


Как уменьшить вибрацию и вибрацию при обработке с ЧПУ
Шум – это проблема, с которой время от времени приходится сталкиваться каждому оператору станка с ЧПУ. Вибрация при обработке является распространенной проблемой в производстве с ЧПУ. Фрезерование, токарная обработка или сверление заставят детали страдать от этой пытки. Это влияет на качество и эффективность обработки, ухудшает отделку деталей, повреждает и значительно сокращает срок службы концевой фрезы. Как уменьшить дребезг при обработке на станках с ЧПУ — это основная тема, которую мы обсудим далее.
 Что такое обработка болтовни?
Что такое обработка болтовни?
Вибрация при обработке, также известная как вибрация, относится к явлению нежелательной вибрации, возникающей во время операций резания в таких процессах обработки, как фрезерование с ЧПУ, токарная обработка и сверление, которое вызывает колебания на поверхности обрабатываемых деталей. Это происходит, когда заготовка и режущий инструмент вибрируют с разной частотой, и это может быть вызвано многими условиями процесса:держателями инструментов, режущими инструментами, креплениями деталей и условиями станка.
Эти вибрации могут быть нерезонансными, например, при использовании неравномерно изношенных инструментов. Нерезонансные вибрации обычно постоянны на протяжении всего цикла обработки и обычно имеют механические причины, которые легко диагностировать.
Когда вы правильно комбинируете инструменты, зажим заготовки, стратегии обработки и настройки станка для получения вибраций, равных или близких к собственной частоте станка, вы обнаружите вибрации, вызванные резонансом. Этот тип вибрации может возникать только в определенных точках траектории движения инструмента, например, в вогнутых углах.
Типы вибрации станочного инструмента и детали
Существует два типа вибрации, о которых следует знать:вибрация инструмента и вибрация заготовки. С помощью Tool Chatter ваш станок и инструменты начинают вибрировать, что затем передается на заготовку.
При вибрации заготовки стенка заготовки будет вибрировать. Последнее обычно возникает только при работе с тонкими стенками, но оно может вызвать больше или больше проблем, чем вибрация инструмента. В этой статье мы сосредоточимся на «вибрации инструмента», но вы можете попробовать использовать эти же методы для уменьшения «вибрации заготовки».
Почему нужно уменьшить количество болтовни?
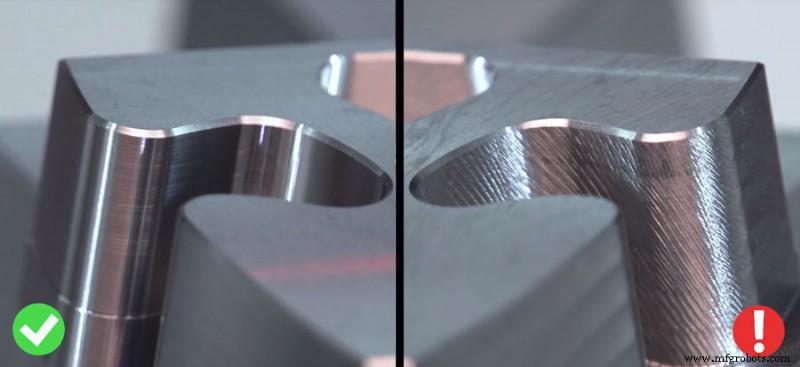
Вибрация во время обработки может привести к некачественному качеству поверхности и сокращению срока службы инструмента. На обработанной поверхности будут видны следы вибрации, обычно представляющие собой волнистые узоры или регулярные следы. Постоянный тремор может привести к неравномерному износу инструмента и даже повреждению.
Обычно можно услышать вибрацию станков с ЧПУ. Опытный механик сможет распознать болтовню по своему уникальному голосу.

Обычно 100 мкм используется в качестве критерия для оценки адекватности тремора. Если амплитуда вибрации при резании превышает 100 мкм, это может привести к ослаблению инструмента или заготовки, и фрезерование будет невозможно. Когда вибрация меньше 100 мкм, хотя механическая обработка может быть выполнена, на поверхности детали будут явные царапины от вибрации, что не допускается на поверхности готового продукта. Следовательно, вибрация при обработке должна быть ограничена в разумных пределах.
Как уменьшить вибрацию при обработке с ЧПУ?
1. Определите правильный путь инструмента
Это очень важный этап резки. Согласно инструкции, фрезерование можно разделить на фрезерование вниз и фрезерование вверх. Если направление усилия фрезерования соответствует направлению зажима заготовки, вибрация изогнутой детали может быть устранена. Фрезерный станок с ЧПУ, оснащенный шариковой или шарико-винтовой передачей, и вертикальный обрабатывающий центр очень полезны для устранения вибраций во время фрезерной обработки с ЧПУ.
При использовании обычных траекторий движения инструмента на фрезерном станке с ЧПУ степень зацепления инструментов будет варьироваться. Это может привести к чрезмерным усилиям, прилагаемым к фрезе в определенных точках траектории движения инструмента, что может вызвать вибрацию. Использование постоянной траектории инструмента для создания сетки или уменьшение глубины резания может облегчить эту ситуацию.
2. Вырезать правильно
Когда фрезерный станок с ЧПУ использует длинную и тонкую концевую фрезу для фрезерования глубокой полости, он обычно использует плунжерное фрезерование, при котором фреза подается в осевом направлении, как сверло. При фрезеровании глубоких полостей вылет длинного стержня обычно более чем в 3 раза превышает диаметр инструментального стержня. Регулировка параметров резки может быть эффективной только тогда, когда вибрация при резке не является серьезной. Обычные методы регулировки:уменьшить скорость инструмента или заготовки, уменьшить глубину реза и увеличить количество реза за один оборот. Кроме того, с легкими стружколомами используются лезвия с большими передними и задними углами. Угол режущего клина пластины наименьший при фрезеровании.

3. Выбирайте правильно Резак Инструмент запись
Режущий инструмент может сильно повлиять на вибрацию. Соображения включают правильную подложку, геометрию, покрытие и соотношение сторон. Программисты обычно склонны использовать самый большой инструмент, какой только можно разместить, но это может быть не идеальный размер инструмента. Длинные тонкие инструменты с большей вероятностью будут вибрировать (и прогибаться), чем короткие толстые инструменты. Поэтому выбирайте инструмент с наибольшим диаметром. Сведите к минимуму количество инструментов, выступающих из держателя инструмента, и убедитесь, что они надежно закреплены с высокой точностью биения. Сочетание нескольких инструментов с канавками различной формы — эффективный способ снизить вибрацию.
Кроме того, использование острых лезвий снизит силу резания фрезерного станка с ЧПУ, а своевременное поддержание стабильности инструмента и среды обработки является условием обработки, которое нельзя игнорировать.
Также важно постоянно применять правильное давление инструмента или нагрузку стружки. На фрезерных станках с ЧПУ слишком большое количество стружечных канавок может вызвать вибрацию. Можно использовать меньшее количество стружечных канавок и концевые фрезы с переменным шагом, чтобы уменьшить резонансную вибрацию, вызванную нагрузками стружки.
4. Правильный держатель инструмента:
Обычные держатели инструментов (боковой замок, двухугловой патрон и стандартный патрон ER) не могут обеспечить точность или жесткость, необходимые для высокопроизводительной обработки. Лучшим выбором является держатель инструмента, который сочетает в себе контакт торца и конуса, чтобы обеспечить высокую точность и высокую жесткость. Этот тип фиксатора входит в зацепление с прецизионно отшлифованной поверхностью шпинделя при контакте с конусом, что обеспечивает необходимую дополнительную жесткость, а также способствует демпфированию. Следует оценить баланс всех инструментов, и качество поверхности можно улучшить даже при более низких оборотах.
5. Правильная работа холдинг :
Если деталь не закреплена должным образом, сама деталь может вибрировать и вызывать дрожь. Проверьте, оказывает ли патрон, тиски, вакуумный стол или другое устройство, удерживающее заготовку, достаточное давление на заготовку. Старайтесь использовать рабочее приспособление подходящего размера, чтобы обеспечить максимально равномерное прижимное усилие к детали.
Не зажимайте только один конец длинного тонкого материала. Если это может быть проблемой, рассмотрите возможность использования большего приспособления для заготовки или другого приспособления на фрезерном станке. Рассмотрите возможность использования задней бабки или устойчивой опорной рамы на токарном станке.
При использовании тонкостенных деталей вибрация амортизирующих деталей может быть особенно сложной. Одним из способов решения этой проблемы вибрации является использование наполнителей для увеличения жесткости детали.
6. Настройка и техническое обслуживание машины:
Станок с ЧПУ должен быть размещен на прочном бетонном полу без швов, трещин и других дефектов. Рыхлые, мягкие, эластичные или поврежденные полы усугубляют дрожание станков с ЧПУ. Правильно установленные крепления или правильно отрегулированные ножки также являются основными требованиями для уменьшения дрожания.
Если вы хотите сохранить хорошее качество поверхности и жесткие допуски на плохо обслуживаемых станках, вам необходимо устранить механические проблемы, кроме перечисленных здесь. Регулярно проводите техническое обслуживание оборудования для обеспечения оптимальной производительности.
Производственный процесс
- Отклонение инструмента при обработке с ЧПУ
- Стратегии уменьшения отклонения инструмента при обработке с ЧПУ
- Как снизить затраты на проекты по обработке с ЧПУ
- Как проектировать детали для станков с ЧПУ
- Как угловой радиус влияет на обработку с ЧПУ
- Как сделать жесткие допуски деталей с ЧПУ
- Как уменьшить отказ инструмента с помощью обнаружения поломки инструмента с ЧПУ
- Как снизить затраты на обработку с ЧПУ
- Как снизить стоимость обработки детали с ЧПУ?
- Что такое отклонение инструмента при обработке с ЧПУ и как его уменьшить?