


Что такое литье в песчаные формы? | Ступени для литья в песчаные формы | Плюсы
Что такое литье в песчаные формы?
В литье в песчаные формы , расплавленный металл заливается в полость одноразовой песчаной формы под действием силы тяжести или силы, где он затвердевает, образуя деталь формы полости. Трехмерный объект, сформированный в результате этого процесса, также называется литьем. Чаще всего для литья в песчаные формы используются блоки цилиндров и головки цилиндров.

Это наиболее широко используемое металлическое литье. производственный процесс, на который приходится значительный процент от общего веса отливок. В процессе литья в песчаные формы материал нагревают до нужной температуры, чтобы расплавить, а иногда и обрабатывают, чтобы изменить химический состав для достижения требуемых свойств материала. Затем расплавленный металл заливают в форму с полостью нужной формы для охлаждения и затвердевания.
Чтобы производить отливки в песчаные формы самого высокого качества с наименьшими возможными затратами, проектировщики должны уделять пристальное внимание нескольким технологическим требованиям и понимать ограничения литья в песчаные формы. Существует 8 ключевых элементов литья в песчаные формы, а именно угол наклона, линия разъема, поднутрения и стержни, поперечные сечения, толщина стенки, углы и углы, конструкция соединения, допуск на литье, которые необходимо учитывать, чтобы избежать распространенных ошибок. инженеры-механики сталкиваются во время процесса литья в песчаные формы.
Дефекты или недостатки будут проблемой, только если они влияют на функциональность детали. Таким образом, выбор подходящего производственного процесса жизненно важен для удовлетворения функциональных требований детали.
Характеристики литья в песчаные формы
Отливка в песчаные формы является наиболее универсальным среди методов производства и дает инженерам свободу проектирования сложных деталей из неограниченного количества металлов и сплавов.
- С помощью этого процесса производится более 70 % всех металлических отливок.
- Отливка в песчаные формы может производиться в широком диапазоне размеров от небольших статуй до деталей весом более 100 тонн.
- Очень сложные детали можно легко изготовить цельными.
- Низкая точность размеров
- Плохая отделка поверхности
- Хорошо адаптируется и может использоваться для массового производства.
Как работает процесс литья в песчаные формы?
Элементы системы литников
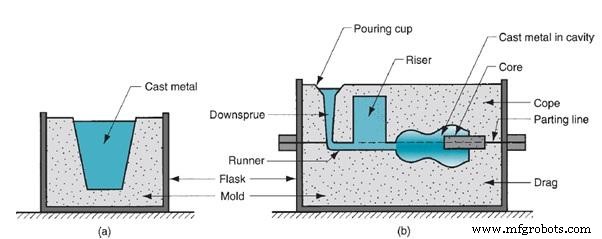
Одним из наиболее распространенных процессов литья металлов является литье в песчаные формы, и его форма состоит из двух половин. Внутри коробки, называемой флягой, находятся две половины, верхняя половина называется колпаком, а нижняя половина называется перетаскиванием. Как показано на изображении ниже, колба также разделена на две половины. Линия, разделяющая две половины, называется линией разъема.
Этапы литья в песчаные формы
Ниже приведены семь основных этапов цикла литья в песчаные формы.
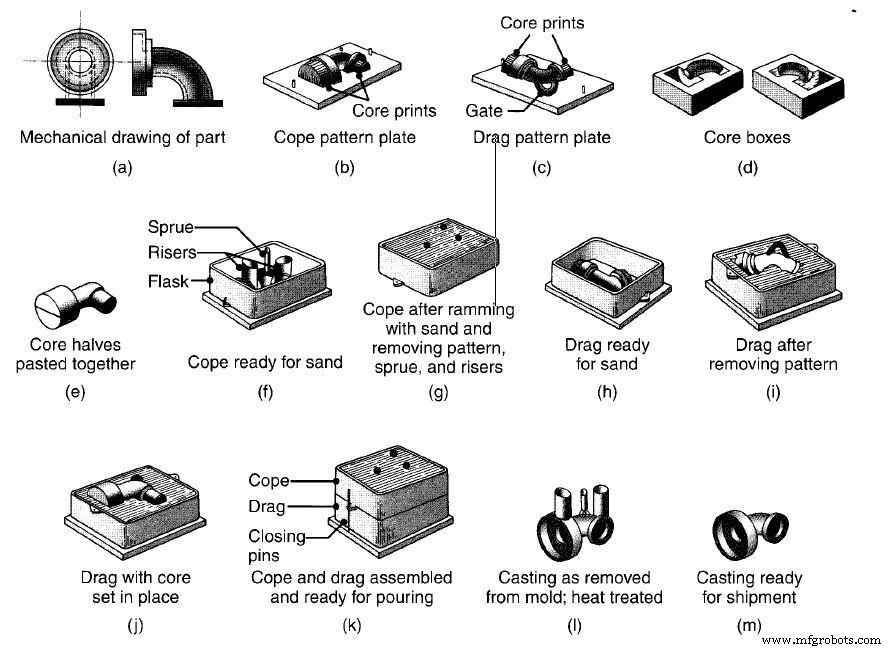
- Шаг i создания выкройки n точная копия отливаемого объекта должна быть изготовлена из подходящего материала. Размер шаблона обычно увеличен, чтобы учесть усадку металла на этапе охлаждения.
- На этапе изготовления формы песчаная форма формируется путем упаковки песка в форму вокруг рисунка. Песчаная форма разделена на две половины, верхняя половина называется «Коуп», а нижняя часть называется «Перетаскивание». При удалении шаблона из полости образуются остатки для заливки расплавленного металла. Форма будет иметь другие функции, такие как литник, направляющие, ворота, разливочный стакан, стояк и т. д., которые подробно обсуждаются позже.
- Зажим Этап включает в себя две половинки пресс-формы Cope и Drag, надежно скрепленные вместе, готовые к заливке металла.
- Заливка расплавленный металл поддерживается при заданной температуре. Расплавленный металл заливают быстро, чтобы избежать преждевременного затвердевания и
- Залитый расплавленный металл начнет остывать и затвердеть, как только он окажется внутри полости. Большинство возможных дефектов литья в песчаные формы возникают на этой стадии затвердевания.
- По истечении периода охлаждения форму можно вытряхнуть/отломать. и кастинг
- Обрезка включает в себя очистку и удаление секции, которая соединяется с основной деталью, такой как направляющая, литник и т. д.
Преимущества и недостатки литья в песчаные формы
Чтобы понять любой производственный процесс, во-первых, необходимо тщательно рассмотреть не только его преимущества, но и, что важно, его потенциальные ограничения и трудности процесса.
Преимущества
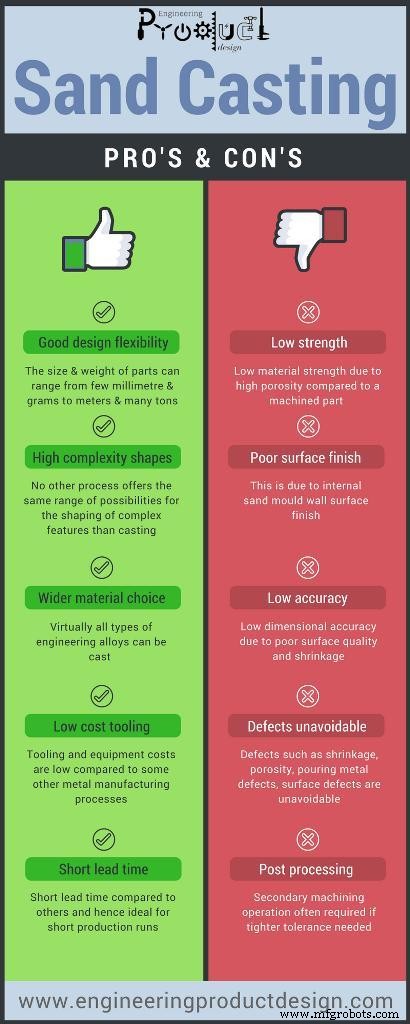
- Гибкость дизайна — Размер и вес деталей может варьироваться от нескольких миллиметров и граммов до метров и многих тонн. Размер и вес отливки ограничиваются только ограничениями, налагаемыми обращением с расплавленным металлом и его подачей. Следовательно, можно производить большие детали.
- Формы высокой сложности – Ни один другой процесс не предлагает такого же диапазона возможностей для формирования сложных элементов, как литье, при котором получаются детали почти чистой формы.
- Более широкий выбор материалов — Практически все типы технических сплавов можно отливать, если их можно расплавить.
- Недорогой инструмент – Затраты на инструменты и оборудование низкие по сравнению с другими процессами производства металлов. Следовательно, это один из самых дешевых методов получения компонентов, близких к чистой форме.
- Короткое время выполнения — Короткое время выполнения по сравнению с другими и, следовательно, идеально подходит для небольших производственных циклов.
- Меньше отходов – Металлолом можно переработать.
Недостатки
- Низкая прочность материала — Низкая прочность материала из-за высокой пористости по сравнению с обработанной деталью.
- Низкая размерная точность – Усадка и точность размеров отделки поверхности очень плохие.
- Плохая отделка поверхности — Из-за внутренней текстуры поверхности песчаной формы.
- Дефекты неизбежны Как и в любом другом металлургическом процессе, дефекты или изменения качества, такие как усадка, пористость, дефекты заливки металла, дефекты поверхности, неизбежны. Пористость литья в песчаные формы высока по сравнению с другими процессами литья, такими как литье под давлением и литье по выплавляемым моделям.
- Постобработка — Вторичная обработка часто требуется, если требуется более жесткий допуск для сопряжения с другими сопрягаемыми деталями. Стоимость обработки высока по сравнению со стоимостью инструментов и материалов.
- Более высокий риск – Угрозы безопасности для людей и экологические проблемы.
- Производственные проблемы – Удаление рисунка тонких и мелких деталей затруднено
Рекомендуемое чтение
- Калпакджян С. и Шмид С. Р. (2009 г.). Производственная техника и технологии (Шестое изд.). Лондон:Пирсон.
Производственный процесс
- Что такое литье в одноразовые формы?
- Литье в песчаные формы против центробежного литья
- Литье в песчаные формы и литье под давлением:в чем разница?
- Литье в песчаные формы и ковка
- Что такое литье в песчаные формы?
- Что такое кастинг CI?
- Литейный песок для промышленного использования
- Что такое формовочный песок?
- Что такое изделия для литья по выплавляемым моделям?
- Что такое машина для литья под давлением?