


Встраивание гаек в детали, напечатанные на 3D-принтере, для определения прочности скрытых креплений
Большинство пластиков для 3D-печати не подходят для 3D-печати нитей или даже для нарезания резьбы в отверстиях меньшего размера из-за ограничений материала деталей. Многие печатные пластмассы имеют низкий предел текучести материала по сравнению с металлами, в которых вы обычно находите резьбу, а небольшой размер элемента большинства нитей означает, что у многих принтеров будут проблемы с прямой их печатью. В результате нити, напечатанные на 3D-принтере или нарезанные резьбы, обычно довольно быстро изнашиваются, и даже с армированием волокнами Mark Two и X7 волокна не будут влиять на прочность нити из-за своего размера. Металлическая резьба намного точнее и надежнее зацепляется, чем пластиковая резьба.
США. Пример использования армии
Прочтите нашу новейшую историю успеха клиентов о крупной тренировочной базе для армии США.
Ранее мы рассказывали, как обойти это, добавив немного металла к вашим 3D-печатным пластикам с помощью термофиксированных резьбовых вставок. Вставка плавит и оплавляет пластик вокруг детали, делая ее прочнее и надежнее. Однако это не всегда может быть хорошим вариантом - хотя вставки работают, у них есть несколько конструктивных ограничений. Вставка должна находиться на лицевой стороне детали, и ее прочность на вырыв не может быть дополнительно усилена сверх свойств материала пластика, окружающего вставку.

Однако для этого есть обходные пути в виде наложения. У этого метода несколько названий:надпечатка, совместная обработка и встроенная печать - это лишь некоторые из них. Этот метод похож на литье под давлением при литье под давлением, при котором детали помещаются в форму, а пластик или резина заливаются вокруг них. Одним из примеров может быть то, как изготавливаются колеса скутера - резиновые шины фактически отливают вокруг металлических ступиц.

Обзор
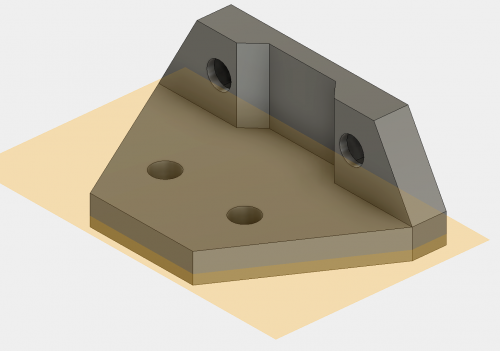
Мы можем воспользоваться этой техникой и в 3D-печати - встраивая внешние компоненты в отпечаток во время паузы. Этот процесс позволяет создавать аккуратные сборки, которые невозможно изготовить. Встраивая гайки в детали, напечатанные на 3D-принтере, мы можем добавить больше материала между болтом и гайкой, чем было бы возможно с помощью вставки, которая скрывает гайку и увеличивает силу отрыва. Мы даже можем усилить слои, соединяющие гайку с волокном, чтобы обеспечить прочные скрытые болтовые соединения в ваших промышленных 3D-печатных деталях. Базовый процесс проектирования для этого - проектирование полости размером с встроенную гайку, которую вы хотите добавить в 3D-печатную деталь, приостановку печати непосредственно перед печатью верхнего слоя полости, добавление вашего компонента и разрешение печати продолжить.
Рекомендации по дизайну:
- Допуски: При встраивании компонентов в детали, напечатанные на 3D-принтере, главное помнить о допусках вашего принтера. На Mark Two, если оставить со всех сторон зазор 0,05–0,08 мм, вы получите довольно удобную посадку для вашей части. На всякий случай он должен соответствовать измеренным размерам вашей детали. Заявленные производителем размеры всегда имеют свои допуски! Слишком открытая полость не войдет в контакт с внешней стороной гайки, поэтому вы не сможете ввинтить в нее болт. Полость слишком мала, ну вы не сможете в нее вставить гайку.
- Верхняя поверхность: Верхняя поверхность детали, которую вы вставляете, также очень важна. Если верхняя часть встраиваемой детали имеет плоскую поверхность, вы, вероятно, захотите спроектировать свою деталь так, чтобы принтер печатал прямо поверх нее, и в этом случае вы можете нанести немного клея сверху. с вашей стороны. Если верхняя часть детали не плоская, вам необходимо создать полость, которая не касается верхней части детали при печати. В любом случае верхняя поверхность встраиваемой детали ДОЛЖНА находиться под печатающей головкой, как только она будет помещена в деталь, напечатанную на 3D-принтере, иначе печатающая головка будет грустной и может наехать на нее. Одна из самых важных вещей, которые следует помнить при разработке вашей детали, - это то, с какой грани она будет напечатана и где будет пауза.
- Вспомогательные материалы: В идеале вы не должны использовать опоры при встраивании деталей, потому что они будут мешать. Однако, если у вас есть другие особенности детали, вам нужно будет снять их во время паузы, прежде чем вставлять гайку, и убедиться, что никакие опоры не будут печатать поверх тонкого воздуха или поверх гайки после ее установки. был встроен.
- Выбор типа гайки: Когда дело доходит до встраивания гаек в ваши конструкции, квадратные гайки на самом деле гораздо больше подходят для этого применения, потому что они с меньшей вероятностью повредят внутренние поверхности полости, если вы их слишком сильно затянете. Однако шестигранные гайки гораздо более распространены и хорошо известны, поэтому в этом руководстве я в основном буду использовать шестигранные гайки, потому что, вероятно, это то, с чем вы знакомы. Если вы действительно хотите вникнуть в это, квадратные орехи будут хорошей инвестицией.
Вставка гаек в плоскость XY
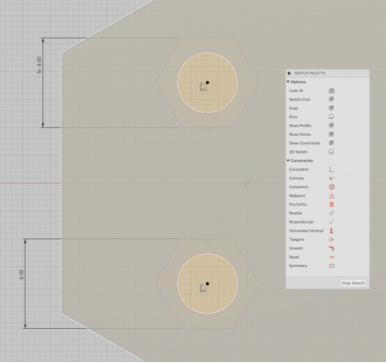
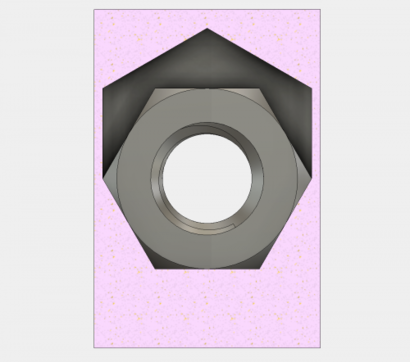
1. Проектирование полости: Сделать полость для гайки довольно просто. После того, как вы спроектировали отверстие для болта, измерьте размеры гайки, которую вы встраиваете, и выполните САПР в полости, используя отверстие для болта в качестве центральной точки. Обычно я создаю вспомогательную плоскость на любом слое, на котором полость будет начинаться или заканчиваться, и создаю на ней эскиз.
Затем измерьте гайку, которую вы собираетесь врезать, и нарисуйте полость. В данном случае я использую шестигранную гайку M5 шириной 7,85 мм и высотой 3,85 мм. Я измерил это напрямую с помощью суппорта, а не с помощью спецификации, в которой указано, что он составляет 8 мм x 4 мм. Вместо того, чтобы напрямую вводить размеры гайки, учитывайте допуски - около 0,05 мм с каждой стороны (поэтому добавьте 2 x 0,05, чтобы получить 0,1 для полного допуска диаметра) дает довольно близкую посадку. Это дало бы мне ширину 7,95 мм и высоту 3,95 мм, но я хочу перестраховаться, поэтому я собираюсь дать себе немного больше места для маневра и в любом случае округлю до 8 мм ширины и 4 мм высоты. P>
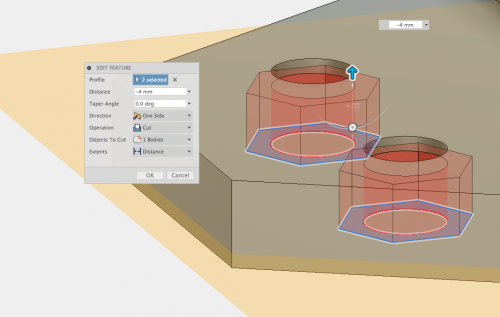
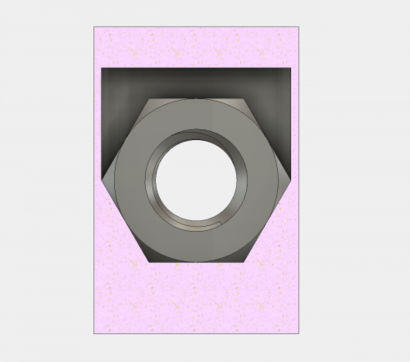
После этого вытяните эскиз вверх на рассчитанную высоту, и теперь полость готова. Вы не хотите скруглять или скашивать какие-либо кромки внутри полости, потому что это повлияет на посадку детали и на то, куда идет печатающее сопло - например, если вы скруглите потолочный край полости, когда наступит пауза , вы не сможете вставить гайку в полость!
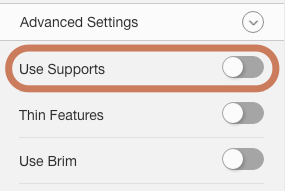
2. Добавление паузы: В Эйгере вы можете добавить паузу после данного слоя. Во-первых, убедитесь, что вы отключили опоры (если они вам действительно не нужны). Вы можете сделать это в «Расширенных настройках».
Затем найдите, где в разрезанном файле начинается потолок полости, и прокрутите до слоя ПЕРЕД этим. Там вы можете нажать «пауза после слоя», чтобы добавить паузу.
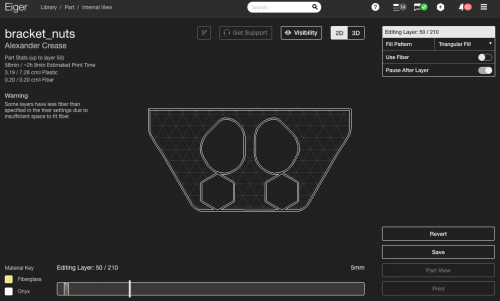
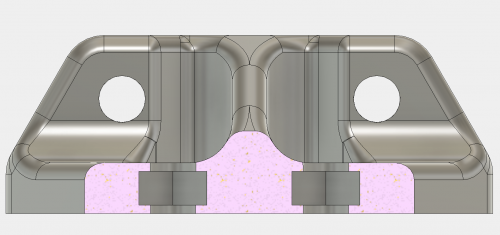
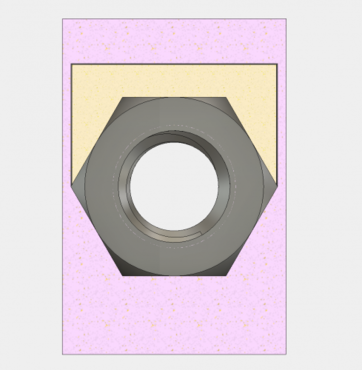
3. Добавление волокна: Чтобы увеличить усилие отрыва ореха, вы можете добавить в его часть клетчатку. Вы можете добавить его на слои выше или ниже вашей детали. Это действительно зависит от направления вашего болта и от того, как он будет нагружать гайку. Для получения дополнительной информации об эффективной прокладке волокна ознакомьтесь с этой серией публикаций. На изображении ниже я добавил волокна по обе стороны от углублений для гаек, чтобы усилить кронштейн. Волокно также может быть добавлено к слоям, составляющим стороны гайки, для усиления стенок полости. Более прочные стенки означают более надежную гайку, которая с меньшей вероятностью откручивается.
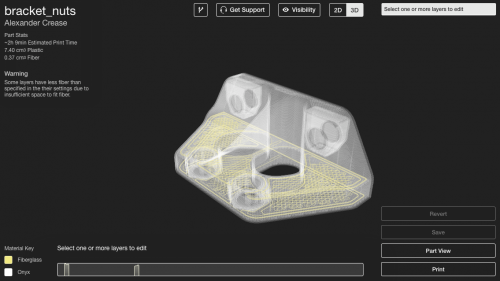
4. Печать детали: Пришло время печатать. К счастью, вы можете определить, когда принтер остановится, посмотрев на детали слоя в Eiger, так что вам не нужно ждать. Как только наступит пауза, просто вставьте свой компонент и возобновите печать. Если вас беспокоит, что нейлон или оникс не прилипает к верхней части встроенного компонента, просто добавьте немного клея для рабочей пластины, который мы предоставляем, на верхнюю поверхность, прежде чем возобновить печать (однако будьте осторожны, чтобы не допустить попадания клея на печать. сам по себе - это может вызвать расслоение слоя). Если у вас есть орехи, до которых трудно достать спереди принтера, не беспокойтесь! К счастью, кинематические муфты в нижней части рабочей пластины защелкиваются с точностью до 10 микрон, так что вы можете просто снять рабочую пластину и вставить ее на место после того, как встроите все свои компоненты.


5. Работа с вспомогательными материалами и более сложной геометрией (при необходимости): Если вам нужно использовать поддерживающий материал из-за других особенностей вашей детали, то, когда печать приостановлена, вы можете вытащить ее с помощью плоскогубцев. Однако это действительно работает, только если у вашей камеры плоский потолок. Если вы встраиваете детали с более сложными верхними поверхностями, возможно, вы не сможете использовать поддерживающий материал. Вам нужно будет либо полагаться на арочные или угловые выступы, чтобы внутренняя полость оставалась чистой, либо напечатать второстепенную деталь для вставки с плоской верхней поверхностью, чтобы упростить удаление опорного материала. Этот процесс объясняется ниже.
Печать второстепенных деталей для врезки гаек на другие плоскости
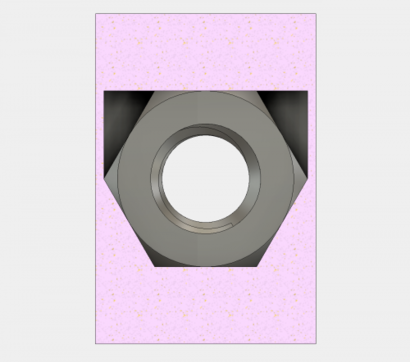
Добавление закладных гаек на других плоскостях возможно, но требуется немного больше внимания при проектировании, чтобы упростить снятие опоры и чтобы гайки оставались ограниченными внутри детали. Для этого необходимо спроектировать второстепенный компонент. В качестве примера я хотел бы вставить шестигранную гайку в эту деталь так, чтобы ее ось была параллельна рабочей пластине, как показано на поперечном сечении ниже. Квадратная гайка была бы простым решением этой проблемы, потому что она обеспечивает плоскую поверхность для печати, но я прохожу через нее для примера. Если я оставлю эту полость как есть, нить не сможет очень хорошо перекрыть зазор, и весь поддерживающий материал в этой области необходимо будет удалить.
Я мог бы включить угловой выступ в полость, но это все равно означает, что я не могу использовать опорный материал, так как он будет плохо заполняться над гайкой, и это означает, что гайка сможет скользить внутри полости, что значительно затруднит ее перемещение. закрепите при продевании через него болта.
Вместо этого я могу добавить для печати второстепенную деталь - функцию, которая закрепит гайку и предоставит принтеру плоскую верхнюю поверхность для печати. Для этого делаю полость под орех с плоской вершиной:
А затем создайте небольшой кусок, который заполняет оставшееся пространство в этой полости, оставляя небольшой допуск сверху и по бокам на всякий случай.
Это может быть напечатано вместе с основным компонентом, так что, когда печать приостанавливается, я могу добавить гайку и дополнительный компонент во время паузы, а затем печать может продолжаться поверх плоской вершины вторичной печатной части, как в этом угловая квадратная гайка внизу:
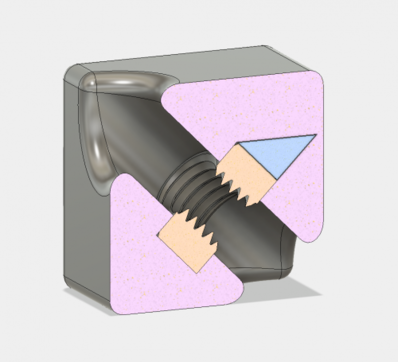
Используя тот же метод, вы можете врезать гайки под другим углом, но вам нужно убедиться, что у вас есть место, чтобы вставить гайку. На изображении поперечного сечения ниже небольшая треугольная деталь фиксирует квадратную гайку под углом. в печатной части:
Этот метод может позволить вам закрепить гайки под любым углом на любой плоскости в деталях, напечатанных на 3D-принтере, и он не ограничивается одними только гайками - выясните, как встраивание гаек и других компонентов наиболее полезно для вас, и не забудьте поделитесь им с нами в Twitter, Facebook или Instagram!
3D печать
- Шесть скрытых преимуществ изучения аддитивного производства
- Металлическое покрытие для деталей, напечатанных на 3D-принтере - практическое руководство
- Обработка 3D-печатных деталей ... мелками?
- Формование из углеродного волокна и 3D-печатные детали для конечного использования для гоночных автомобилей …
- Экстремальные дроны с 3D-печатью
- Точность размеров деталей, напечатанных на 3D-принтере
- 10 вариантов водостойкости для ваших 3D-печатных деталей:материалы и постобработка
- Как получить более прочные 3D-печатные детали
- Метод проверки деталей, напечатанных на 3D-принтере (часть 3)
- Полировка металлических деталей для медицинских устройств, напечатанных на 3D-принтере