


Взаимодействие с углами:как обрабатывать углы
Угловое взаимодействие
В процессе фрезерования, и особенно во время обработки углов, силы резания инструментов претерпевают значительные изменения. Одной из распространенных и сложных ситуаций является ситуация, когда режущий инструмент находится в состоянии «внутреннего угла». В этом случае угол зацепления инструмента значительно увеличивается, что может привести к ухудшению производительности.
Обработка этой сложной области с неправильным подходом может привести к:
- Дребезжание – видно при "плохой" отделке углов.
- Прогиб – обнаружен по нежелательному «измеренному» уклону стенки.
- Странный звук резания — скрип инструмента или чириканье в углах.
- Поломка/сбой инструмента или сколы
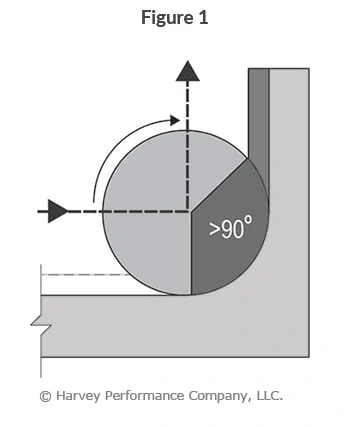
Наименее эффективный подход (рис. 1)
Создание радиуса внутренней детали, соответствующего радиусу инструмента в диапазоне направлений 90°, не является желательным подходом к обработке угла. При таком подходе инструмент получает дополнительный материал для резки (темно-серый), увеличенный угол зацепления и изменение направления. В результате могут возникать такие проблемы, как вибрация, отклонение/поломка инструмента и плохое качество поверхности.
Возможно, потребуется уменьшить скорость подачи в зависимости от «отношения радиуса инструмента к радиусу детали».
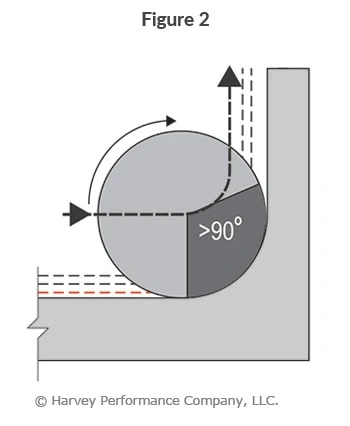
Более эффективный подход (рис. 2)
Создание радиуса внутренней детали, соответствующего радиусу инструмента, с изменением направления сметания является более желательным подходом для углового зацепления. Меньшая радиальная глубина резания (RDOC) в этом примере помогает управлять углом зацепления, но на последнем проходе инструмент по-прежнему будет иметь очень большой угол зацепления. Общими результатами такого подхода будут вибрация, отклонение/поломка инструмента и плохое качество поверхности.
Возможно, потребуется уменьшить скорость подачи на 30–50 % в зависимости от «отношения радиуса инструмента к радиусу детали».
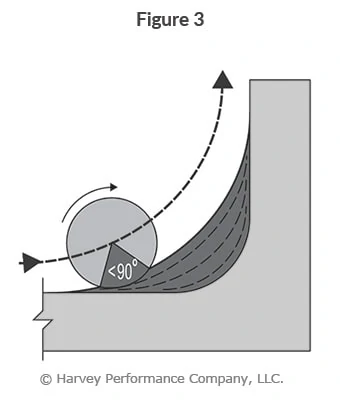
Наиболее эффективный подход к взаимодействию с углами (рис. 3)
Создание внутреннего радиуса детали с помощью инструмента меньшего размера и сметания создает гораздо более желательный подход к обработке. Управляемый RDOC и меньший диаметр инструмента позволяют управлять углом контакта инструмента, более высокими скоростями подачи и лучшим качеством поверхности. Когда фреза достигает полной радиальной глубины, угол ее зацепления будет увеличиваться, но уменьшение подачи должно быть намного меньше, чем в предыдущих подходах.
Возможно, потребуется увеличить скорость подачи в зависимости от «отношения инструмента к детали». Используйте инструменты меньше размера обрабатываемого угла.
Станок с ЧПУ
- Станок с ЧПУ
- Как найти подержанный станок с ЧПУ
- Как очистить подержанный станок с ЧПУ
- Как выбрать станки с ЧПУ?
- Как выбрать станок с ЧПУ
- Как выбрать правильный станок с ЧПУ
- Как использовать станок для резки акрила для резки акрила
- Что вы знаете о 2050 карусельном 4-осевом фрезерном станке с ЧПУ
- Что такое срок службы инструмента? Как оптимизировать оснастку с помощью машинных данных
- Как добавить новый инструмент