


Shop оптимизирует гибкость токарной обработки

Во время поиска токарного станка швейцарского типа с осью Y2 Paramount Machine реализовала потенциальные преимущества станка как с осью Y2, так и с программируемой осью B, которая может создавать контуры и элементы под разными углами.
Paramount Machine в Солт-Лейк-Сити обслуживает разнообразную клиентскую базу, производя детали и узлы для аэрокосмической, оборонной, медицинской, горнодобывающей и многих других отраслей промышленности. Возглавляемая владельцем, Стивом Ван Орденом, производственная компания, насчитывающая 65 человек, также имеет целый ряд обрабатывающего оборудования на своем предприятии с климат-контролем, включая вертикальные обрабатывающие станки, станки с ЧПУ, токарно-фрезерные станки, проволочные электроискровые станки (ЭЭО) и, ранее до 2017 года в любом случае, один токарный станок швейцарского типа.
Однако сегодня в магазине есть шесть швейцарских шрифтов.
Сын Стива Эрик, руководитель компании по токарному станку и технический консультант по токарной обработке, говорит, что, хотя первый шестиосевой швейцарский станок Paramount Machine предлагал инструмент для потенциально полной обработки деталей, в нем отсутствовала ось Y2, что ограничивало типы операций, которые можно было бы выполнять. на его вспомогательном шпинделе.
Это подтолкнуло магазин к поиску другого швейцарского типа с осью Y2. Но во время этого поиска были реализованы потенциальные преимущества станка как с осью Y2, так и с программируемой осью B, которые могли создавать контуры и элементы под разными углами, а также предлагали больше инструментов. Фактически, такие функции, казалось, особенно позволяли более эффективно обрабатывать семейство рентгеновских компонентов, которые в мастерской традиционно выполнялись на нескольких станках.

Магазин производит различные детали на своем шесть швейцарских типов. Теперь он нацелен на то, чтобы на этих многофункциональных машинах можно было запускать любую деталь диаметром 1,5 дюйма или меньше.
«Наш первоначальный процесс для одной детали в этом семействе включал две операции на токарном патроне, операцию фрезерования, операцию электроэрозионной обработки и еще одну операцию фрезерования», — говорит Эрик Ван Орден. «Мы чувствовали, что швейцарский тип с осью B сможет изготовить эту деталь, при этом она просто перейдет от швейцарского типа к проволочному электроэрозионному станку перед отправкой клиенту».
Кроме того, Paramount Machine выполняла и другие работы, требующие углового фрезерования, сверления и нарезания резьбы, которые, по мнению компании, выиграют от использования швейцарского типа с осью B.
После рассмотрения нескольких решений магазин приобрел 32-мм Tsugami SS327-5AX у REM Sales. Это было пять лет назад. Ван Орден говорит, что помимо осей Y2 и B, эта машина была выбрана по нескольким другим причинам. Один из них, признает он, возможно, старомодный. Он говорит, что этот станок тяжелее других швейцарских станков, что способствует его жесткости, и имеет мощные двигатели как для главного шпинделя, так и для вспомогательного шпинделя. Магазин также высоко оценил советы и своевременную помощь, которую предоставили сотрудники отдела продаж REM, такие как Джон Травер и Стив Трагарц, а также своевременную техническую поддержку.
Что касается последнего, Ван Орден приводит один случай, когда мастерская повредила направляющую крышку со стороны противошпинделя станка во время горячей работы. «Прямо перед закрытием мы позвонили в отдел продаж Tsugami/Rem, чтобы узнать, как быстро может быть доставлена замена, чтобы мы могли безопасно продолжать эксплуатацию машины. Мало того, что запасная часть была на складе, член команды отвез деталь в UPS по пути домой, чтобы она прибыла к нам на следующий день. Мы получили деталь первым делом на следующее утро, и машина снова заработала и работала довольно быстро».
Ван Орден также считает, что Paramount Machine выиграла, запрограммировав этот станок с осью B с помощью программного обеспечения Esprit CAM, которое оно использовало для других станков в магазине, и используя постпроцессор поставщика программного обеспечения, разработанный специально для Tsugami SS327-5AX.
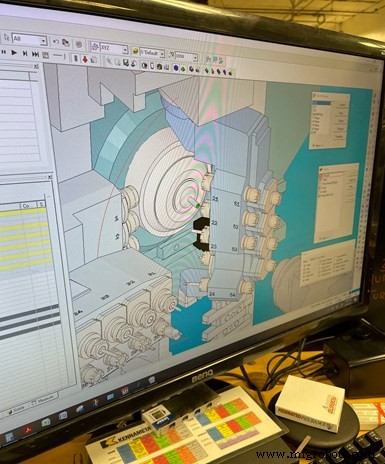
Эрик Ван Орден указывает на ценность моделирования в программном обеспечении Esprit CAM, а также его способность легко создавать несколько рабочих плоскостей, чтобы исключить необходимость настройки инструментов с разными углами смещения.
«Наша цель — создать комплексное решение, которое не заканчивается созданием траектории движения инструмента в CAM-системе, а заканчивается машинно-оптимизированным G-кодом, который будет работать без ошибок на вашем компьютере», — говорит Ник Зентил, директор Продажи Esprit Cam в Северной Америке. «Когда вы работаете со сложным станком, таким как SS327-5AX, вам нужен постпроцессор, который позволит вам получить доступ ко всем возможностям станка. Мы очень тесно сотрудничаем с командой разработчиков приложений Tsugami/Rem Sales, чтобы разрабатывать посты для машин Tsugami, которые делают именно то, что они должны делать. То есть создавайте код, не требующий редактирования».
«Я полностью уверен, что если я правильно настрою инструменты в Esprit CAM, я смогу взять этот код, опубликовать его, поместить в машину и запустить без каких-либо проблем», — говорит Ван Орден.
Он также указывает на возможность легкого создания нескольких рабочих плоскостей в Esprit CAM. Это позволяет программистам выбирать элементы из твердотельной модели и создавать рабочие плоскости из этой модели. Программное обеспечение автоматически определяет правильное направление рабочего места на основе инструмента для обработки элемента. Это избавляет от необходимости настраивать инструменты с разными угловыми смещениями.
Но насколько сократилось время производства за счет объединения операций для рентгеновского компонента на швейцарском типе? «Мы смогли заменить три отдельных машинных цикла одним швейцарским процессом, и общее время цикла обработки детали сократилось на 92 %, — говорит Ван Орден. «Это не только значительно сэкономило нам время, но и избавило нас от незавершенных работ, которые раньше размещались по всему цеху».
Конечно, это была большая победа для этого конкретного семейства деталей. Но, в конечном итоге, преимущества этого второго швейцарского типа привели к более оптовым изменениям с точки зрения того, какую работу он будет выполнять с его теперь несколькими швейцарскими типами, а также к более глубокому погружению с точки зрения того, как максимально использовать потенциал этого типа. многофункциональной обрабатывающей платформы.
Повышение гибкости швейцарского типа
В последнее время Paramount Machine заметила повышенный спрос на мелкие детали, в основном для аэрокосмической промышленности. Хотя такие детали можно было обрабатывать на токарных станках с более крупными зажимными патронами, в цеху сочли более целесообразным продолжать поставлять более крупные заказы на эти станки. Это одна из причин покупки Tsugami SS207-5AX 20-мм швейцарского типа с осью B вскоре после первого Tsugami с осью B. Кроме того, за последние пару лет Paramount Machine добавила еще один SS327-5AX, а также два 38-мм автомата Tsugami B0386-III.
Эти дополнения привели к изменению стратегии магазина. «За прошедшие годы мы стали настолько эффективны с платформой швейцарского типа, что теперь практически каждая работа с диаметром менее 1,5 дюймов выполняется на этих машинах вместо обычных патронов», — объясняет Ван Орден. «И хотя типичные производственные циклы варьируются от 500 до 1000 штук, мы не боимся настраивать эти машины для производства только пяти деталей». Кроме того, возможность работы с приводным инструментом на швейцарских типах часто исключает любую дополнительную работу на фрезерном станке, которая в противном случае могла бы потребоваться для деталей, инициируемых патронами.
Все Tsugami являются «конвертируемыми» моделями, и одна часть стратегии мастерской с ее швейцарскими типами заключается в том, чтобы держать их в режиме патрона большую часть времени и планировать соответственно, если только для работы не требуется направляющая втулка. Ван Орден говорит, что эти машины работают в режиме дробления 80% времени. Это помогает сократить время переналадки на новую работу. При этом он отмечает, что время переключения с режима патрона на режим направляющей втулки составляет всего 30–45 минут.

Paramount Machine обнаружила, что пошаговый журнал загрузчик в форме бара особенно удобен для прутков малого диаметра, чтобы предотвратить двойную загрузку.
Другие усилия Paramount Machine, направленные на то, чтобы максимизировать преимущества швейцарских шрифтов, включают:
Снятие заусенцев с деталей станка . Ценность многозадачных станков, таких как швейцарские, заключается в возможности полной обработки деталей. Однако, если деталь все еще требует удаления заусенцев, она не завершена. Поэтому Paramount Machine использует циклы удаления заусенцев на своих швейцарских типах, которые, по словам Ван Ордена, устранили примерно 60% ручного удаления заусенцев, которые в противном случае потребовались бы. Для станков с осью B он может использовать фрезу для снятия фаски и траекторию контурного инструмента, чтобы достичь всей детали и удалить заусенцы, используя только этот инструмент. Это часто было бы невозможно на станках без оси B с перпендикулярными и параллельными зависимостями.
Выполнение осцилляции . Технология осцилляционного резания Tsugami приводит в движение сервоось (либо X, либо Z), чтобы помочь разбить стружку в труднообрабатываемых материалах и уменьшить нагрев при резке, поскольку инструмент входит и выходит из резания. Ван Орден говорит, что мастерская использовала эту функцию для алюминиевых деталей, у которых были печально известные проблемы со стружкой, а также для черновой обработки деталей из нержавеющей стали 17-4. Кроме того, он обычно используется во время операций отрезки, чтобы помочь разбить стружку и устранить длинные «стрингеры», которые обычно наматываются на деталь.
При этом приеме резка выполняется путем синхронизации колебаний заданной оси с вращением главного шпинделя. Прерывание в резке разбивает материал на мелкие кусочки. Эта функция управляется программным обеспечением, поэтому дополнительное оборудование не требуется, поскольку станки предназначены для поддержки резания с осцилляцией. Резка осцилляции выполняется путем указания инициирующего G-кода (G8.5P2), и функция остается в силе до тех пор, пока не будет отменена последующим G-кодом (G8.5P0). Данные колебаний рассчитываются автоматически на основе скорости основного шпинделя и скорости подачи указанной оси.

Для токарной обработки наружного диаметра, хвостовиков инструментов/зажимных блоки остаются установленными в монтажной пластине, а отдельные головки с быстросменными вставками, такими как показанные здесь, могут быть легко заменены.
Использование инструментов быстрой замены . Paramount Machine использует быстросменный инструмент для ускорения и упрощения настройки своих швейцарских машин. Одним из примеров является микросистема KM от Kennametal для токарной обработки наружного диаметра. При этом хвостовики инструментов/зажимные узлы остаются установленными в монтажной плите, а отдельные головки с вставками можно легко менять местами. Точно так же мастерская использует модульные сверлильные станки от Iscar для более крупных работ, в которых корпус сверла остается установленным в станке, а головки сверл ввинчиваются и вывинчиваются.

Эрик Ван Орден демонстрирует программное обеспечение, разработанное Paramount Machine для отслеживания наличия и использования инструментов в трех различных торговых системах, используемых магазином.
Открытость для новых специалистов . Ван Орден говорит, что мастерская по-прежнему открыта для тестирования новых инструментов, которые, по ее мнению, могут быть полезными. Он отмечает, что представители оснастки посещают цех раз в две недели, если не каждую неделю. Он также не привязан к одному конкретному поставщику инструментов. Он отмечает, что хотя при таком подходе могут быть преимущества в цене, преимущества в производительности могут и не быть. На самом деле, Paramount Machine использует торговые системы от трех разных компаний, которые связаны между собой программным обеспечением, которое она создала самостоятельно и которое отслеживает доступность и потребление инструментов.
Соображения об отключении света
Paramount Machine стремится к производству без отключения света, и она рассмотрела различные элементы процесса, которые дают ей уверенность в том, что машины могут безопасно работать без присмотра в течение длительного времени на своих швейцарских типах.

Автоматические карусели собирают детали в бункеры на роторном таблица, которая индексируется через определенные промежутки времени. Если детали, измеренные в первой и последней ячейках, находятся в пределах спецификации, можно предположить, что и детали в промежуточных ячейках тоже.
Например, в магазине есть несколько разных марок барфидеров. В 20-мм швейцарском типе используется стиль ступенчатого магазина Iemca Elite 220, в котором ступенчатые направляющие поднимаются и поднимают стержни, которые затем падают в направляющий канал. Ван Орден объясняет, что стиль степ-магазина особенно полезен для небольших прутков, таких как материал диаметром 1/8 дюйма, который обычно используется на этом станке. Он говорит, что в цеху есть опытные устройства подачи прутка, которые подают прутки в направляющий канал под действием силы тяжести, иногда двойная подача прутков такого размера, если регулировки не были выполнены идеально. В некоторых случаях это заставляло магазин вручную загружать новые слитки по одному. Это больше не проблема с Elite 220.
В отличие от швейцарских моделей, Paramount Machine использует смарт-столы iSwiss, чтобы не только улавливать и собирать детали, но и сортировать их в корзины в форме пирога, прикрепленные к вращающемуся столу. (Автоматизированная карусель для деталей Smart Table производится компанией Pressure Tech, входящей в состав New England Tool Corp., и распространяется iSwiss.) Эти устройства можно запрограммировать с помощью кода M для индексации нового пустого бункера после определенного количества деталей или указанное количество времени. Paramount Machine использует последний подход. Располагая таким образом детали в нескольких ячейках, магазин может измерять детали в первой и последней ячейках, и если они соответствуют спецификации, можно предположить, что и в средних ячейках тоже.

Магазин применяет извлеченные уроки использование оси B типа Swiss на своем новом станке DMG MORI NTX 1000, например использование оси B этого станка для выполнения таких операций, как непрерывное точение по контуру.
Также важен контроль стойкости инструмента во время обработки без отключения света. Ван Орден указывает на крупномасштабный заказ, когда за ночь было выполнено 700 штук. Первоначально он использовал макросы для замены инструмента, когда он приближался к концу срока службы во время этого запуска. Но это означало, что для одной из критических функций детали процесс должен был быть установлен в верхней части допуска функции, а затем к концу цикла ухудшился бы до нижней части допуска. Таким образом, в цеху было выпущено 100 изделий, и они измерили, где этот допуск оказался из-за износа инструмента. Определив это, он добавил макросы для корректировки смещения инструмента при необходимости во время прогона (после X количества деталей), чтобы функция всегда оставалась близкой к номинальному значению. Мастерская также обнаружила, что покупка более качественных инструментов, которые служат дольше, помогает свести к минимуму количество смен инструментов или корректировок смещения в условиях отсутствия света.
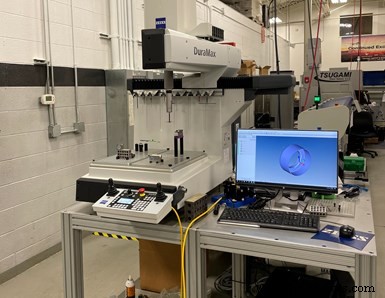
Развертывание КИМ в различных зонах предприятия расширил возможности контроля в процессе производства.
Вперед
Paramount Machine недавно добавила несколько цеховых координатно-измерительных машин (КИМ) Zeiss DuraMax в различных зонах цеха, что расширило возможности контроля в процессе производства, а также улучшило общее качество, к чему компания постоянно стремится. Магазин также рассматривает возможность использования программного обеспечения для отслеживания использования машины. Частично это удалось сделать с помощью платформы мониторинга и анализа истории Messenger, доступной на станках DMG MORI. Это, по мнению Ван Ордена, поможет мастерской усовершенствовать свои усилия по механической обработке без отключения света. Но, хотя собирать данные действительно легко, он отмечает, что иногда не так просто интерпретировать и анализировать информацию, чтобы помочь принимать более обоснованные решения в цехе.
Промышленное оборудование
- 7 советов по выбору механического цеха
- Обучаемые токарные станки с ЧПУ повышают производительность цеха
- Производственный механический цех доказывает свою ценность
- Многоосевой токарный центр предлагает повышенную гибкость
- Машинная линия устраняет узкие места в рабочем процессе
- Построение на правильном фундаменте
- Большое преимущество многозадачности
- Преимущества подключенного механического цеха
- Оборудование, найденное в нашем механическом цехе
- Оборудование для механических цехов