


MMF # 1:3D-печатные живые петли с Беннеттом
Обновление: Если вы хотите узнать больше о проектировании изгибных элементов и живых шарниров, посмотрите запись вебинара о проектировании изгибаемых элементов и живых шарниров!
Исходное сообщение: MarkForged Механические характеристики [MMF] - это серия сообщений в блоге, в которых подробно описываются передовые методы проектирования общих традиционных инженерных деталей и механических элементов для 3D-печати с композитным армированием с помощью принтеров MarkForged
Добро пожаловать в первое издание Markforged Mechanical Features! Мы регулярно получаем вопросы от клиентов с просьбой помочь интегрировать механические особенности, которые они привыкли проектировать, в детали, напечатанные на 3D-принтере, чтобы воспользоваться преимуществами функциональной прочности материалов Markforged. Чтобы способствовать распространению этих знаний, мы собираемся регулярно публиковать статьи по конкретным инженерным функциям и предлагать вам советы и рекомендации о том, как максимально эффективно использовать ваш принтер MarkForged.
Сегодня мы поговорим о живых петлях . . На самом фундаментальном уровне живой шарнир - это тонкая, цельная, механическая деталь детали, обычно сделанная из пластика, которая обеспечивает шарнирную функциональность (вращение вокруг одной оси) в результате деформации пластика при изгибе. Если это немного технически, вы, вероятно, видели живые петли в самых разных потребительских товарах - от крышек контейнеров для зубной нити до бутылочек с шампунем. Они повсеместно используются в литьевой упаковке для потребительских товаров благодаря своей превосходной прочности и производительности, с минимальными этапами последующей обработки или сборки - а с MarkForged вы можете встроить их в свои проекты с помощью промышленной 3D-печати.
Технические условия - если вы уже являетесь профессионалом в области живых петель, можете пропустить этот раздел
Начнем с базовой терминологии. Ниже представлена помеченная схема примера подвижной части петли, которую мы обсудим через секунду.
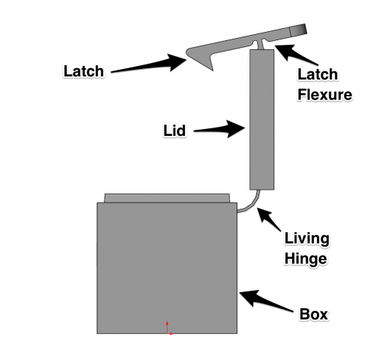
Следует отметить подвижную петлю и изгиб защелки. Оба являются гибкими функциями, которые позволяют ограниченное вращение вдоль одной оси. Хотя с технической точки зрения они оба представляют собой живые петли, они выполняют две разные функции, и их разная геометрия отражает это.
Чтобы продемонстрировать живые петли, напечатанные на 3D-принтере, я заручился поддержкой одного из моих коллег-инженеров-механиков из Markforged. Беннетт является старшим инженером-механиком и ранее в течение трех лет занимался проектированием электромеханических систем и литьем под давлением корпусов в крупной компании по производству медицинской робототехники. Он один из наших гуру 3D-моделирования, обычный ниндзя Solidworks, и глубоко заинтересован в привнесении хардкорного механического дизайна в мир 3D-печати. Он также недавно конструировал кучу живых петель для офиса.
Беннетт: Я начал печатать подвижные петли, потому что мой брат (который работает инженером-механиком из Bay Area) попросил меня напечатать некоторые образцы деталей, которые он разработал для Mark Two. Он работает в сфере бытовой электроники, где защелки и петли являются основной частью дизайна оборудования. Обычно прототипы этих деталей создаются с использованием процесса трехмерной печати (SLA) на основе стереолитографии, который хорошо работает в качестве начальной формы и проверки соответствия. Однако из-за хрупкости материалов, используемых при печати SLA, вы эффективно создаете детали одноразового использования, поскольку шарнир обычно ломается после одного цикла. SLA позволяет визуализировать, как деталь будет выглядеть в нескольких конфигурациях, но не позволяет функционально моделировать деталь конечного использования. Альтернативой прототипу SLA является установка испытательной пресс-формы для литья под давлением. Это дорогостоящий и, что более важно, длительный процесс, который плохо подходит для быстрой итерации дизайна. Моему брату было любопытно узнать, будет ли принтер MarkForged лучшим вариантом, и он отправил мне файлы STL с некоторыми примерами деталей для печати. Я занялся их установкой в Эйгере и в тот же день начал печатать на Mark Two у себя дома.
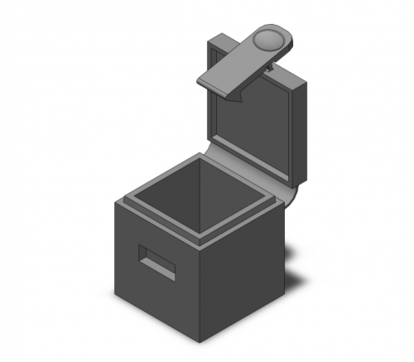
Работа с живыми петлями на деталях моего брата привела к тому, что я начал экспериментировать с различными конструктивными параметрами для 3D-печатных живых петель на Mark Two. В рамке ниже представлен простой пример, который я создал, в который вошли некоторые рекомендации по дизайну, которые я разработал при работе с файлами 3D-модели моего брата.
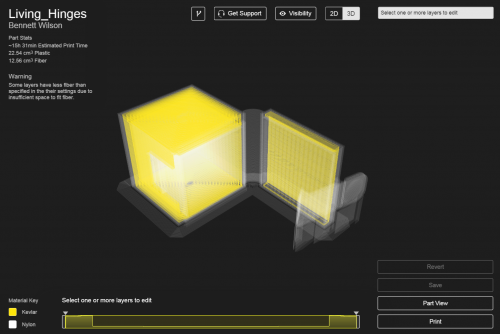
Ник: Одна из самых важных частей печати живых петель - это правильная ориентация детали в Эйгере. Живые петли, как правило, могут быть изготовлены либо из нейлона (для более гибкой петли), либо из нейлона, армированного кевларом (для более жесткой, но более несущей петли), но в любом случае на них должна быть нанесена печать с нормальной осью петли. боковой профиль петли направлен в направлении оси Z. Другой способ описать эту ориентацию - полный боковой профиль петли, как показано ниже, должен лежать в горизонтальной плоскости XY.
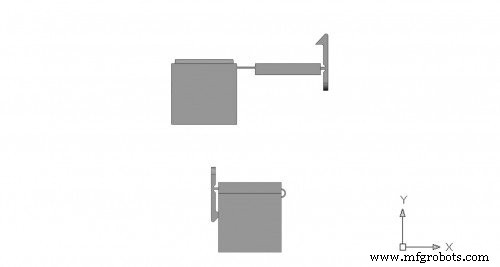
Причина этого двоякая и сильно влияет на прочность шарнира:во-первых, волокно можно укладывать только в плоскости XY, поэтому для укладки кевлара по длине шарнира его необходимо ориентировать как таковое. Во-вторых, прочность на разрыв слоя нейлона в том виде, в котором она напечатана, намного больше, чем прочность сцепления между слоями нейлона. Обе эти реальности приводят к необходимости распечатать живой шарнир в ориентации, показанной на следующем скриншоте из Эйгера.
Распространенная проблема, с которой наши новые пользователи часто сталкиваются, когда начинают проектировать для 3D-печати, - это понимание анизотропии деталей, напечатанных на 3D-принтере.
Технические условия
Анизотропный материал - материал с зависимыми от направления свойствами материала, часто механическими, вдоль различных осей сечения материала - например, многие породы древесины легко раскалываются по линиям волокон, но их трудно сломать или разрезать поперек волокон, что является отличный пример анизотропии. Напротив, изотропный материал, такой как многие металлы, имеет гораздо более однородные свойства независимо от ориентации. / Технические термины
Беннетт: Как упомянул Ник выше, с технологией FFF вы получите максимальную силу в плоскости XY, поэтому вы должны воспользоваться этим. Кроме того, одна из моих любимых вещей в дизайне из нейлона - это то, насколько он устойчив к усталости. Когда вы объединяете эти два фактора, получается, что оптимальная ориентация живой петли будет иметь поперечное сечение петли в горизонтальной плоскости XY. По мере того, как вы утолщаете петлю, вы увеличиваете ее жесткость. В этой части есть петля крышки, которая требует полного поворота на 180 градусов, и петля защелки, которая имеет гораздо меньшие требования к угловому перемещению, но должна удерживать крышку закрытой при ее закрытии с защелкиванием. Исходя из этих требований, я сделал петлю крышки как можно тоньше, увеличив толщину петли защелки для жесткости и для того, чтобы ящик оставался заблокированным до тех пор, пока пользователь не откроет его намеренно. Я смоделировал крышку в нейтральном положении (открыта на 90 градусов), а петли защелки были слегка прикрыты, чтобы она встала на место. Гибкие детали, напечатанные на 3D-принтере, как и их литые под давлением аналоги, имеют тенденцию возвращаться в исходное состояние, если они не подвергаются значительной пластической деформации, поэтому вы должны помнить об этом при разработке желаемого нейтрального положения ваших деталей.> 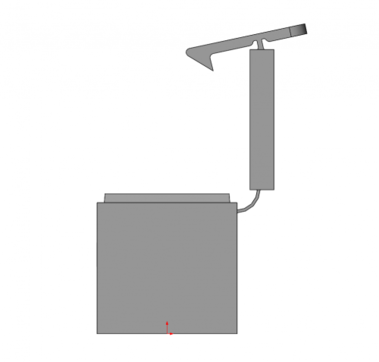
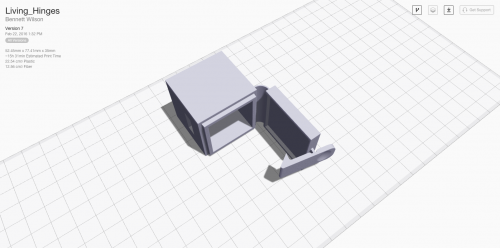
Затем нужно было переместить кое-что в Эйгер. Я повернул деталь, чтобы убедиться, что мои петли напечатаны в желаемой ориентации, и включил волокно. Я использовал концентрическую заливку, предназначенную для полного заполнения части волокном, и применил настройки ко всей части. Эйгер предупредил меня о том, что у меня недостаточно места для размещения волокна, но это было ожидаемо, поскольку я спроектировал петли так, чтобы их толщина была меньше минимально необходимой толщины для армирования волокном. Однако с Mark Two я смог без проблем разместить волокно по всей основе детали, а также по крышке - то, что я никогда не смог бы сделать с Mark One из-за небольшого размера этой детали. . Я также включил настройку полей для этой части, чтобы убедиться, что мои высокие тонкие секции будут полностью поддерживаться во время их ранних слоев.
Технические детали
- Толщина петли крышки:0,7 мм для максимальной гибкости.
- Толщина петли защелки:1,2 мм, для большей жесткости и предотвращения непреднамеренного открывания.
- Детали смоделированы в открытом и закрытом положениях для подтверждения правильности радиуса изгиба до выбора окончательной конфигурации печати.
Хотите напечатать свой собственный? Файлы Bennett's Solidworks:файл Living_Hinges CAD SW
Готово для Eiger:Living_Hinges STL
3D печать
- Преимущества живых петель
- Что такое живая петля?
- Обработка 3D-печатных деталей ... мелками?
- Литье под давлением с использованием 3D-печатных форм:загрузите наше новое техническое исследование
- Измените назначение безопасных лекарств с помощью BIOVIA Living Map
- Автобусные остановки в Торонто покрыты распечатанными на 3D-принтере птицами оригами
- Divide By Zero представляет 3D-печатные карты своими руками с помощью Google Maps
- Лучший контроль качества с 3D-печатными деталями
- Закрепите себя функциональными деталями, напечатанными на 3D-принтере!
- Как спроектировать живые шарниры с помощью 3D-печати