


Проблемы из-за неправильного расположения катушки с нитью
Кое-что, что часто не принимается во внимание, но может быть источником сбоя, — это положение катушки и ее путь к экструдеру. Для облегчения работы экструдераследует добиваться минимального сопротивления натяжению нити . Чем выше сопротивление, тем тяжелее должен работать двигатель экструдера, выделяя больше тепла и увеличивая вероятность потери шага. Кроме того, увеличивается трение колес о нить, вызывая больший износ и загрязнение, а также увеличивая возможность укусов нити.
Оптимальное положение катушки
Оптимальное расположение катушки — это то, которое гарантирует кратчайший и прямой путь к экструдеру. Кроме того, следует учитывать следующие моменты:
- Трубки из ПТФЭ: Если расстояние между катушкой и экструдером большое (обычно более 15-20 см) или если нет возможности разместить катушку непосредственно на экструдере в прямых системах, следует использовать трубку из ПТФЭ для направления нити. /li>
- Если для подачи нити от катушки к экструдеру используется трубка из ПТФЭ, следует использовать трубку с внутренним поперечным сечением, немного превышающим диаметр нити. Трубки малого диаметра будут создавать большее трение и увеличивать нагрузку на двигатель.
- Если для подачи нити от экструдера к хотэнду (системы Боудена) используется трубка из ПТФЭ, внутренний диаметр должен быть отрегулирован для достижения максимально возможного однородного давления. В этих случаях рекомендуется использовать высококачественную трубку из ПТФЭ с минимально возможным коэффициентом трения.
В любом случае ход должен быть как можно короче (максимум 80 см в случае систем Боудена) и с максимально возможным радиусом кривизны. Кроме того, один конец фторопластовой трубки должен быть вставлен непосредственно в экструдер, а другой конец должен располагаться по касательной к катушке и на расстоянии около 10 см от зоны размотки нити.
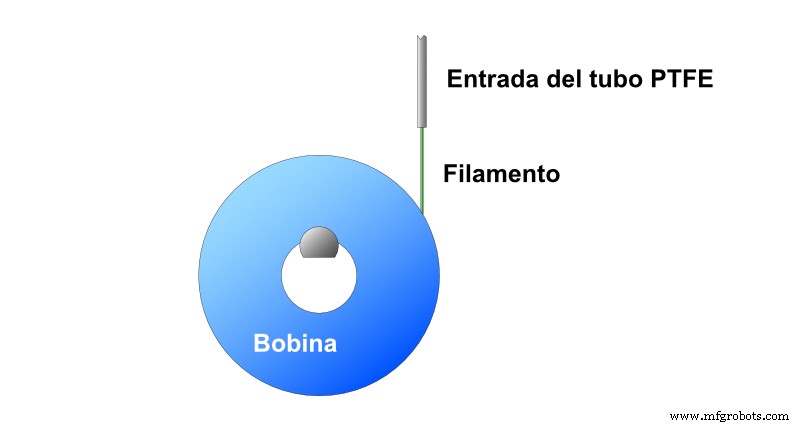
Изображение 1. Правильное положение входного отверстия трубки из ПТФЭ. Источник Filament2print
- Держатель катушки :Хотя может показаться, что лучше всего, чтобы держатель катушки создавал как можно меньше трения, это не так. It is true that the bobbin holder should not exert excessive friction, but neither should it allow the bobbin to turn freely. If the spool rotates too much, it will cause a loss of tension in the last few turns of filament, increasing the risk of overlapping as tension is regained.

Image 2:Filament overlap in a coil. Source:Filament2print.com
Flexible Filaments
In the case of flexible filaments, it is particularly important to reduce the distance and friction. If there are considerable friction values, the filament will deform proportionally to the distance to the spool, reducing its cross-section due to the striction phenomenon. For practical purposes, this means that the real cross-section of the filament is not the nominal one, making it necessary to readjust the flux to avoid lack of extrusion. This is why it is sometimes necessary to use flow values above 115% in certain combinations of printer and flexible filament.
Filaments with metallic or ceramic fillers
One of the characteristics of the filaments with a high metallic or ceramic load intended for sintering is their high bending brittleness. This is why the way of feeding this type of filament is crucial to avoid breakage during printing.
Whenever you want to use this type of filament, it is advisable to do so in a 3D printer with a direct extrusion system and feed the filament in such a way that the path from the spool to the extruder is completely straight.
In the case of using Bowden printers, the largest possible bending radius in the path should be sought, even if this means using longer lengths of PTFE tubing. It may also be necessary to use devices that preheat the filament before it reaches the extruder in order to increase its ductility.

Image 3:Filawarmer device, intended for preheating metal filaments. Source:The Virtual Foundry
Note:This guide discusses concepts in a general way and does not focus on a particular brand or model, although they may be mentioned at some point. There may be important differences in calibration or adjustment procedures between different makes and models, so it is recommended that the manufacturer's manual be consulted before reading this guide.
3D печать
- Руководство для новичков по производству плавленых волокон (FFF)
- Триод
- Наиболее распространенные проблемы с системой охлаждения автомобиля
- Внутренние системы позиционирования Wi-Fi:хорошее, плохое и альтернативы
- Мех летает при возникновении проблем
- Самые серьезные проблемы со смазкой
- Часть недели - дополнительная катушка и стойка для инструментов Tony Nutile
- Безопасность АСУ ТП в центре внимания из-за напряженности в отношениях с Ираном
- Наиболее распространенные проблемы с промышленными генераторами
- Проблемы с уплотнением стекло-металл в электронике