


Лазерная сварка:больше, чем удаленная возможность
Последние достижения в области более доступных и эффективных лазерных технологий сочетаются с высокопроизводительные промышленные роботы, обеспечивающие производителям большую точность и гибкость (по сравнению с традиционными, но надежными процессами роботизированной сварки) для еще более высокой производительности в цехе. Кроме того, материалы, которые когда-то считались в промышленном секторе непригодными для сварки, теперь изготавливаются с легкостью, часто создавая уникальные продукты при сокращении отходов.
Широко используется для замены точечной сварки в аэрокосмической, автомобильной и производителей тяжелого оборудования дистанционная лазерная сварка (RLW) — метод бесконтактной лазерной сварки — начинает набирать популярность для более сложных применений в различных отраслях, особенно для крупносерийного производства. В то время как традиционная роботизированная сварка по-прежнему является предпочтительным методом для широкого спектра задач, приложения, требующие максимальной точности и скорости, лучше подходят для промышленных роботов, оснащенных выносными лазерными сварочными головками. Независимо от того, начинаете ли вы знакомиться с RLW или находитесь на пороге покупки робота, следующая информация может оказаться полезной для вашего процесса принятия решений.
Почему удаленная лазерная сварка?
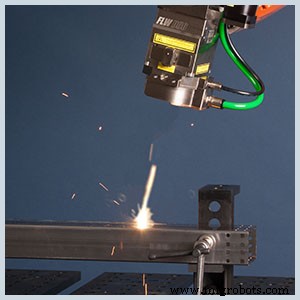 Дистанционная лазерная сварка является «дистанционной» в том смысле, что лазерная головка использует более длинный зазор 100–150 мм. чтобы луч шел от головы к точке, в которой он сфокусирован на детали. Волоконная оптика используется для направления лазерного луча к инструменту на конце руки с лазерной головкой, что значительно повышает гибкость движения робота, минимизирует помехи и предотвращает дорогостоящие повреждения в результате аварии. Удаленная лазерная сварочная головка затем фокусирует и быстро направляет лазерный луч с помощью зеркал, управляемых двигателями гальванометра (малоинерционные, программируемые серводвигатели).
Дистанционная лазерная сварка является «дистанционной» в том смысле, что лазерная головка использует более длинный зазор 100–150 мм. чтобы луч шел от головы к точке, в которой он сфокусирован на детали. Волоконная оптика используется для направления лазерного луча к инструменту на конце руки с лазерной головкой, что значительно повышает гибкость движения робота, минимизирует помехи и предотвращает дорогостоящие повреждения в результате аварии. Удаленная лазерная сварочная головка затем фокусирует и быстро направляет лазерный луч с помощью зеркал, управляемых двигателями гальванометра (малоинерционные, программируемые серводвигатели).Это делает точность робота второстепенным фактором, что позволяет производителям внедрять традиционные роботы с большой грузоподъемностью, такие как SP165 или GP180, для позиционирования головок. Использование такого робота традиционного типа, а не высокоточного робота, как MC2000 II, часто обходится дешевле и обеспечивает более длительный срок окупаемости.
Аналогично удаленные лазерные сварочные головки имеют специальное программное обеспечение, позволяющее программам работать во время движения робота. Это широко известно как сварка «на лету». В то время как меньшее количество приложений использует конфигурации «на лету», Yaskawa предлагает функцию, которая запускает выходные данные в зависимости от положения робота, синхронизируя движение робота и движение лазерной головки в одной и той же точке каждый раз.
Экономичен ли RLW?
В то время как лазерная сварка по-прежнему связана с большими капитальными затратами на лазер, головку и чиллер, она продолжает снижаться в цене. Чтобы оправдать этот тип первоначальных капиталовложений, важно компенсировать затраты за счет достаточного объема. Если вас беспокоит крупносерийное производство, может оказаться полезным поговорить с авторитетным поставщиком роботов о плюсах и минусах роботизированной лазерной сварки по сравнению с установкой сварочного робота с точечным пистолетом и таймером для вашего конкретного применения.Точно так же при роботизированной лазерной сварке обычно используются YAG-лазеры (сочетание кристаллов иттрия, алюминия и граната), которые излучают вредный свет и требуют светонепроницаемого корпуса. Это увеличивает дополнительные расходы и может быть непрактичным для больших
 конструкции, такие как кузова автомобилей. Для лазерной сварки более крупных деталей некоторые головки для лазерной сварки используют «ботинок», окружающий зону сварки, образуя светонепроницаемое уплотнение. Как видно на примере лазерного степпера IPG (LSS), он локализует требования к светонепроницаемому корпусу, но ограничивает длину и диапазон сварного шва, что делает его идеальной заменой для точечной или стежковой сварки.
конструкции, такие как кузова автомобилей. Для лазерной сварки более крупных деталей некоторые головки для лазерной сварки используют «ботинок», окружающий зону сварки, образуя светонепроницаемое уплотнение. Как видно на примере лазерного степпера IPG (LSS), он локализует требования к светонепроницаемому корпусу, но ограничивает длину и диапазон сварного шва, что делает его идеальной заменой для точечной или стежковой сварки. Является ли RLW единственным способом лазерной сварки?
Выносная лазерная сварочная головка обеспечивает быстрое перемещение луча по большой площади и может не требовать движения робота при выполнении нескольких сварных швов в заданной области. Роботы также могут подносить детали к стационарной головке RLW, чтобы помочь разделить нагрузку по поддержанию высокого времени «включения лазера». Головки RLW также можно использовать для манипулирования лучом в не связанных со сваркой операциях, например, при абляции для очистки деталей.На конце робота можно установить фиксированную головку, чтобы робот мог перемещаться. луч. Даже фиксированные головки могут включать в себя некоторые манипуляции с лучом, которые колеблют или колеблют луч, чтобы сделать более широкий сварной шов, распределяя тепло, обрабатывая больше вариантов соединения и дегазируя пары. Роботы класса дуговой сварки с меньшей полезной нагрузкой могут быть объединены с качающейся головкой в меньшем и более дешевом производственном модуле для небольших деталей.
Что еще следует учитывать?
МатериалыКак уже упоминалось, лазерная сварка открывает двери для сварки материалов нового поколения. Одним из таких материалов, о котором часто спрашивают, является новая сверхвысокопрочная сталь, используемая в автомобилестроении, и о том, подходит ли она для лазерной сварки по сравнению с контактной точечной сваркой. Из-за металлургии более прочной стали она определенно является хорошим кандидатом и может реагировать на быстрые циклы нагрева/охлаждения лазерной сварки (лучше, чем более медленный нагрев сопротивлением).
Использование алюминия для изготовления более легкие грузовики и для производства автомобильных деталей, таких как электронные аккумуляторные батареи, также быстро растет. В результате использование лазерной сварки для последних становится все более популярным, поскольку лазерная сварка с низким тепловложением, высокой скоростью сварки и большой гибкостью помогает производителям соответствовать строгим требованиям, предъявляемым к процессу сварки деталей автомобильных аккумуляторов.
Методы
Роботизированная лазерная сварка, от точечной сварки сопротивлением до сварки трением с перемешиванием, заменяет определенные процессы, повышая качество и производительность. Конкретные типы процессов лазерной сварки, которые довольно активно рассматриваются для различных применений роботизированной сварки, включают сварку горячей проволокой и гибридную лазерную сварку. Аналогичным образом, лазерная сварка для плакирования проволокой и порошком вызывает все больший интерес благодаря скорости и низкому подводу тепла.
Совместная конструкция
Соединения внахлест с плотной посадкой лучше всего подходят для лазерной сварки. Незначительные зазоры между поверхностями могут быстро превратить лазерную сварку в лазерную резку, поэтому приспособления для лазерной сварки используют зажим с большим усилием. Лазерная сварка требует доступа только с одной стороны, в отличие от точечной сварки, но дно нуждается в поддержке, чтобы выдерживать усилия зажима.
Поверхность
Необходимо уделить внимание и поверхности свариваемого изделия. В идеале при использовании лазера для изделия следует использовать поверхность класса А (поверхность свободной формы с эстетичной формой и оптимальным качеством поверхности). Это связано с тем, что небольшая зона термического воздействия достаточно хорошо очищается. По этой причине использование лазерной сварки вместо традиционной контактной точечной сварки (RSW), дуговой сварки металлическим электродом в среде защитного газа (GMAW) или сварки вольфрамовым электродом в среде инертного газа (TIG) расширяется в таких отраслях, как производство бытовой техники, где нержавеющая сталь производятся вытяжки, печи и холодильники.
Квалифицированные ресурсы
При программировании робота очень важно, чтобы оператор понимал процесс, которому он обучает робота. Квалифицированный оператор робототехники с опытом дуговой или контактной сварки может не полностью понимать лазерные процессы. По этой причине и для того, чтобы получить максимальную отдачу от процесса при сохранении целостности деталей, компаниям следует рассмотреть возможность найма или обучения персонала для понимания методов лазерной сварки. Вольты, амперы и скорость подачи проволоки заменяются мощностью и скоростью лазера, не говоря уже о различиях в защитном газе и потенциально используемом присадочном металле. Лазерная безопасность также является важным фактором, за который также будет нести ответственность производственный персонал.
От геометрии соединения до подгонки деталей и многого другого — при роботизированной лазерной сварке необходимо продумать множество аспектов. Если вам интересно, подходят ли для вашей компании надежное качество и увеличение производительности, обеспечиваемые роботизированной лазерной сваркой, имеет смысл обратиться к предпочитаемому вами поставщику роботов, чтобы получить ответы на ваши конкретные вопросы по применению.
<бр />
Промышленный робот
- Технологии машинного зрения и обработки изображений:важнее, чем когда-либо прежде
- Роботы нового поколения делают факты интереснее, чем вымысел
- Лазерная сварка имеет ключевые преимущества в некоторых приложениях
- Помните об этих распространенных проблемах безопасности при лазерной сварке в 2020 г.
- Технология блокчейна:это больше, чем роскошь
- Лазерное выравнивание вращающегося оборудования:несоосность и многое другое
- Что такое лазерная сварка? - Работа, виды и применение
- Лазерные сварочные аппараты
- Аренда экскаватора более рентабельна, чем покупка
- Плоское шлифование:больше, чем просто вращение