


Где автоматизированная пятиосевая обработка не является проблемой
Скорость воспроизведения в этом видео была увеличена, когда захватное устройство получило доступ к другому поддону со стеллажа для хранения машины.

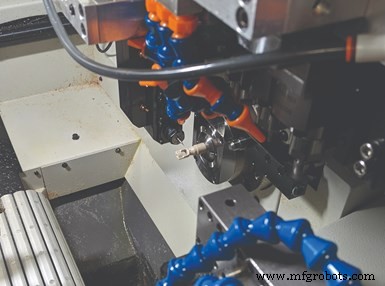
Challenge Machine использует лазерный щуп, установленный сбоку от поворотной отливки по оси B своего нового пятиосевого станка, для предварительной настройки инструмента и, во время автоматического цикла обработки, для проверки инструмента на предмет поломки и отслеживания износа инструмента (для некоторых применений).
Блейн, штат Миннесота, компания Challenge Machine специализируется на обработке небольших сложных деталей, некоторые из которых чрезвычайно малы. Для этого используется целый ряд оборудования, в том числе токарные станки швейцарского типа с осью B, вертикальные обрабатывающие центры с поворотными столами, которые обеспечивают вращение по четвертой и, в некоторых случаях, по пятой оси, а также высокоскоростные пятиосевые обрабатывающие центры.
Несмотря на то, что цеху удавалось выполнять длительные отрезки обработки без участия оператора с помощью швейцарских станков с подачей прутка, до недавнего времени все его фрезерное оборудование требовало ручной загрузки деталей. Тем не менее, его самый последний пятиосевой станок оснащен встроенным устройством смены паллет и мощным автоматическим устройством смены инструмента (ATC), что позволяет ему работать без присмотра в течение дня и отключать свет вечером. Кроме того, функциональность ЧПУ в сочетании с процедурами контактного щупа упрощает программирование, поскольку операции создаются на основе одной кинематической точки, которая создает одну рабочую систему координат.

Машинист Брэндон Гилл — главный программист, наладчик и оператор Micro Pro. Он ценит такие функции, как возможность программировать операции на основе одной кинематической точки/рабочей системы координат с помощью ЧПУ Heidenhain TNC 640 от Micro Pro и процедуры измерения, а не программировать с помощью G-кода смещения G54 или G55.
Автоматизированный пятиосевой станок представляет собой Micro Pro от немецкой компании Kern Microtechnik (известной в США как Kern Precision, расположенной в Аддисоне, штат Иллинойс). Аарон Шрайбер, генеральный менеджер Challenge Machine, говорит, что мастерская рассматривала эту сложную машинную платформу в течение 15 лет, и он признает, что это немалые инвестиции. Тем не менее, в конце 2019 года мастерская решила спустить курок, потому что у нее возникли проблемы с точностью, повторяемостью и чистотой поверхности для растущего числа медицинских деталей, которые мастерская, сертифицированная по ISO 13485, использовала на некоторых из своих пятиосевых цапфовых станков. Кроме того, он отмечает, что такие функции, как каналы охлаждения по всему новому станку, которые уменьшают тепловое расширение, также способствовали надежной обработке сложных деталей, которые обычно имеют длительное время цикла. Это, в дополнение к другим возможностям машины, дает магазину уверенность в том, что она может работать самостоятельно в течение нескольких дней или даже недель.
Пусть работает
Джим Бетланд основал Challenge Machine в своем подвале в 1999 году. Вначале большая часть бизнеса была посвящена микрообработке деталей для полупроводниковой промышленности. Магазин, недавно приобретенный компанией Assurance Manufacturing в Миннеаполисе, по-прежнему ориентирован на мелкие товары. (Я говорю о размерах деталей и важных деталях микрообработки.) Шрайбер говорит, что в этом году продажи выросли на 15 %, поскольку мастерская уделяет больше внимания медицинскому рынку, а также аэрокосмическим работам.

Мастерская обработала ряд деталей из различные материалы на Micro Pro. Обычно в месяц на станке используется от 10 до 15 деталей с разными номерами, время цикла многих из которых превышает 3 часа.
По словам Керна, Micro Pro, оснащенный гидростатическими направляющими, линейными приводами и монолитным основанием из сверхвысокопрочного бетона (UHPC), обеспечивает точность позиционирования выше 2 микрон и повторяемость лучше 1 микрона. Он был разработан с учетом обработки мелких деталей, обеспечивая перемещение по осям XYZ 350 x 220 x 250 мм, а его поворотная ось B поворачивается на 220 градусов. Шрайбер отмечает, что его небольшая площадь в 43 квадратных фута высоко ценится, учитывая, что площадь в настоящее время находится в большом почете в магазине площадью 16 000 квадратных футов, с контролируемой средой. (Он говорит, что это одна из причин, по которой в ближайшие годы магазин, скорее всего, переедет в другое место.)

Режущие инструменты и поддоны для крепления хранятся сбоку станка. Эта машина может вместить 30 рабочих поддонов и 109 инструментов. Самый маленький инструмент, который мастерская использовала для Micro Pro (со шпинделем HSK 40 со скоростью вращения 43 000 об/мин), имеет диаметр 0,003 дюйма.
Micro Pro от Challenge Machine использует систему крепления с нулевой точкой Erowa с механическим зажимным патроном, которая обеспечивает повторяющуюся точность позиционирования менее 0,0001 дюйма. Машина может хранить 30 поддонов и 109 держателей инструментов в закрытых многоуровневых стеллажах вдоль одной из ее сторон. Встроенное устройство смены заготовок автоматически подает поддоны с сырьем (обычно круглый материал, удерживаемый в цангах в корпусе Challenge Machine) к патрону, а также удаляет и сохраняет поддоны после завершения изготовления деталей.
Емкость хранения заготовок и инструментов обеспечивает универсальность мастерской в отношении типов работ, выполняемых на станке. Например, в станок могут быть загружены избыточные инструменты, когда размер партии одинаковых или похожих деталей высок. (Шрайбер говорит, что размер партии для этой машины обычно составляет от 100 до 300 штук.) И наоборот, различные инструменты (и поддоны с сырьем) также могут быть загружены, чтобы она могла одновременно выполнять несколько небольших объемов работ.

Встроенное устройство смены заготовок автоматически подает поддоны с материалом (обычно круглый материал, удерживаемый в цангах) на рабочий стол и удаляет поддоны после завершения изготовления деталей. Система зажима с нулевой точкой Erowa оснащена механическими патронами, которые обеспечивают повторяемость позиционирования с точностью менее 0,003 мм.
Несмотря на то, что размеры партии для этой машины кажутся небольшими (большая часть работы цеха — это прототипы и небольшие объемы производства), время цикла обработки детали часто велико. Иногда он работает без присмотра в течение 3 недель подряд, и 3-часовой цикл для детали не является редкостью. Например, Micro Pro дополняет титановый медицинский компонент, используемый для ремонта аортального клапана, со стенками шириной 0,014 дюйма из прутка диаметром 1,25 дюйма, из которого удалено 97% материала.

Здесь патрон используется просто для ручного выгрузка готовых деталей и загрузка нового материала.
Для таких применений, как это, и рабочих колес для насосов для крови требуется полное контурное моделирование по пяти осям. Тем не менее, мастерская также выигрывает, выполняя 3 + 2 операции позиционирования для большего количества призматических деталей, а не запуская их на нескольких машинах или выполняя несколько настроек.
Чтобы обеспечить дополнительную уверенность при работе с Micro Pro без присмотра, Challenge Machine использует преимущества лазерного датчика Blum-Novotest, который установлен сбоку на поворотном корпусе станка по оси B для предварительной настройки инструмента и, во время циклов автоматической обработки, для проверки наличия инструмента. поломки и отслеживания износа инструмента (для некоторых приложений).
Машинист Брэндон Гилл является основным программистом, наладчиком и оператором Micro Pro. Он говорит, что одной из небольших проблем с этим станком было знакомство с ЧПУ Heidenhain TNC 640 (первое устройство этой марки в магазине), хотя это было просто вопросом знакомства с интерфейсом ЧПУ и доступом к определенным функциям. Он ценит такие функции, как возможность программирования операций на основе одной кинематической точки/рабочей системы координат с помощью ЧПУ TNC 640, а не программирование со смещением G-кода G54 или G55. Магазин использует GibbsCAM для разработки программ обработки деталей для этого станка, как и для других фрезерных станков.
На самом деле, отмечает Гилл, именно благодаря таким возможностям он предпочитает Micro Pro для программирования и эксплуатации.
Просмотр швейцарского типа как пятиосевого станка
Эта сложная медицинская деталь побудила Challenge Machine задуматься о своем первом токарном станке швейцарского типа с программируемой поворотной осью B и инструментальными станциями. В качестве модели был выбран Marubeni Citizen-Cincom L220, который был приобретен в 2015 году. В мастерской использовались имплантируемые детали из полиэфирэфиркетона (PEEK) медицинского назначения, используемые в процедурах замены коленного сустава, на двух станках с ЧПУ. Большую часть детали фрезеровал пятикоординатный станок (время цикла 45 минут), а завершал трехосный станок (время цикла 15 минут). L220 смог выполнить эту деталь за 15 минут.
Мастерская обнаружила, что разработка стратегии оснастки для этого типа станков требует изобретательности. В отличие от фрезерных станков с ЧПУ с устройством смены инструмента большой емкости, швейцарские станки имеют ограниченное количество инструментальных станций. L220 имеет пять токарных станций, три поперечных станции для главного шпинделя, шесть противоположных станций (три активных, три статических), восемь станций на задней стойке (четыре активных, четыре статических) и четыре активных станции на оси B. инструментальная стойка. Просто нет возможности использовать специальные инструменты, такие как инструменты нестандартной формы, которые магазин мог бы использовать на фабрике. В результате компании Challenge Machine приходится творчески подходить к использованию шаровых мельниц, расточных оправок, инструментов для нарезания канавок и т.п. для создания деталей со сложными функциями, таких как колоколообразная геометрия внутреннего диаметра на детали из PEEK, заменяющей колено.
Промышленное оборудование
- Различные типы станков с ЧПУ
- Прецизионная обработка расширяется
- Четырехосевой VTL может сократить время обработки
- Многозадачный станок для работы в баре среднего размера
- Четырехосевой токарный станок для нефтепроводов
- Встроенное управление станками
- Построение на правильном фундаменте
- Вертикальный токарный станок обеспечивает четырехосевую обработку
- Что такое швейцарская обработка и откуда она взялась?
- Другой тип обрабатывающего центра