


Как правильно заняться фрезерованием глубоких полостей
Фрезерование глубоких полостей является распространенной, но сложной операцией фрезерования. В этом стиле инструмент имеет большой выступ - или насколько далеко режущий инструмент выступает из держателя инструмента. Наиболее распространенные проблемы при фрезеровании глубоких полостей включают отклонение инструмента, эвакуацию стружки и вылет инструмента.
Избегайте отклонения инструмента
Избыточный вылет является основной причиной отклонения инструмента из-за недостаточной жесткости. Помимо немедленной поломки инструмента и потенциального брака детали, чрезмерный вылет может поставить под угрозу точность размеров и помешать получению желаемого результата.
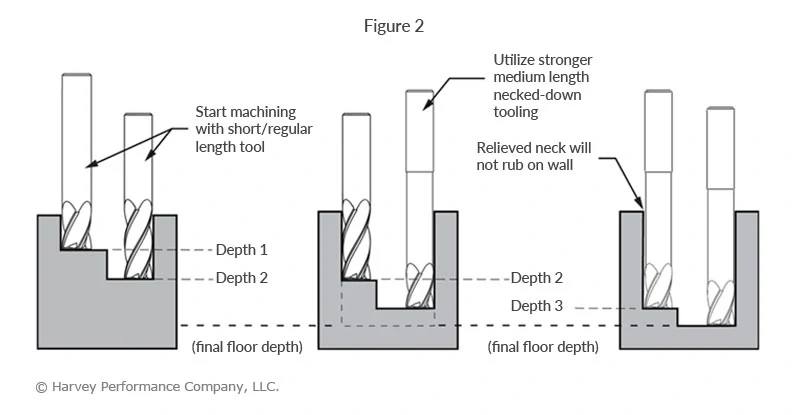
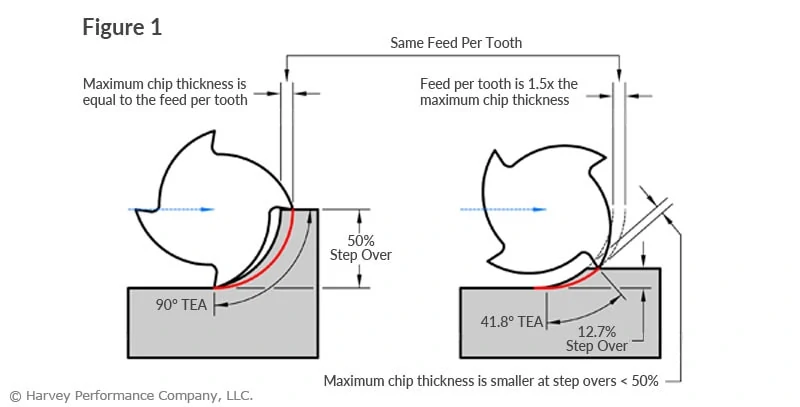
Отклонение инструмента вызывает конусность стенки (рис. 1) , в результате чего получились непредусмотренные размеры и, скорее всего, непригодная деталь. Благодаря использованию инструментов с максимально возможным диаметром, суженной шейкой и постепенному уменьшению осевой глубины резания (ADOC) конусность стенки значительно уменьшается (рис. 2). .
Достичь оптимальной отделки
Хотя увеличение шага вниз и уменьшение ADOC идеально подходит для черновой обработки глубоких полостей, этот процесс часто оставляет следы на каждом шаге вниз. Для достижения качественной обработки требуются чистовые концевые фрезы с длинным вылетом и длинной канавкой (в сочетании с малой радиальной глубиной резания) (рис. 3) .
Фрезерование на требуемую глубину
Предотвращение отклонения инструмента и достижение приемлемого качества обработки — это проблемы, которые необходимо признать, но что, если вы даже не можете достичь требуемой глубины? Невозможность достичь требуемой глубины может быть результатом неправильного держателя инструмента или просто проблемой отсутствия доступа к инструменту достаточной длины.
К счастью, рабочий диапазон вашего держателя инструмента можно легко увеличить с помощью держателя расширенного радиуса действия Harvey Tool, который позволяет работать на глубину до 6 дюймов.
Уверенная обработка на большей глубине с помощью держателей Harvey Tool с увеличенным радиусом действия
Эффективно удалять чипы
Удаление стружки затруднено во многих операциях механической обработки, но не в большей степени, чем при фрезеровании глубоких полостей. При глубокой полости стружка сталкивается с большим количеством препятствий, что затрудняет ее эвакуацию. Это часто приводит к повышенному износу инструмента из-за стружкообразования и остановке производства из-за засорения впадин канавки.
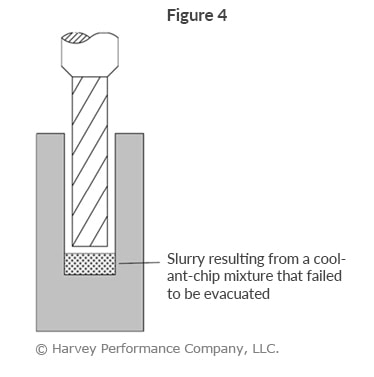
Подача СОЖ под высоким давлением, особенно через шпиндель, способствует удалению стружки. Однако воздушная охлаждающая жидкость является лучшим вариантом, если тепло и смазывающая способность не имеют значения, поскольку смеси охлаждающей жидкости и стружки могут образовывать «суспензию» на дне глубоких полостей (рис. 4) . При обработке закаленных сплавов, где образуется более мелкая порошкообразная стружка, шлам является обычным явлением.
этого следует избегать.
Станок с ЧПУ
- Как правильно выбрать ножки для выравнивания
- Как выбрать правильные слайды ящика
- Как выбрать грузовик для правой руки
- IPS для правильной проверки инструментов ЧПУ
- Как выбрать правильный станок с ЧПУ
- Как обеспечить точность и прецизионность при фрезеровании с ЧПУ
- 7 шагов к выбору подходящего станка с ЧПУ
- Как правильно выбрать конвейерную ленту
- Обработка титана:подберите подходящий фрезерный инструмент для жаропрочных сплавов
- Как выбрать правильный мини-фрезерный станок с ЧПУ для вашего магазина