


Как уменьшить заусенцы при фрезеровании алюминия в обрабатывающих центрах
Что делать, если обрабатывающий центр нарезает слишком много заусенцев на алюминиевом сплаве? При обработке алюминиевого сплава заусенцы должны быть проблемой, с которой сталкивался каждый. Это не только снижает точность обработки заготовки, увеличивает стоимость обработки, но и влияет на производительность заготовки. Обычно требуется удаление заусенцев, что не только доставляет неудобства, но и может повредить заготовку. Так есть ли лучший способ уменьшить или уменьшить образование заусенцев во время обработки? Сегодня я поделюсь с вами некоторым опытом борьбы с заусенцами.
Что такое Заусенцы?
Заусенцы – это щетинки, которые образуются вокруг обрабатываемых деталей на детали и характеризуются выступающими формообразующими поверхностями. Заусенцы обычно образуются на краю режущей кромки обрабатываемого материала из-за пластической деформации материала.
Это особенно характерно для материалов с хорошей пластичностью, таких как алюминиевые сплавы (или материалов с хорошей ударной вязкостью, таких как нержавеющая сталь).
Его форма и размер в основном зависят от множества факторов, таких как материал заготовки и жесткость ее опорного конца, геометрия инструмента, траектория резания инструмента, износ инструмента, параметры резания и использование охлаждающей жидкости.
Зачем удалять заусенцы ?
Наличие заусенцев приведет к потере точности при обработке, измерении или установке, а также повлияет на точность размеров, форму и точность положения заготовки.
Затвердевание и осыпание заусенцев являются источником трещин и сокращают срок службы заготовки.
Это может привести к травме оператора производства или пользователя машины.
Наличие или отслоение заусенцев может вызвать короткое замыкание. Если они упадут на скользящую часть, они ускорят износ и станут причиной несчастных случаев.

Некоторый опыт борьбы с заусенцами
Выбор Обработка С последовательность
При организации последовательности обработки сначала должен быть организован процесс, дающий заусенцы, а потом процессы, не дающие заусенцев (или меньше заусенцев и их количество), либо рациональное использование некоторых последующих процессов для устранения предыдущего процесса Сбой. Например, при обработке ступенчатых канавок обработка сначала глубоких канавок, а затем обработка неглубоких канавок может удалить заусенцы на краях канавок, образовавшиеся во время обработки глубоких канавок, и эффективно улучшить качество обработки.
Выбор метода обработки
При разработке процесса постарайтесь выбрать метод обработки, при котором образуется меньше заусенцев или который способствует их удалению.
Например, во время резки режущая кромка должна располагаться в положении, при котором угол кромки θ (угол пересечения двух соседних поверхностей обработки) детали больше, а опорная жесткость ее конца лучше, что может эффективно уменьшить или даже полностью исключить образование заусенцев.
Приведу еще два примера:
В процессе фрезерования врезанный слой при попутном фрезеровании толстый, а вырезанный слой тонкий, резка стабильная, образующийся заусенец небольшой, врезанный слой тонкий, а вырезанный слой толстый при фрезеровании вверх-вниз, а образующийся заусенец большой. Чтобы уменьшить заусенцы при фрезеровании, следует максимально использовать попутное фрезерование.
При фрезеровании плоскости, если концевая фреза используется для обработки плоскости детали, сила резания, возникающая при резании перпендикулярно плоскости обработки, велика, поэтому образующиеся заусенцы также больше, и использование фрезы для фрезерования цилиндрических поверхностей с попутным фрезерованием может эффективно уменьшить образование заусенцев.
Кроме того, даже если образование заусенцев невозможно полностью подавить во время обработки, режущая кромка должна располагаться в положении, при котором заусенцы легко удаляются, чтобы снизить затраты на последующее удаление заусенцев.
Выбор <сильный> Т Олс
Обработка металла осуществляется путем отрезания обрабатываемой части заготовки сжатием инструмента от упруго-пластической деформации. Сам материал из алюминиевого сплава обладает большей прочностью и удлинением, и его нелегко сломать стружкой, поэтому режущая кромка инструмента должна быть острой.
Доступны острые фрезы из быстрорежущей стали, фрезы из твердого сплава (фрезы по алюминию) и фрезы из поликристаллического алмаза. Цель состоит в том, чтобы сократить время упругой деформации и пластической деформации самой заготовки, а также избежать заусенцев от разрыва обрабатываемых частей деталей.
Но в то же время большое влияние на образование заусенцев оказывает износ инструмента. Если речь идет о непрерывном массовом производстве, необходимо также учитывать износостойкость инструмента, чтобы инструмент оставался в остром состоянии в течение более длительного времени. В это время рекомендуется использовать инструмент PCD. В процессе обработки могут также использоваться специальные составные инструменты (составные фрезы, составные сверла и т. д.). Заусенцы, созданные предыдущим инструментом, могут быть удалены следующим инструментом, который может контролировать образование заусенцев, улучшая качество обработки.
Настройка параметров резки
Например:увеличьте передний угол инструмента, уменьшите толщину резания, отрегулируйте скорость резания и т. д., которые можно настроить в соответствии с реальной ситуацией.
Оптимизация пути ножа
Выход инструмента является основным фактором образования заусенцев в направлении резания. В нормальных условиях заусенец, создаваемый фрезой при вывинчивании ее из заготовки, относительно велик, а заусенец при ввинчивании в заготовку относительно мал. Поэтому во время обработки следует максимально избегать использования фрезы.
Еще один классический пример:
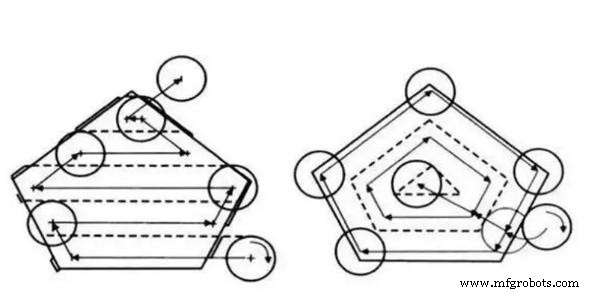
На картинке слева показан традиционный зигзагообразный путь. Заштрихованная часть на рисунке указывает на часть, которая может образовывать более крупные заусенцы в направлении резания. На изображении справа используется улучшенная траектория движения ножа, позволяющая избежать образования заусенцев при резке. Хотя путь справа немного длиннее, чем путь слева, для фрезерования требуется немного больше времени, но поскольку нет дополнительного процесса удаления заусенцев, в сочетании путь, показанный справа, лучше с точки зрения контроля заусенцев. Следуйте маршруту, показанному слева (все края, на которых расположены заусенцы, должны быть обработаны при удалении заусенцев).
Выбор смазочно-охлаждающей жидкости
Используйте смазочно-охлаждающую жидкость с хорошими антиадгезионными свойствами, чтобы уменьшить износ инструмента, продлить срок его службы, смазать процесс фрезерования и уменьшить размер заусенцев.
О другие методы
Перекрытие нескольких частей Обработка
Так, чтобы режущая кромка одной детали была близка к режущей кромке другой детали. Это не только сокращает ход резания, повышает эффективность производства, но также повышает жесткость деталей во время обработки, снижает деформацию резания и может эффективно предотвращать и уменьшать образование заусенцев.
Приложение Обработка
использование различных приспособлений для вспомогательной поддержки и заполнения на краю обработки детали. Например, при обработке небольших отверстий в тонкостенных трубных фитингах вставьте оправку в деталь и извлеките ее после сверления, что позволит избежать деформации детали и уменьшить образование заусенцев в отверстии.
Производственный процесс
- Как снизить затраты на проекты по обработке с ЧПУ
- Обработка алюминия:как эффективно обрабатывать алюминиевые сплавы
- Как снизить затраты на обработку с ЧПУ
- Как снизить стоимость обработки с ЧПУ? – Руководство для начинающих
- Как уменьшить вибрацию при фрезеровании с ЧПУ – Советы по минимизации вибрации при обработке | CNCLATHING
- Как снизить стоимость обработки детали с ЧПУ?
- Как уменьшить вибрацию и вибрацию при обработке с ЧПУ
- Высокоскоростная обработка алюминиевых фрезерных деталей
- Что такое отклонение инструмента при обработке с ЧПУ и как его уменьшить?
- Как выбрать обрабатывающий станок?