


Что такое кастинг?
Трансляция
Формование жидкого металла или литье обычно относится к способу механической обработки, при котором жидкий металл заливают в литейную полость, подходящую по форме и размеру детали, а затем охлаждают и затвердевают для получения заготовки или детали.
Технологический процесс
Жидкий металл-заполнение-затвердевание литейных форм деталей
Технологические характеристики:
• Возможно изготовление деталей сложной формы, особенно деталей со сложным энтоцеле.
• Высокая адаптация. Почти нет ограничений по типу сплава и размеру деталей.
• Широкий источник сырья, переработка отходов литья и низкие инвестиции в оборудование.
• Высокий уровень отходов, плохое качество поверхности и плохие условия труда.
Классификация актеров
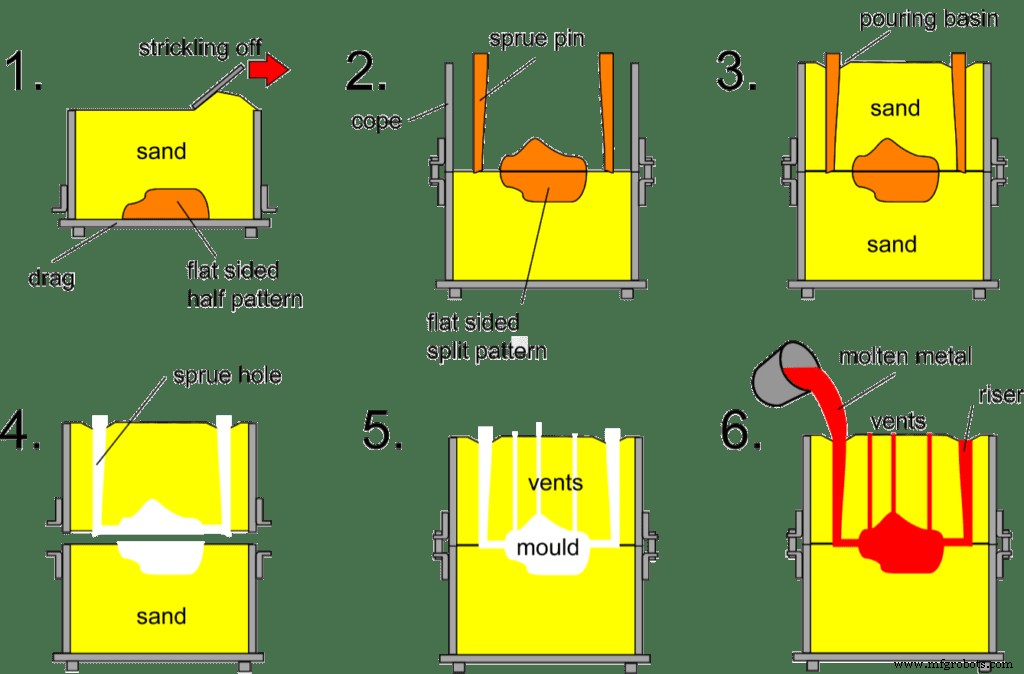
Литье в песчаные формы
Это относится к способу литья, при котором детали изготавливаются из песчаной формы. Он широко используется в отливках из стали, чугуна и большинства цветных сплавов.
Технологический процесс литья в песчаные формы
Технологические характеристики литья в песчаные формы
• Подходит для заготовок сложной формы, особенно сложной энтоцеле.
• Широкая адаптация и низкая стоимость.
• Для некоторых материалов с плохой пластичностью (например, чугуна) литье в песчаные формы это единственный способ сделать связанную деталь или заготовку.
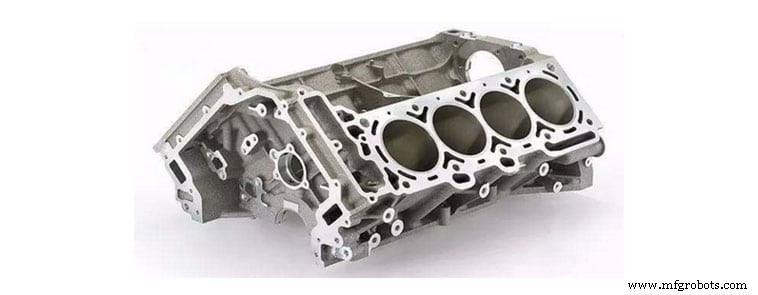
Литье в песчаные формы Приложение
Блок двигателя автомобиля, головка блока цилиндров, коленчатый вал и другие отливки.
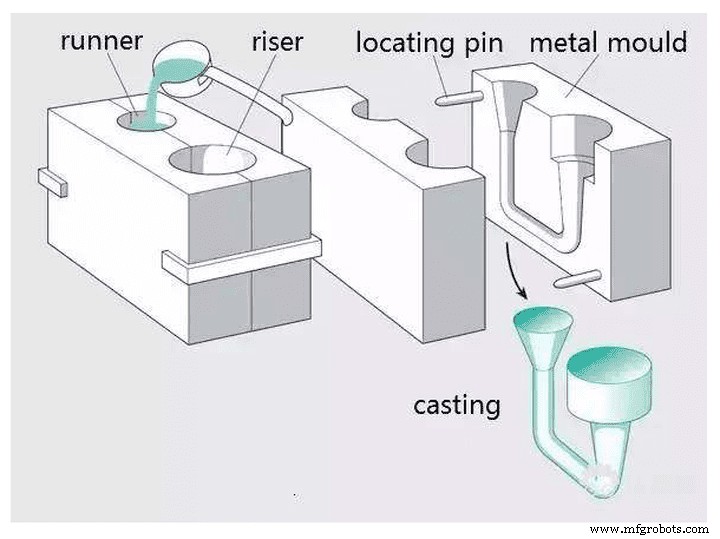
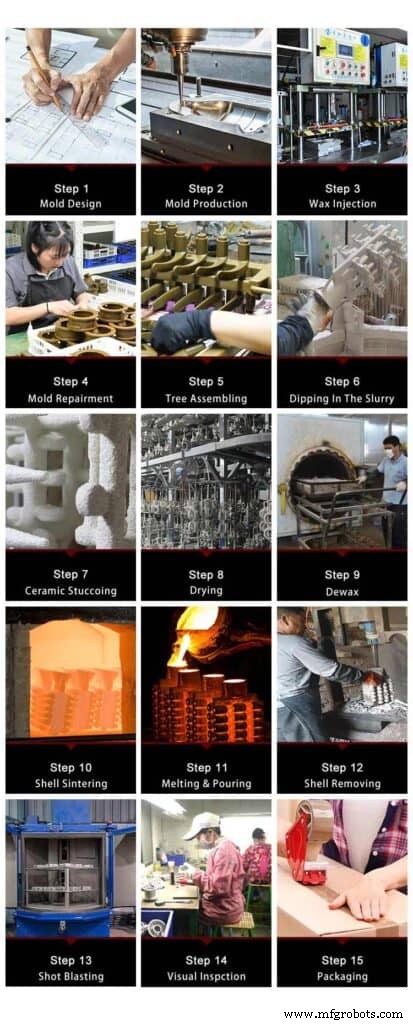
Литье по выплавляемым моделям

Литье по выплавляемым моделям обычно относится к методу литья, при котором форма изготавливается из легкоплавких материалов, а поверхность формы покрывается несколькими слоями огнеупорного материала для изготовления оболочки.
Затем форму расплавляют и выгружают из оболочки, чтобы получить отливку без поверхности разделения, а песок можно заполнить после высокотемпературного обжига.
Технологический процесс литья в песчаные формы
Технологические характеристики литья по выплавляемым моделям
Преимущества
• Высокая точность размеров и геометрии.
• Высокая шероховатость поверхности.
• Можно изготавливать отливки сложной формы, а количество исходных сплавов для литья не ограничено.
Недостатки
Сложный рабочий процесс и высокая стоимость.
Приложение
Литье по выплавляемым моделям подходит для тех деталей, которые требуют сложной формы, высоких требований к точности или других мелких деталей литья, которые могут быть изготовлены только с помощью литья по выплавляемым моделям, таких как лопатки турбинных двигателей и т. д.
Литье под давлением

Литье под давлением Технологические характеристики
преимущества
• Жидкий металл выдерживает высокое давление, а скорость потока при литье под давлением высокая.
• Хорошее качество продукции, стабильные размеры и хорошая взаимозаменяемость.
• Высокая эффективность производства и переработка форм для литья под давлением.
• Предпочтение массовому производству и хорошая экономическая отдача.
недостатки
• Литье деталей под давлением легко дает оттенок устьиц и пористость.
• Литье под давлением имеет низкую пластичность и не подходит для работы в условиях нагрузки и вибрации.
• Срок службы литья под давлением сплава с высокой температурой плавления низок, что влияет на расширение производства литья под давлением.
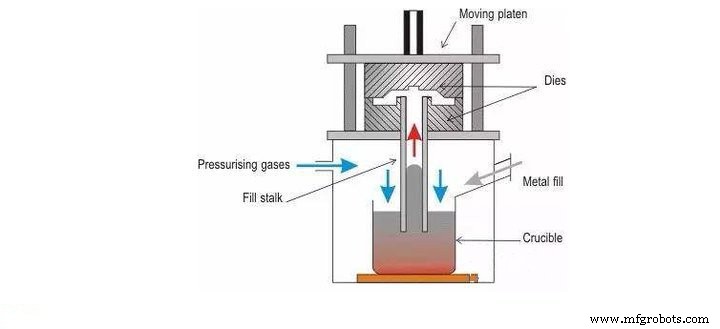
Литье под низким давлением
Это метод заполнения литейной формы жидким металлом под низким давлением (0,02 ~ 0,06 МПа) и кристаллизации под давлением для формирования отливки.
Литье под низким давлением Технологический процесс
Литье под низким давлением Технологические характеристики
• Давление и скорость литья можно регулировать, поэтому их можно применять для всех видов литейных форм (таких как металлические формы, песчаные формы и т. д.), для литья всех видов сплавов и отливок всех размеров.
• Отливка кристаллизуется под давлением. Плотная структура отливки, четкие очертания, гладкая поверхность и высокие механические свойства благоприятны для отливок, особенно крупных тонкостенных деталей.
• Если не использовать подающую головку, коэффициент использования металла может возрасти до 90–98%.
• Низкая трудоемкость, хорошие условия труда, простое оборудование, легко реализуемая механизация и автоматизация.
Приложение
Литье под низким давлением обычно применяется в традиционных изделиях, таких как головка блока цилиндров, ступица колеса и рейка цилиндра.
Центробежное литье

Это метод литья, при котором металлическая жидкость заливается во вращающуюся литейную форму, заполняется литейной формой и затвердевает под действием центробежной силы.
Центробежное литье Технологический процесс
Центробежное литье Технологические характеристики
Преимущества
• Металлоемкость литниковой системы и стояка практически отсутствует. Производительность процесса значительно увеличивается.
• Нет необходимости использовать литейный стержень при производстве полых отливок. В результате можно значительно улучшить заполняемость металлом при производстве длинных трубчатых отливок.
• Отливка имеет более высокую плотность, меньшую пористость, шлакообразование и другие дефекты, более высокие механические свойства.
• Простые в изготовлении отливки из композитных металлов, такие как цилиндр и гильза.
Недостатки
• Есть лимиты на производство профильных отливок.
• Диаметр внутреннего отверстия отливки неточный, поверхность шероховатая, качество низкое, припуск на обработку большой.
• Центробежное литье позволяет легко производить сегрегацию по удельному весу.
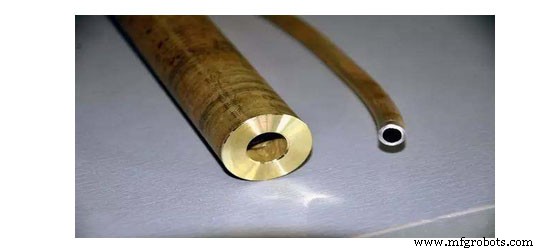
Центробежное литье Приложение
Центробежное литье впервые было использовано при производстве литых труб. Он используется в металлургии, горнодобывающей промышленности, транспортном, дренажном и ирригационном машиностроении, авиации, национальной обороне, автомобилестроении и других отраслях промышленности для производства отливок из стали, железа и нежелезных углеродных сплавов. Производство чугунных труб, гильз цилиндров двигателей внутреннего сгорания и отливок гильз валов является наиболее распространенным.

Вакуумное литье под давлением:
Усовершенствованный процесс литья под давлением, который устраняет или значительно уменьшает воздушные отверстия и растворенные газы в литье под давлением путем удаления газов из полостей литья под давлением во время литья под давлением, тем самым улучшая механические свойства и качество поверхности литья под давлением.
Технологические характеристики :
Вакуумное литье под давлением преимущества :
• Устраните или уменьшите количество воздушных отверстий в литье под давлением, улучшите механические свойства и качество поверхности литья под давлением, а также улучшите характеристики покрытия.
• Для уменьшения противодавления полости можно использовать сплав с более низким удельным давлением и плохими литейными характеристиками. Большие отливки можно отливать под давлением с помощью небольших машин.
• Улучшены условия наполнения, а более тонкие отливки могут быть отлиты под давлением.
Вакуумное литье под давлением недостатки:
• Сложная структура пресс-формы, сложное изготовление и настройка делают ее дорогостоящей.
• Если вакуумное литье под давлением плохо контролируется, эффективность будет едва удовлетворительной.
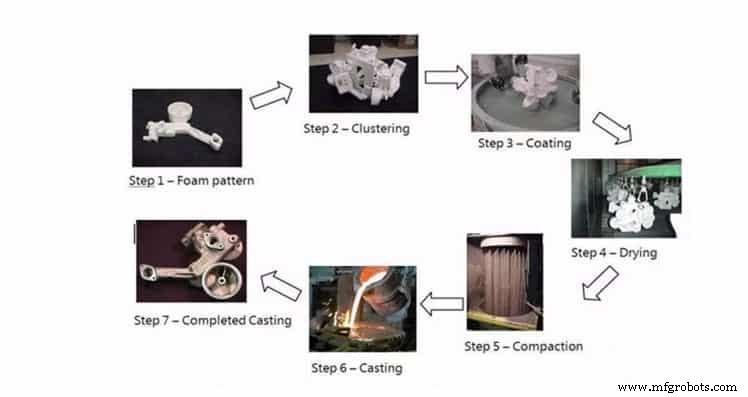
Литье по газифицируемым моделям (литье в полости):
Это отливка нового типа, которая связывает модели из парафинового воска или пены, которые имеют такой же размер и форму, как отливки, в кластеры. Почистите огнезащитное покрытие и высушите его, закопайте в сухой кварцевый песок и провибрируйте модель.
При литье под отрицательным давлением модель газифицируется, место модели занимает жидкий металл, и, наконец, литье будет производиться после затвердевания при охлаждении.
Технологические характеристики:
• Высокая точность литья, отсутствие песчаного стержня, что сокращает время производства.
• Отсутствие поверхности разъема, гибкая конструкция, высокая степень свободы
• Чистое производство и отсутствие загрязнения.
• Снижение инвестиций и производственных затрат.
Литье по газифицируемым моделям Применение:
<сильный> Подходит для прецизионных отливок различных размеров со сложной структурой, без ограничений по типу сплава и партии продукции. Например, коробка двигателя из серого чугуна и колено из высокомарганцовистой стали.
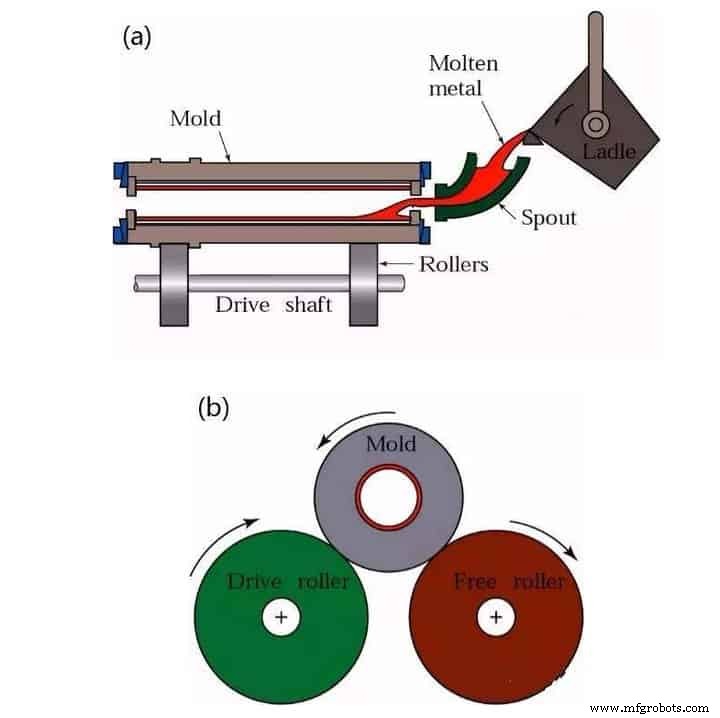
непрерывный кастинг:
Это передовой метод литья, при котором расплавленный металл непрерывно заливают в специальную металлическую форму, называемую формой. Затвердевшую (покрытую коркой) отливку непрерывно вытягивают с другого конца формы, чтобы получить отливку любой длины или заданной длины.
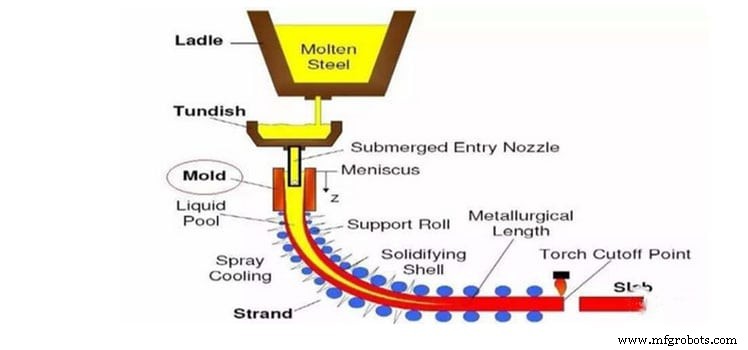
Технологические характеристики:
• Хорошие механические свойства благодаря быстрому охлаждению металла, компактному кристаллу и однородной структуре.
• Экономия металла и повышение доходности.
• Таким образом, трудоемкость снижается для упрощения процесса, исключения моделирования и других процессов.
• Непрерывное литье помогает улучшить работу механизмов и автоматизации и повысить эффективность производства.
непрерывный кастинг Приложение:
Непрерывное литье можно использовать для длинных отливок неизменной формы из стали, железа, медных сплавов, алюминиевых сплавов, магниевых сплавов, таких как слитки, плиты, стержневые заготовки, трубы и т. д.
Промышленные технологии
- Что такое литье в одноразовые формы?
- Литье по пропитке и литье в полную форму:в чем разница?
- Что такое кастинг? - Определение| Виды литья
- Что такое литье в песчаные формы?
- Что такое кастинг CI?
- Что такое формовочный песок?
- Что такое изделия для литья по выплавляемым моделям?
- Что такое машина для литья под давлением?
- Что такое литье металла по выплавляемым моделям?
- Что такое литье по выплавляемым моделям?