


Постобработка для промышленной 3D-печати:путь к автоматизации

Долгое время постобработка считалась «маленьким грязным секретом» 3D-печати. Поскольку так много внимания уделяется первым двум этапам процесса аддитивного производства - проектированию и производству, - этап постобработки часто оставался незамеченным.
Хотя аддитивное производство часто хвалит за использование цифровых, автоматизированных процессов, особенно в контексте Индустрии 4.0, по иронии судьбы этап постобработки остается в основном ручным. Это имеет ключевые последствия для компании, которая хочет внедрить AM - постобработка - это неизбежный шаг, который, однако, увеличит время и затраты на весь производственный процесс. Для компаний, стремящихся к расширению и масштабированию своей деятельности, это зачастую довольно неприятное узкое место.
При разработке дорожной карты для аддитивного производства Ассоциация аддитивного производства Немецкой инженерной федерации (VDMA) недавно определила постобработку как является этапом, который больше всего нуждается в разработке для серийного производства.
Но в 2018 году все большее внимание уделяется постобработке 3D-отпечатков, и компании все чаще стремятся автоматизировать этот этап. Поскольку отрасль постепенно движется к производству, разработка масштабируемой стадии постобработки будет жизненно важным элементом в этом переходе, который также должен будет развиваться, чтобы обеспечить воспроизводимые, масштабируемые и автоматизированные решения.
В сегодняшней статье мы рассмотрим проблемы и последние разработки, связанные с постобработкой в AM. Но сначала давайте подробнее рассмотрим типичные задачи постобработки, с которыми сталкиваются пользователи AM.
Постобработка для 3D-печати:обзор
Реальность 3D-печати такова, что практически все детали, напечатанные на 3D-принтере, потребуют некоторой постобработки для улучшения механических свойств, точности и эстетики детали. Определение степени и типа постобработки будет в значительной степени зависеть от используемых материалов и технологий, среди других факторов.
Поддержка удаления
Удаление опоры обычно является первым этапом постобработки любой детали, напечатанной на 3D-принтере, которая была произведена с опорами. Их можно удалить вручную или, в случае деталей из FDM, например, поместив деталь в растворитель.
Например, при отделении от рабочей пластины детали FDM сначала потребуют снятия опоры, в то время как детали SLA должны быть сначала очищены от любого излишка полимерного материала, прежде чем опоры можно будет удалить.

Удаление порошка
В технологиях 3D-печати, в которых используются материалы в форме порошка, такие как Binder Jetting и SLS, этап постобработки начинается с удаления неиспользованного порошка. Затем следует либо операция поверхностной обработки (SLS), либо пропитка суперклеем (Binder Jetting).
Металлические детали
В случае 3D-печати металлом этап постобработки значительно усложняется. Сначала необходимо очистить от порошка напечатанные металлические детали - обычно этот процесс выполняется вручную. После удаления порошка части должны быть отрезаны от рабочей пластины с помощью электроэрозионной резки или ленточной пилы.
Кроме того, для металлических деталей процессы снятия напряжений и термообработки необходимы для снижения остаточных напряжений и улучшения механических свойств детали. Затем детали подвергаются механической обработке для удаления опорных конструкций и обеспечения точности размеров.
Проверка
Тестирование и инспекция - еще один важный этап постобработки деталей, напечатанных на 3D-принтере, особенно металлических. В настоящее время проверка аддитивно изготовленных деталей в значительной степени аналогична процессу изготовления кованых и литых деталей и включает визуальные, габаритные, внешние и внутренние испытания.
Однако есть и некоторые отличия, поскольку многие напечатаны на 3D-принтере. детали объединены и переработаны. Чтобы обеспечить неразрушающий контроль, компании все чаще выбирают компьютерную томографию для оценки внутренней геометрии и проверки отсутствия скрытых дефектов внутри деталей.
Детали, напечатанные на 3D-принтере, также могут подвергаться обработке поверхности для улучшения геометрической точности и эстетики. Такие вторичные этапы постобработки включают шлифование, заполнение и покраску пластмассовых деталей, а также механическую обработку металлических деталей - все это обычно выполняется вручную.
Последующая обработка пластмасс
удаление порошка
(шлифовка, полировка, покраска)
Постобработка металлов
Узкое место постобработки
Большинство операций постобработки по-прежнему выполняется вручную, требуя от квалифицированных операторов выполнения ключевых задач. Однако использование ручных методов для управления этапом постобработки может значительно увеличить время выполнения заказа и производственные затраты. Поэтому неудивительно, что постобработка часто рассматривается как ключевое узкое место для компаний, стремящихся расширить свои операции AM.
Узкое место №1:более длительные сроки выполнения
Более длительные сроки выполнения заказов - это аспект, к которому многие компании могут быть не готовы с самого начала. Согласно одной статистике, этап постобработки может увеличить общее время обработки на 17–100%.
Кроме того, поскольку операции постобработки часто выполняются на основе невыполненных заказов, это также может увеличить время выполнения заказа для деталей, напечатанных на 3D-принтере. Детали, поступающие на стадию постобработки, чаще всего оказываются в очереди из-за отсутствия трудовых ресурсов или доступа к оборудованию.
Узкое место №2:дополнительные расходы
Постобработка приведет к дополнительным расходам, от рабочей силы до оборудования для постобработки, которые необходимо будет учесть в общем производственном бюджете.
Сведение к минимуму трудозатрат может значительно снизить затраты на рабочую силу, в то же время давая возможность расширить производство за счет добавления большего количества 3D-принтеров или перераспределения персонала постобработки для других задач.
С Metal 3D печать, расходы, как правило, значительно выше. Будь то снятие детали с рабочей плиты, термообработка или осмотр, затраты могут легко возрасти. Например, использование электроэрозионной обработки для удаления деталей с рабочей пластины, как сообщается, может стоить до 300 долларов за пластину при аутсорсинге, а обработка занимает несколько часов, в зависимости от количества и размера деталей.
Снятие напряжений и термообработка также могут быть очень трудоемкими и дорогостоящими, требуя либо покупки дорогостоящего оборудования для постобработки для внутреннего использования, либо передачи задачи на аутсорсинг, стоимость которой может легко достигать нескольких сотен долларов за деталь. .
Узкое место № 3:нехватка навыков
Чтобы добиться высококачественной постобработки, компаниям нужны, но зачастую не хватает квалифицированных технических специалистов. Эти проблемы усугубляются проблемами безопасности, такими как правильная утилизация отходов, образующихся во время постобработки.
Ключевые изменения
По мере того, как все больше компаний внедряют аддитивное производство для производства, потребность в автоматизации на каждом этапе масштабирования становится все более острой.
В этом контексте несколько компаний уже начали разрабатывать интеллектуальные решения для устранения узких мест на этапе постобработки.
Удаление и очистка порошка
Для процессов плавления в металлическом порошковом слое удаление порошка и очистка металлических деталей является ключевым этапом стадии последующей обработки. Это может быть особенно сложно, когда речь идет о очень сложных или замысловатых деталях, таких как инфузионные сопла или охлаждающие каналы для литьевых форм.
Немецкая компания Solukon разработала систему с автоматическим удалением порошка. С помощью контролируемых вибраций и программируемого вращения осей SFM-AT800S гарантирует, что металлические детали могут быть полностью очищены от любого неспеченного металлического порошка и уже используется Siemens.
Производитель систем Metal AM Digital Metal - еще одна компания, которая нацелена на будущее интеллектуальной постобработки, разработав управляемую компьютером машину для удаления порошка. Наряду с роботом для захвата и размещения, система была разработана для автоматизации ключевых этапов процесса за счет автоматического удаления любого неспеченного порошка и отправки сырых деталей на удаление связующего и спекание.
Для пластиковых деталей DyeMansion предлагает Powershot Система C, оснащенная двумя соплами и вращающейся корзиной для воспроизводимой очистки и удаления порошка с полимерных деталей.
Поддержка удаления
Опорные конструкции долгое время считались неизбежным злом в 3D-печати, добавляя дополнительное время и затраты как на процесс печати, так и на постобработку.
«Сегодня, когда дело доходит до удаления опор с дополнительных деталей, все еще остается тяжелая часть ручного труда», - сказал в недавнем интервью генеральный директор PostProcess Technologies Джефф Мизе.
Технологии постобработки стремится автоматизировать этап снятия опоры для деталей, напечатанных на 3D-принтере, а также предлагает решения для отделки поверхности. Компания уже предоставляет ряд автоматизированных решений для снятия опор без помощи рук для деталей, изготовленных аддитивно по технологиям FDM, SLA, PolyJet и CLIP.
Есть несколько интересных разработок в отношении снятия опоры для металлических деталей. Одним из примеров является американская компания Velo3D . которая разработала 3D-принтер с металлическим порошковым слоем, способный печатать с использованием в пять раз меньшего количества опор по сравнению с другими системами с порошковым покрытием.
Еще одно предложение, которое упрощает удаление поддержки, - это Materialise . . Его программное обеспечение e-Stage for Metal автоматически создает опорные конструкции для металлических компонентов. Изготовленные опоры тонкие и легко снимаются, и, как сообщается, могут сократить время, затрачиваемое на снятие металлической опоры, на 50%.
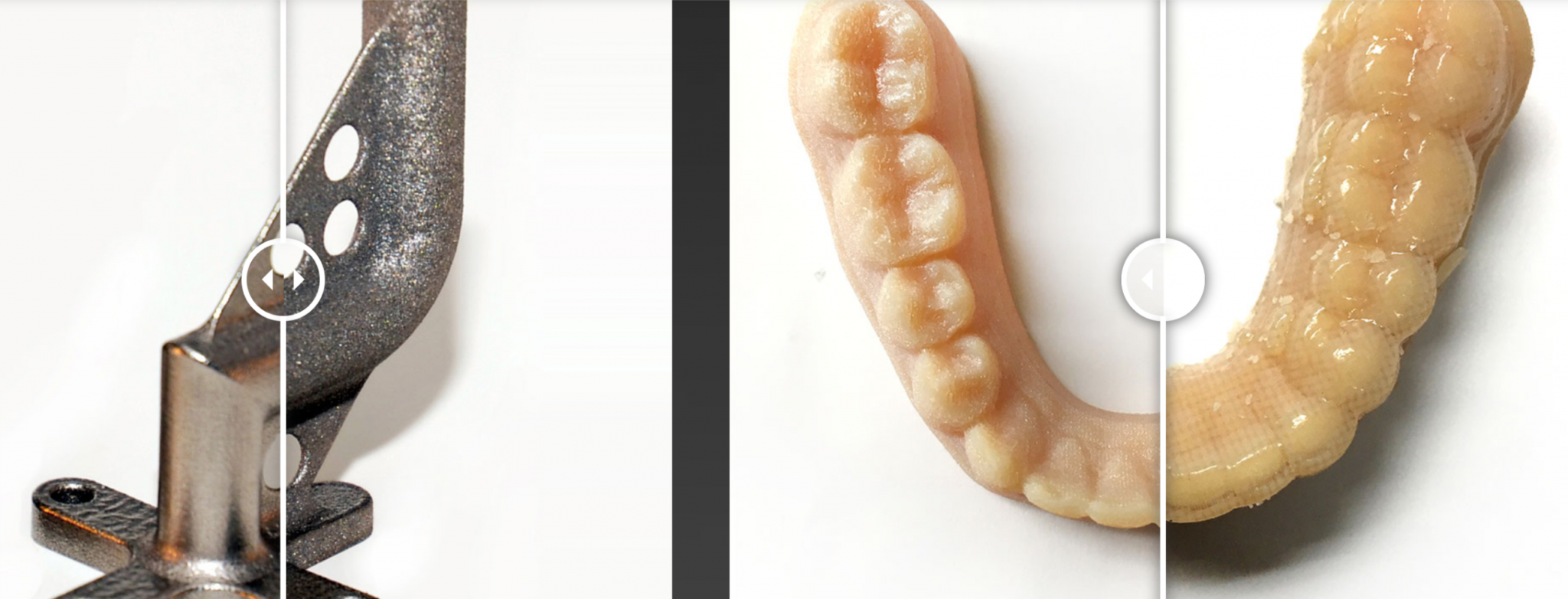
Обработка поверхности
Достижение гладкого законченного вида - важное требование как для прототипов, так и для конечных деталей. Однако выполнение этого шага вручную может быть крайне неэффективным с точки зрения скорости и последовательности. Таким образом, автоматизация финишной обработки поверхностей - еще один важный шаг в преодолении разрыва в цифровой производственной цепочке AM.

Технологии аддитивного производства (AMT) разработала решение для автоматизированной пост-обработки деталей, напечатанных на 3D-принтере, коммерческое использование которого началось в сентябре этого года. Машина PostPro3D компании автоматически сглаживает и обрабатывает детали из эластомера или нейлона, напечатанные на 3D-принтере, созданные с помощью 3D-печати на порошковой или филаментной основе. Интересно, что PostPro3D, как утверждается, удаляет пористость, уплотняет и гладкие детали, не влияя на их механические свойства, что было протестировано HP и Under Armour.
Сочетание аддитивного производства с традиционными технологиями открывает возможности для автоматизированной обработки поверхности металлических деталей. На рынке уже есть гибридные системы, объединяющие технологию DED и фрезерование с ЧПУ для достижения лучшего качества поверхности и более жестких допусков.
Контроль и обеспечение качества
Когда дело доходит до конечных частей, нет места неопределенности. По этой причине проверка сырья и определение механических и химических свойств компонентов, изготовленных аддитивным способом, является неотъемлемой частью процесса AM. Хотя тщательный аудит качества является ключом к обеспечению отсутствия дефектов в деталях, оптимизация процесса проверки качества не менее важна.
Сегодня большая часть проверки деталей, напечатанных на 3D-принтере, по-прежнему должна выполняться вручную с использованием специальных устройств, однако появляются новые решения для оцифровки управления этими операциями.
В AMFG, например, мы предлагаем решения для управления постпроизводством, в том числе решения для планирования постобработки и управления цифровым контролем качества. Первый упрощает постобработку, позволяя пользователям планировать и распределять ресурсы, необходимые для выполнения любых дополнительных требований постобработки. С помощью последнего пользователи могут импортировать документацию по деталям, такую как отчеты, таблицы данных и 3D-изображения, и сравнивать эти характеристики с физическими деталями, напечатанными на 3D-принтере.
Оцифровка процесса обеспечения качества таким образом обеспечивает большую эффективность и отслеживаемость на этапе проверки.
Постобработка:впереди
Несмотря на то, что в этом году произошел ряд важных разработок в решениях для постобработки для 3D-печати, еще многое предстоит сделать, чтобы 3D-печать стала действительно масштабируемой.
В настоящее время отраслевые компании сосредотачиваются на автоматизации как можно большего количества этапов постобработки, чтобы заменить ручные операции программным обеспечением или системами, управляемыми роботами. Между тем, дизайн для аддитивного производства также является ключевым фактором, когда речь идет о снижении потребности в постобработке.
Однако продвижение постобработки в 3D-печати - это не только вопрос разработки новых систем. программные решения и восполнение пробелов в знаниях. Одним из основных препятствий, с которыми в настоящее время сталкивается отрасль, является отсутствие полного набора стандартов, связанных с постобработкой. В то время как работа в этой области ведется - например, ASTM выпустила стандарт для термической постобработки металлических деталей AM - их разработка может занять некоторое время.
Однако, несмотря на эти проблемы, путь впереди кажется ярким; Постоянные улучшения в постобработке, которые мы наблюдаем сегодня, помогут обеспечить производительность, согласованность и производительность, которые необходимы отрасли.
3D печать
- Станет ли когда-нибудь этап постобработки устаревшим?
- Промышленная 3D-печать:6 тенденций, которых следует остерегаться в 2018 году
- Эмираты внедряют технологию 3D-печати для деталей самолетов
- Может ли трехмерная печать из нескольких материалов стать следующим шагом для AM?
- Путь к промышленной безопасности Интернета вещей
- Печать предохранителя 1 с предохранителем 1
- The Economist:промышленная 3D-печать набирает обороты
- Каковы преимущества горизонтально-расточного станка для промышленных деталей?
- 10 вариантов водостойкости для ваших 3D-печатных деталей:материалы и постобработка
- Мощь ИИ в промышленной автоматизации