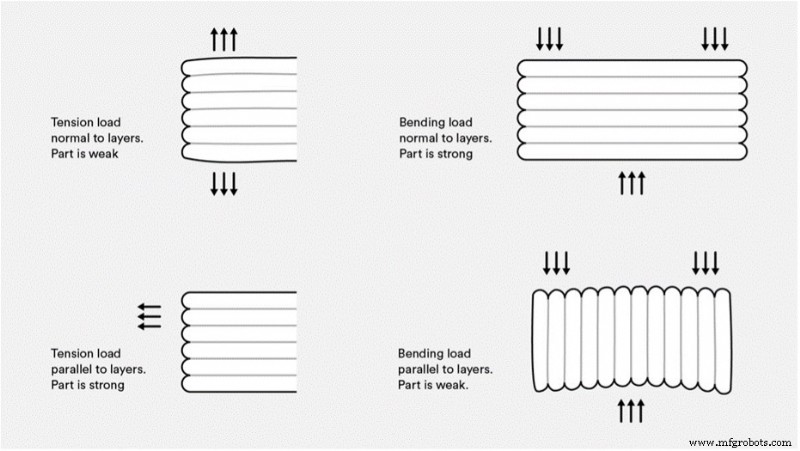
Давайте сначала посмотрим на быструю иллюстрацию, которая объясняет общие последствия наращивания слоя 3D-печати и внешних сил на детали. Когда силы натяжения являются нормальными или перпендикулярными слоям, имеет место тенденция к ослаблению детали. Когда силы натяжения параллельны или совпадают со слоями, деталь прочнее. Когда силы перпендикулярны слоям, деталь обычно способна выдерживать большее сжатие, чем если бы силы были параллельны слоям. Применяются два вывода:
- Печатайте в такой ориентации, чтобы слои совпадали с осью, где силы натяжения самые высокие и
- Печатайте в такой ориентации, чтобы слои пересекали ось, где силы сжатия максимальны.
В теоретическом случае карандаша горизонтальная ориентация сборки, вероятно, будет работать для учета сил натяжения и изгиба, с которыми карандаш будет сталкиваться при использовании. Обратите внимание, что эти рекомендации всегда применяются к деталям методом наплавления (FDM). Детали SLA демонстрируют гораздо меньшую анизотропию, чем детали FDM, потому что слои химически связаны, а разрешение, достигаемое с помощью SLA, намного выше, чем с FDM. Однако для термореактивных материалов может потребоваться дополнительное обдумывание ориентации деталей, чтобы максимизировать прочность критических элементов деталей.
 Дифференциальная усадка присутствует в напечатанной на 3D-принтере детали, ориентированной, как показано выше. Быстрый переход от малой к большой площади поперечного сечения вызвал усадку этой детали.
Дифференциальная усадка присутствует в напечатанной на 3D-принтере детали, ориентированной, как показано выше. Быстрый переход от малой к большой площади поперечного сечения вызвал усадку этой детали. Ориентация на избежание дифференциального сжатия
В целом, чем более неравномерно распределен материал в детали, тем более она подвержена феномену, известному как дифференциальная усадка. Детали определенной геометрии и размеров имеют большую вероятность усадки, потому что они не обеспечивают адекватной поддержки со стороны предыдущих слоев материала. Чтобы проиллюстрировать это, подумайте о заглавной букве «Х». Когда секция поперечины появляется послойно посередине, она стремится тянуть опорные стойки внутрь, заставляя деталь прогибаться ближе к низу. Чтобы предотвратить дифференциальную усадку, есть несколько вариантов. Часто мы строим детали SLA под углом, чтобы уменьшить площадь поверхности и, следовательно, общее напряжение, возникающее для каждого слоя. Это также помогает увеличить размерность детали и точность допусков. Кроме того, мы строим лежащие детали так, чтобы каждый сформированный слой имел такую же площадь поверхности, что и слой под ним, и не было больших перепадов поперечного сечения. Когда требуются детали с критическими размерами или элементы с высоким разрешением, мы рекомендуем ориентировать детали так, чтобы эти элементы располагались на обращенной вверх поверхности детали. Имейте в виду, что сборка деталей под углом может привести к получению деталей с неидеальной поверхностью, если косметика играет ключевую роль.
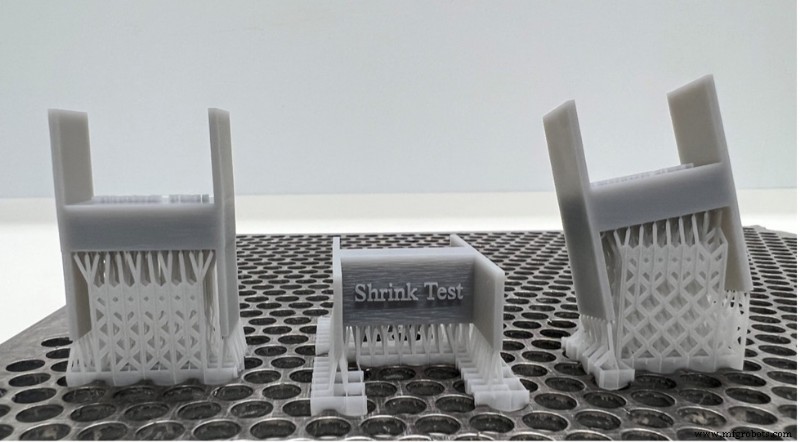
Дифференциальной усадки можно избежать, ориентируя деталь таким образом, чтобы исключить малые и большие изменения поперечного сечения детали (показано выше) или ориентируя деталь под углом (показано справа).
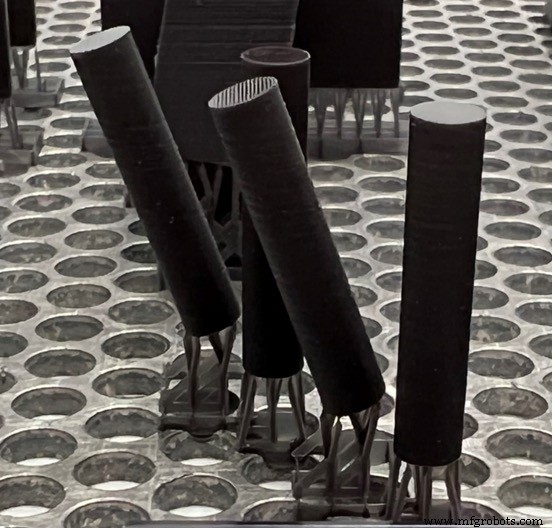
Если целью являются гладкие косметические элементы, стройте детали вертикально. Построение под углом приведет к появлению видимых линий слоя, как показано на угловом цилиндре.
Ориентация для достижения желаемой чистоты поверхности
Если для вашей детали важно иметь косметическую отделку для использования на выставке или демонстрации, мы будем стремиться построить деталь плоской, а не под углом. Любые критические элементы должны быть обращены вверх, так как верхние поверхности будут гладкими и в большей степени подвержены точности размеров. С другой стороны, если ваша деталь построена лицевой стороной вниз, опорные конструкции, которые необходимо удалить и очистить, устранят любой глянцевый эффект.
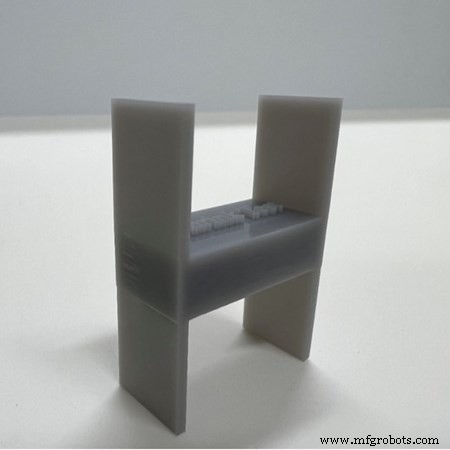
Глянцевый эффект показан на «H», который был построен горизонтально. Буква H, построенная под углом, выделяет линии слоев и визуальные эффекты, которые они могут оказывать на текст.
Как правило, наша команда может выбрать другую ориентацию, чтобы предоставить вам деталь самого высокого качества. Следует помнить одну важную вещь:если вы не укажете желаемую ориентацию детали (горизонтальную или вертикальную), мы автоматически выберем ориентацию, чтобы сократить время сборки. Сообщив нам, какие аспекты наиболее важны для ваших деталей, напечатанных на 3D-принтере, вы поможете нам определить, как лучше всего сориентировать вашу деталь в процессе сборки. В целом, самый большой вывод заключается в том, что если у вас есть особая потребность в детали, напечатанной на 3D-принтере, будь то критически важные функции, соображения стоимости или конкретная желаемая обработка поверхности, обязательно сообщите об этом нашей команде инженеров заранее, чтобы мы могли гарантировать ваша часть соответствует вашим конкретным целям.
Промышленные технологии
- Как технология 3D-печати станет ключевой частью Индустрии 4.0
- Как безопасность влияет на IIoT и отслеживание активов
- 3D-печать и прототипирование
- Что такое 3D-печать? - Типы и как это работает
- Что такое сварочная пористость и как ее предотвратить?
- Поверхностная обработка печатных плат:HASL, OSP и ENIG
- Как улучшить качество поверхности алюминиевого литья в песчаные формы?
- Прототипирование механических деталей:выбор между 3D-печатью и ЧПУ-обработкой
- Как максимизировать производительность и качество деталей при многопоточности
- 3D-печать:каково ее влияние на машинную обработку и промышленный дизайн?