


Влажность:большой враг нитей для 3D-печати
Влажность – это вода, пропитывающая тело, или пар, присутствующий в атмосфере. . Для всех живых существ вода необходима для выживания даже больше, чем пища, но для неживых элементов влажность обычно является источником проблем, поскольку она вызывает окисление и деградацию многих материалов. . В случае с 3D-печатью, особенно с филаментами, концентрация чрезмерной влажности может вызвать длинный список проблем, все с одной и той же целью — 3D-печать. не удалось.
Эффекты притяжения воды могут привести к следующим проблемам:повышенная хрупкость, увеличенный диаметр (возможны проблемы с принтерами с системой экструзии типа Боудена), деградация филамента, обрыв филамента и т. д. Также необходимо учитывать тот факт, что филаменты которые впитали воду, будут иметь более высокую температуру для экструзии. Не забудьте не помещать нити в принтер, если вы не собираетесь печатать. Они могут застрять в экструдере, потому что при поглощении воды жирнеют и увеличиваются в диаметре.
На следующей карте показана среднегодовая относительная влажность (процентное соотношение между фактическим количеством водяного пара, содержащегося в воздухе, и тем, что он должен содержать для насыщения при той же температуре), значение, полученное из средней влажности, зарегистрированной в двенадцать месяцев в году. Относительная влажность сильно различается в зависимости от того, в какой части европейской географии вы находитесь, и более выражена в северной части континента.
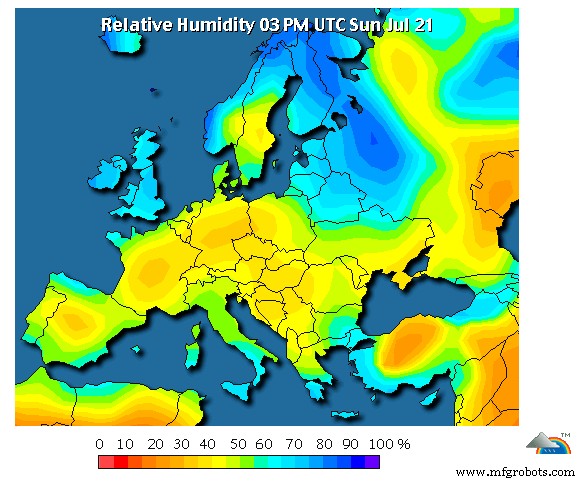
Изображение 1. Карта относительной влажности в Европе. Источник:NeoGAF
Основные последствия влаги в нити являются:
- Разложение нити: Гигроскопичные нити склонны в значительной степени поглощать воду, так как молекулы воды присоединяются к молекулам полимера, образуя прочные межмолекулярные связи. Эти ссылки могут вызвать внутренние микроперебои. которые ослабляют саму структуру нити.
- Замятие экструдера / HotEnd: Влага воды, сконцентрированная в нити накала, при нагревании в ХотЭнде испаряется, образуя зазоры внутри нити, превращая ее в пасту, которая забивает ствол (Тепловой перерыв) или сопло. Эта проблема очень распространена при использовании нейлоновых нитей с высоким процентом влажности (> 20 %).
- 3D-отпечатки низкого качества (стойкость и отделка): Сочетание вышеупомянутого приводит к 3D-печати со многими проблемами, как механическими, так и поверхностными. Промежутки между слоями (не всегда видимые невооруженным глазом), вызванные испарением воды, являются критическими точками, в которых легко образуются трещины при приложении малых значений силы. Когда концентрация влаги отмечена, упомянутые выше отверстия вызывают шероховатую и беловатую поверхность.

Изображение 2. Проблемы, вызванные влажностью. Источник:PrintDry
Причиной эволюции мира 3D-печати стали нити с высокой устойчивостью к влаге. , такие как PETG или CPE HG100, сополиэфиры, которые без проблем могут подвергаться воздействию воды в течение длительного периода времени. Среди других нитей мы обнаружили некоторые со средним сопротивлением, такие как PLA или ABS, а другие, особенно нейлон и PVA, очень склонны к поглощению влаги, достигая высоких значений менее чем за сутки.
 Сушка
Сушка PrintDry
 Вакуумный
Вакуумный контейнер
 Монитор
Монитор влажности
 CPE HG100
CPE HG100 Нить
Некоторые пользователи 3D-принтеров используют обычные методы удаления влаги. от нити и хранить ее, например, высушивая материал в бытовой печи и храня нить в коробках с неплотно закрывающейся крышкой. Эти меры , кроме того, что он опасный в случае с бытовой печью не совсем эффективны, особенно с техническими и современными материалами. Здесь мы приводим ряд профессиональных рекомендаций по устранению влаги. и как хранить нити, чтобы они не впитывались:
Сушка для нити
Самый эффективный способ устранить влагу, содержащуюся в материале, — это использовать сушилку для нити, например Сушилка для нити PrintDry — устройство, способное разрывать межмолекулярные связи между водой и полимером благодаря температуре сушки (35-70 ºC) и естественному воздушному потоку внутри него, который увлекает влагу с поверхности нити в воздух, который оно окружает его. Идеальное значение влажности нити составляет 10–13 %. .
Хранилище
Как в начале использования новой катушки, так и после сушки нити, правильное хранение Важно поддерживать минимальный процент влажности. В обычных материалах (PLA или ABS) и коротких интервалах хранения (<2 месяцев) достаточно использовать вашу сумку с застежкой типа "ручка" . В случае более длительных сроков хранения или с техническими и передовыми материалами этой меры недостаточно. Идеальным решением является использование герметичных контейнеров PrintDry. с вакуумной запайкой. Это высокопрочные пластиковые контейнеры, в которых каждый пользователь может безопасно хранить свои нити, не беспокоясь о том, впитывают ли они влагу. Потенциал этих контейнеров заключается в крышке, поскольку в ней установлен вакуумный клапан. , через который и с помощью ручного насоса (входит в комплект поставки) можно выкачивать воздух из внутренней части контейнера , обеспечивая хранение без пыли и влаги . Таким образом можно гарантировать правильное состояние нити накала, несмотря на то, что прошло несколько месяцев с тех пор, как катушка была извлечена из оригинальной заводской пломбы. Чем старше, нужно учитывать, что относительная влажность помещения, где хранится материал, влияет в большей степени , это должно быть как можно меньше без вреда для здоровья пользователя (Хорошим значением будет более 40 % ).
Срок службы нити
Срок службы качественной нити с момента ее изготовления составляет 2-3 года , пока он находится в оригинальной упаковке и в вакууме. После открытия оригинального пакета время, необходимое для потери механических и цветовых свойств, зависит от типа материала и условий хранения. ПЛА или АБС, хранящиеся указанным выше образом, могут сохранять свои свойства более 1 года, но если это не так, то они сохранят стойкость в десятую часть срока. . При работе с более деликатными материалами, такими как нейлон и ПВА, полная потеря жизни может составить несколько дней. .
Таким образом, это свидетельствует о том, что поддержание нитей при низких значениях влажности (10-13 %) является ключевым фактором, который необходимо всегда учитывать, чтобы избежать проблем до, во время и после 3D-печати.
Для обеспечения максимальной надежности во время печати жизненно важно иметь максимальное количество возможных контролируемых переменных, и влажность является одной из них для обеспечения максимальной надежности в процессе печати.
3D печать
- Виртуальный инвентарь и 3D-печать:необходимость безопасности
- Может ли трехмерная печать из нескольких материалов стать следующим шагом для AM?
- Готова ли строительная промышленность к 3D-печати? (Обновление 2020)
- Скальмаллой:новейший высокопроизводительный материал для 3D-печати на металле
- Постобработка для промышленной 3D-печати:путь к автоматизации
- Три главных требования к будущему 3D-печати
- Лучшие металлические материалы для 3D-печати для аддитивного производства
- Азбука 3D-печати
- Теплопроводящие нити TCPoly для 3D-печати
- Пример использования 3D-печати в производстве