


Проектирование для печати, часть 2:почему детали, напечатанные на 3D-принтере, деформируются и как это остановить
Designing for 3D Printing (DF3DP) - это серия блогов, посвященная советам и рекомендациям по 3D-печати, которым нужно следовать при использовании любого 3D-принтера, которые помогут вам сократить расходы, время печати и материалы, а также покажут, как получить детали. так, как вы хотите, чтобы они сначала попробовали.
Если вы когда-либо использовали 3D-принтер FFF, вы, вероятно, сталкивались с деформацией деталей больших, длинных или необычной формы. Обычно это означает, что вам либо нужно выполнить некоторую постобработку, чтобы снова сделать их плоскими, либо вам придется просто смириться с неровной нижней поверхностью, которая, как вы, вероятно, предполагала, будет печатать плоской.
Деформация деталей, напечатанных на 3D-принтере, - сложная проблема; Просто потому, что 3D-принтер надежен, не означает, что у него не будет этой проблемы. Детали, напечатанные на 3D-принтере, деформируются из-за термической деформации. Когда пластик нагревается, он расширяется. Когда они остывают, они дают усадку. Поскольку в 3D-печати FFF почти всегда используются термопласты, это происходит практически с каждым 3D-принтером FFF. На стороне принтера есть две вещи, которые устраняют деформацию:нагретая рабочая пластина или нагретый корпус. Эти два раствора поддерживают температуру детали, поэтому она не охлаждается, поэтому не деформируется. Простой! Другие 3D-принтеры будут иметь корпус, удерживающий тепло, и / или клей для нанесения на рабочую пластину (например, наш), что обычно помогает уменьшить коробление. Кроме того, если деталь остынет до комнатной температуры перед ее снятием, это уменьшит деформацию, поскольку деталь остывает, все еще прилипая к рабочей пластине.
Но на самом деле речь идет не столько о системе, сколько о конструкции детали. Представление о том, что «3D-принтеры могут печатать что угодно», неверно (подробнее об этом в следующем сообщении в блоге!), Потому что 3D-принтеры часто имеют столько же ограничений и рекомендаций по проектированию, как и другие методы производства. Например, наименьший размер элемента, который может создать 3D-принтер FFF, зависит от диаметра сопла и точности портала. В любом случае, многие детали деформируются просто из-за материальных ограничений 3D-принтеров FFF в сочетании с конструкцией деталей, не оптимизированной для 3D-печати.
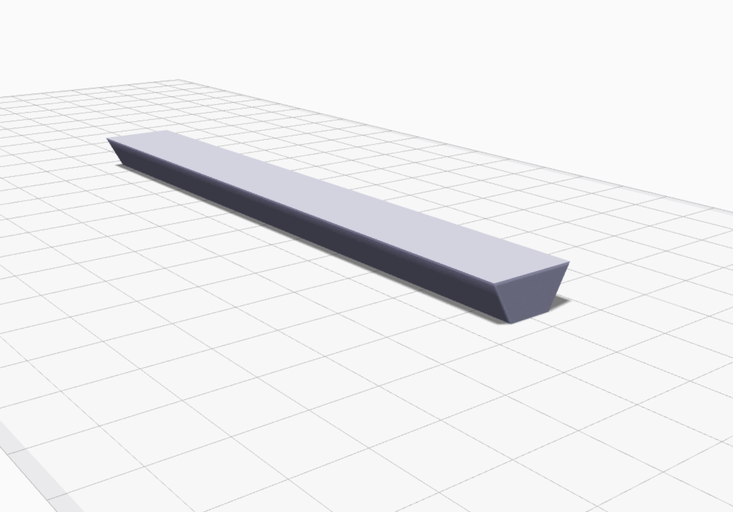
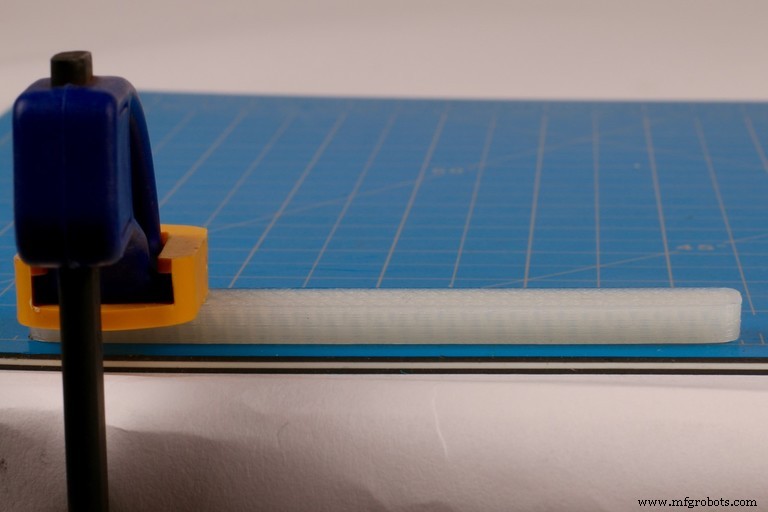
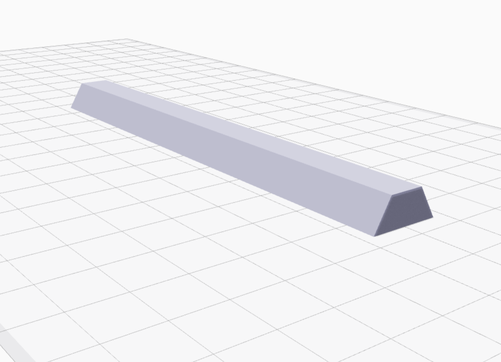
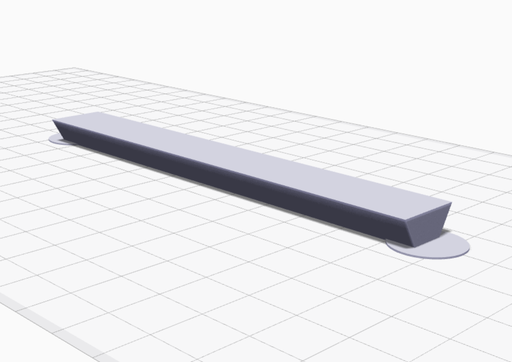
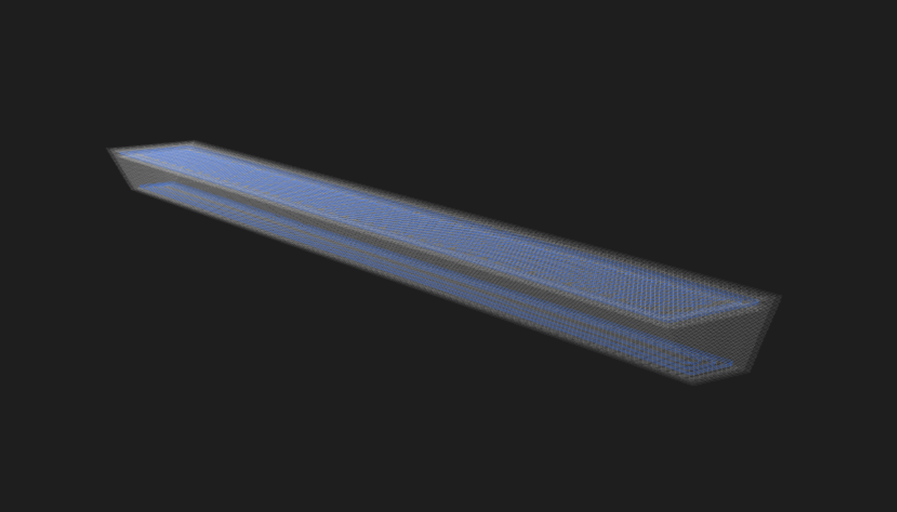
Я разработал простую треугольную призму, усеченную с одного края, которая довольно склонна к деформации (по причинам, о которых вы скоро узнаете). Вот 3D-модель в Эйгере:
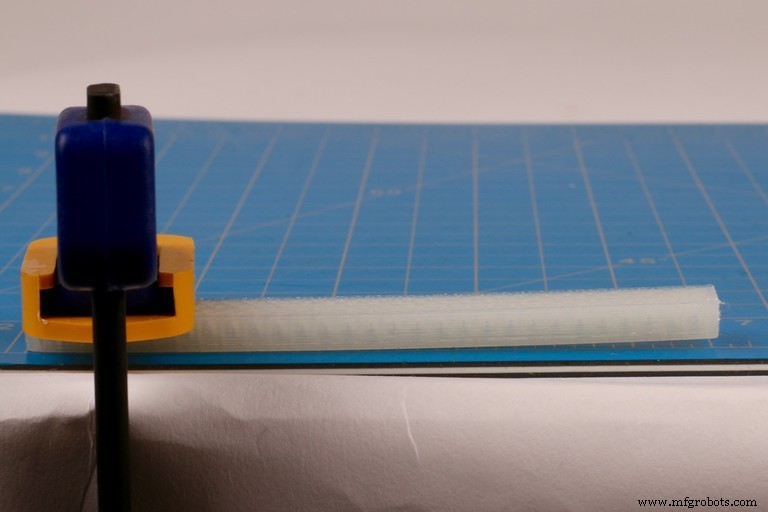
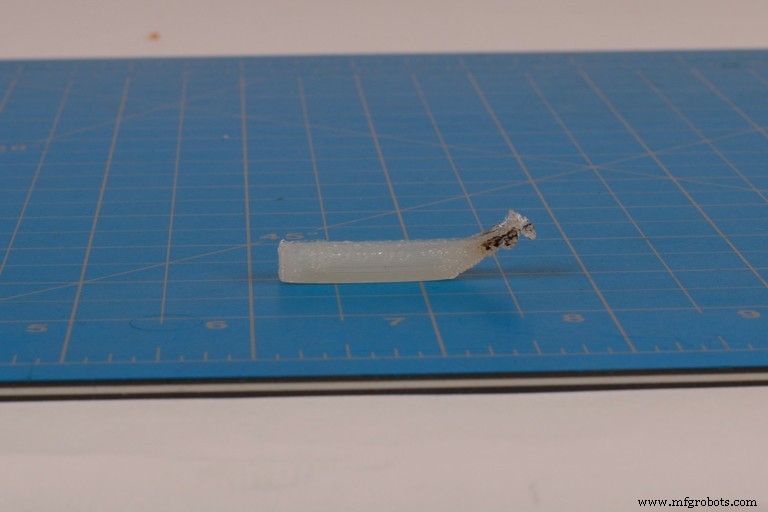
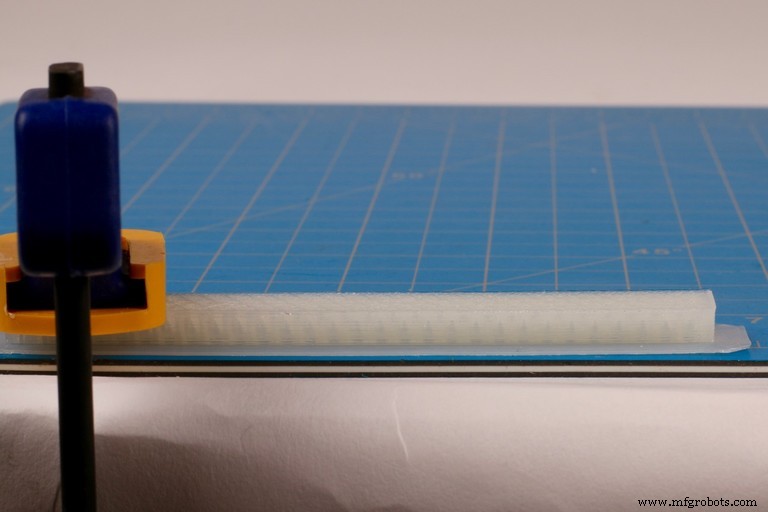
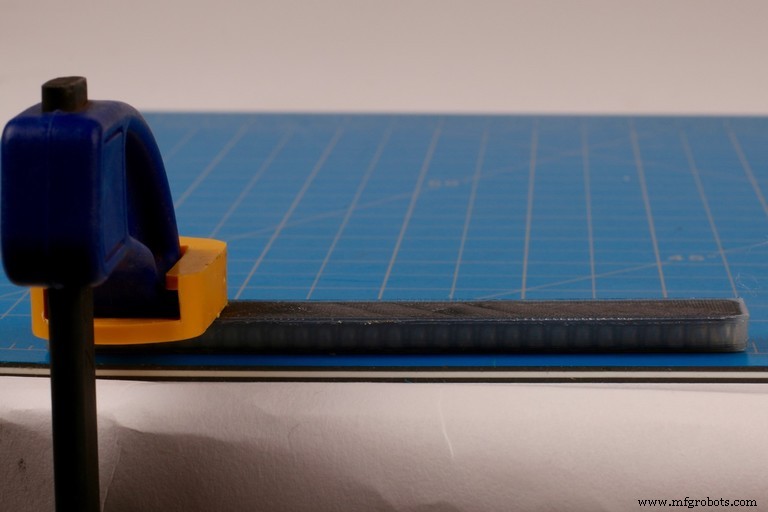
А вот снимок деформации детали после того, как она оторвалась от рабочей пластины. Чтобы продемонстрировать деформацию, я зажал деталь с одной стороны стола и наблюдал отклонение с другой стороны:
Эти пять советов служат руководством по проектированию 3D-печати, чтобы вы могли уменьшить деформацию деталей, напечатанных на 3D-принтере, в процессе проектирования. Надеюсь, они помогут!
1. Скругленные края и дизайн с круглыми, естественными формами в памяти.
Когда детали, напечатанные на 3D-принтере, деформируются, это происходит из-за теплового момента, возникающего по краю детали. Этот тепловой момент возникает из-за того, что когда принтеры FFF укладывают нить, они нагревают пластик до полужидкости, а затем охлаждают его после экструзии. Когда большинство материалов остынет, они хотят дать усадку. В случае 3D-принтеров FFF это означает, что каждая «линия» материала будет сокращаться в длину. Обычно этого недостаточно, чтобы нарушить сцепление с рабочей пластиной, но эта сила нарастает по мере добавления дополнительных слоев, вызывая деформацию детали. Это особенно характерно для длинных и тонких деталей, таких как тестовый образец, который я использую в этой публикации, из-за их продольного сжатия.
Когда к сегменту линии, который необходимо сжать, добавляется больше углов, углы будут отслаиваться из-за накопления напряжения в этом месте, как показано на схеме ниже:
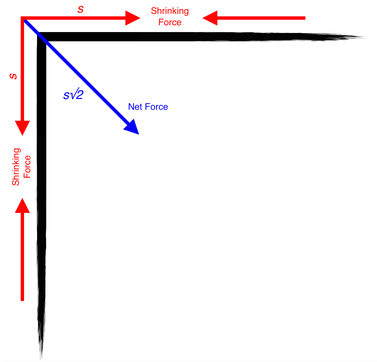
Острые углы создают концентрацию напряжений, поэтому углы являются наиболее распространенной геометрией, вызывающей деформацию. Добавление скругления к этим углам снижает концентрацию напряжений, поскольку острый угол закругляется, и напряжение распределяется. Как правило, создание более круглых поперечных сечений при контакте с рабочей пластиной снижает деформацию - когда инженеры проектируют детали, они обычно имеют прямоугольную форму; это обычно то, что легче всего обрабатывать. Но проектирование с самого начала с более круглыми, естественными формами и поверхностями уменьшит деформацию, поскольку распределяет накопившееся напряжение. Ниже я отредактировал тестовый образец, добавив скругления к углам.
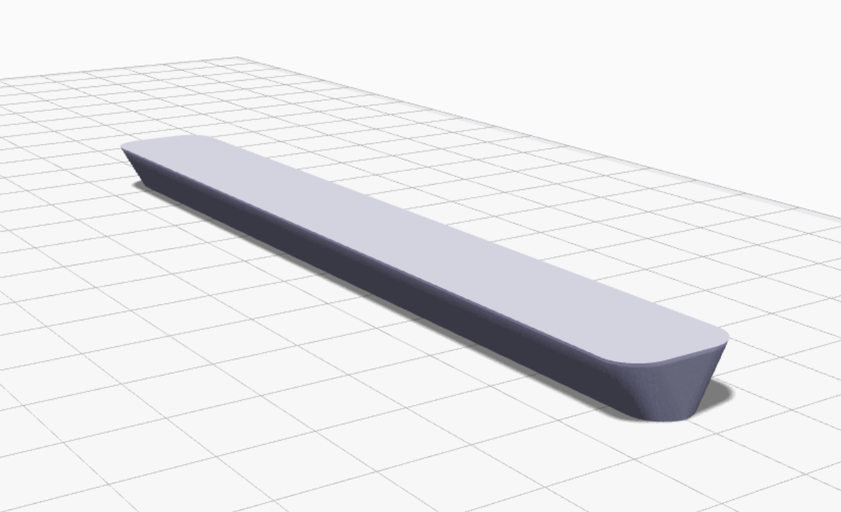
Даже после этого простого изменения скругления на краях значительно уменьшили коробление.
Еще один совет по поводу скруглений - добавление скругления к нижнему краю детали позволит вам легче удалить его с рабочей пластины - это дает хороший выступ, под которым скребок может попасть!
2. Распечатайте детали с самой большой гранью внизу.
Когда слои накладываются друг на друга, эти силы умножаются. Если слой над тем, который только что был уложен, немного больше, значит, добавлен дополнительный материал, который хочет сжиматься, поэтому сила увеличивается еще больше. Это означает, что худшие формы для 3D-печати - это формы с большим поперечным сечением при подъеме вверх и формы с острыми углами после длинных прямых сегментов, как в нашем тесте на деформацию!
Однако детали не всегда деформируются только на нижнем слое - деформация может возникать везде, где существуют эти геометрические условия. Часто длинные выдавленные выступы в конечном итоге скручиваются вверх по тем же причинам, даже если они поддерживаются, как показано на этом тонком угловом выступе ниже:
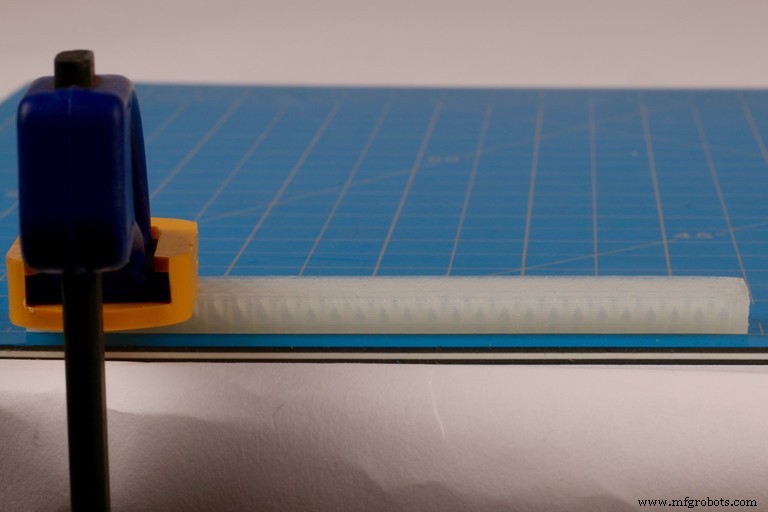
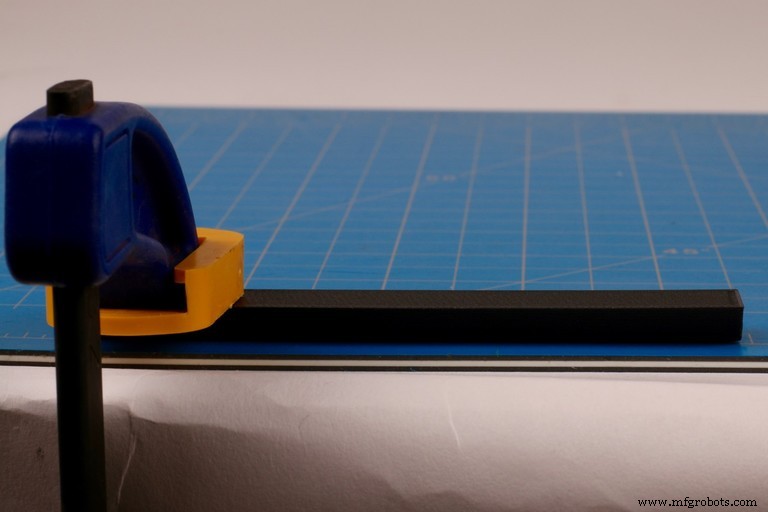
Поэтому при 3D-печати деталей важно попытаться получить самую большую грань внизу, потому что детали имеют тенденцию деформироваться по мере увеличения поперечного сечения поверх сложенных слоев. Кроме того, чем большая площадь поверхности соприкасается с рабочей пластиной, тем лучше, потому что большая площадь поверхности будет лучше удерживаться. Я распечатал усеченную призму в перевернутом виде в ориентации, показанной ниже:
И, как и следовало ожидать, деформации нет:
Хотя это простой пример, и с такой деталью может быть ясно, что она должна быть напечатана самой большой лицевой стороной вниз, в некоторых сценариях это не так очевидно, поэтому не забывайте учитывать ориентацию сборки при проектировании детали.
3. Добавить поля
Кромка может быть добавлена к деталям с помощью инструмента «край», который, по сути, добавляет дополнительную контактную площадку к рабочей пластине, окружающей вашу деталь.
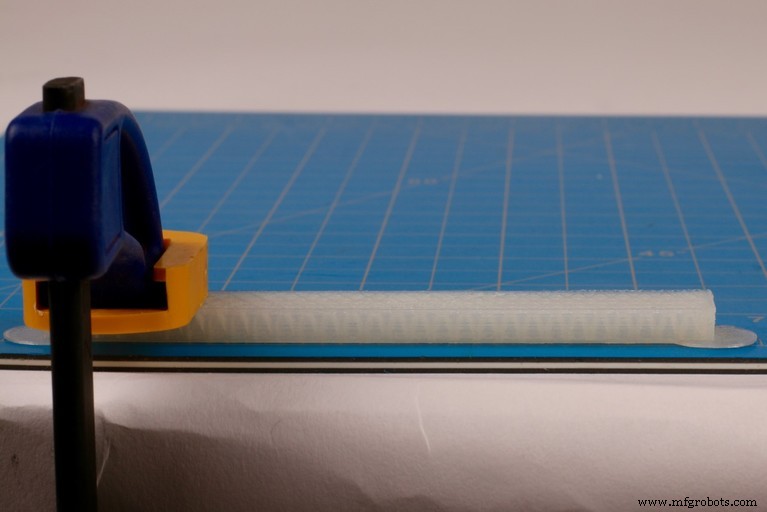
Это уменьшает коробление или скручивание по двум причинам. Во-первых, деталь имеет «расширенную» нижнюю поверхность, что означает, что контакт с рабочей пластиной больше, чем обычно. Во-вторых, любое возникающее коробление переходит на край, что устраняет худшее из этого. Кромка дополнительно обеспечивает лучшую поверхность для сцепления опорных конструкций. Наши опорные конструкции - это длинные тонкие линии, которые, как я объяснил выше, действительно хотят сузиться. Если под вашей деталью много поддерживающего материала, край обеспечит хорошую поверхность, к которой будут прилипать поддерживающие конструкции. Опоры не будут так сильно скручиваться, потому что они прилипают к краю - плоской поверхности с большой площадью, прилипающей к рабочему столу. Ниже представлен тест детали с полями:
4. Сделай свой собственный край
Иногда из-за необычной геометрии точек контакта рабочей пластины детали все равно деформируются только потому, что край может быть недостаточно большим или изогнутым. В этих уникальных случаях может потребоваться САПР для вашего собственного поля. В этих сценариях предлагается добавить тонкие круглые «точки» ко всем углам детали, что обеспечит контакт большей площади поверхности с рабочей пластиной в ключевых точках, где происходит деформация.
Края моей собственной разработки устраняют деформацию так же, как и наши сборные поля, и могут пригодиться для более сложных деталей:
5. Добавьте композитное волокно в свою деталь
Одна из уникальных возможностей Mark Two - это его способность прокладывать волокна внутри компонентов, чтобы делать более жесткие и прочные детали, напечатанные на 3D-принтере. Поскольку 3D-принтеры Markforged обладают возможностями композитного материала, чтобы уменьшить коробление детали, вы можете добавить волокно к нескольким нижним слоям, чтобы увеличить ее жесткость.
По сути, это заставляет нижние слои быть плоскими, что делает их практически невозможными для деформации. Однако, если вы делаете это, не забудьте сбалансировать композит, создав сэндвич из волокна на верхней и нижней поверхности вашей детали для оптимизации прочности на скручивание, как описано в этом сообщении в блоге. Как видите, без изменений конструкции исходной детали образец тестовой основы остается плоским:
Дополнительный совет:печатайте в ониксе!
Как описано в совете № 5, минимизировать коробление можно с точки зрения материалов с помощью нашего метода непрерывного изготовления волокна (CFF). Но некоторые другие наши материалы пригодятся и при решении этой проблемы. Оникс, наша нить, армированная микроуглеродом, не так сильно деформируется при нагревании. Это означает, что он деформируется намного меньше, чем наш стандартный нейлон, и создает гораздо более стабильные детали. Вы можете узнать больше о стабильности размеров Onyx здесь. Без армирования волокном нить Onyx остается стабильной:
Надеюсь, этот пост помог вам понять, почему детали, напечатанные на 3D-принтере, деформируются и как улучшить дизайн, чтобы избежать деформации! Если вы хотите опробовать собственные эксперименты по уменьшению деформации деталей, напечатанных на 3D-принтере, попробуйте сами с помощью файлов stl и mfp! Если у вас есть какие-либо вопросы, предложения или идеи для будущих публикаций в блоге, сообщите нам об этом по адресу printstronger@markforged.com.
3D печать
- Очистка без напряжения для печати FDM
- Почему компьютерная томография становится ключевым элементом успешной 3D-печати
- Готова ли 3D-печать к производству конечных деталей?
- Обзор приложений:3D-печать деталей турбины
- Почему 3D-печать и программное обеспечение имеют решающее значение для цифровой трансформации
- Формование из углеродного волокна и 3D-печатные детали для конечного использования для гоночных автомобилей …
- Точность размеров деталей, напечатанных на 3D-принтере
- 10 вариантов водостойкости для ваших 3D-печатных деталей:материалы и постобработка
- Как получить более прочные 3D-печатные детали
- Метод проверки деталей, напечатанных на 3D-принтере (часть 3)