


Дизайн металлического литья — срок службы литья
Качественное литье из инженерных металлов
Хороший дизайн литья металла означает создание простейшей формы, которая позволит получить желаемую форму. Этот процесс требует экспертных знаний о металлах и методах литья, чтобы найти лучшее соотношение цены и качества в качественном литье.
Конечным пользователям часто необходимо знать, как поведет себя литой металлический предмет при ударе, в различных тепловых условиях и, что наиболее важно, под нагрузкой. Будет ли он деформироваться, трескаться или деформироваться со временем? Эти механические требования определяют, какой металл лучше всего подходит для продукта. Металлические конструкции также могут потребовать определенной степени отделки по эстетическим или механическим причинам. Инженер или дизайнер выбирает металлы и методы литья, отвечающие этим потребностям, и создает дизайн, используя свой опыт того, как материал и метод влияют друг на друга в литейном производстве. Знание поведения металла в жидком, охлаждающемся и твердом состояниях важно при создании конструкции, которая сведет к минимуму проблемы на производстве.
Переменные в дизайне металлического литья

Литье металл
Есть четыре основных характеристики металла, которые влияют на результат проектирования отливки:
- Плавность легкость, с которой различные металлы текут в расплавленном состоянии. Чем более жидким является металл, тем лучше он может захватывать мелкие детали в форме.
- Усадка скорость сжатия расплавленного металла при его охлаждении из жидкого состояния. Жидкостная усадка описывает скорость сжатия, когда металл впервые начинает остывать, усадка при затвердевании описывает момент времени, когда металл начинает замерзать из жидкого состояния в твердое, а усадка твердого тела, когда металл затвердевает. Эти скорости могут предсказать деформации и дефекты, которые могут возникнуть во время охлаждения. Если части конструкции замерзают намного быстрее других, это может нарушить целостность отливки.
- Формирование шлака или окалины описывает наличие неметаллических включений в отливке и их допустимость (поверхность) или вредность (подповерхность).
- Температура заливки – температура, при которой данный сплав можно разливать; чем горячее металл, тем больше производственных проблем возникает.
Теплообмен
Две разные скорости теплопередачи влияют на скорость затвердевания металла в форме. Одна — это рассеивание тепла металла через себя, а другая — скорость теплопередачи от места соприкосновения отливки с формой. Эти скорости помогают определить общий перепад температур в отливке, а также дифференциальное охлаждение, которое может произойти, когда секции отливки сначала изменяют состояние.
Модели затвердевания
Обычно отливка остывает быстрее там, где она касается формы, кристаллизуясь от края внутрь. Знание скорости кристаллизации, теплопередачи и усадки данного металла позволяет инженеру или металлургу предсказать характер кристаллизации в отливке. Чтобы свести к минимуму проблемы с усадкой, формы разрабатываются с учетом этих закономерностей затвердевания. Части пресс-формы можно охлаждать с помощью холода, чтобы вызвать более быструю усадку в сечении. Другие части отливки могут быть соединены с резервуарами, называемыми стояками, которые медленно подают жидкий металл в охлаждающуюся отливку, чтобы предотвратить образование полостей при усадке затвердевающего металла.
Изменения формы и размера раздела
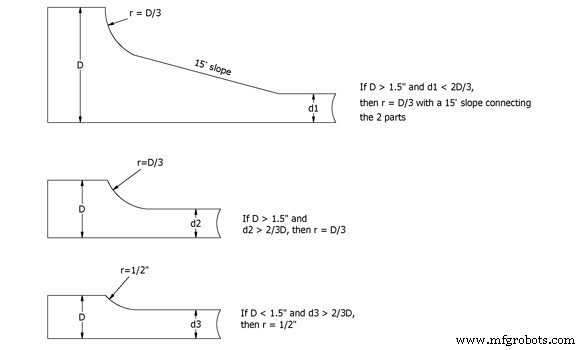
Горячие точки в охлаждаемых отливках могут образовываться при увеличении толщины материала. Там, где это возможно, полезно проектировать отливки одинаковой толщины, но когда это невозможно, конструкции могут минимизировать деформации, постепенно изменяя наклон стенок и следя за тем, чтобы во всех местах сохранялась минимальная толщина металла.
Соединения между разделами
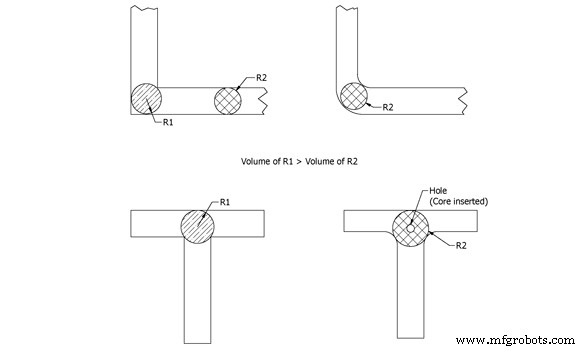
Инженеры учитывают острые углы в местах соединения секций при выборе толщины отливки. Если проектировщик не будет осторожен, две или более секций отливки, которые соединяются вместе, могут создать больший объем металла в точке пересечения секций. Если дизайнер сгладит эти углы, скруглив их от острых углов, этот объем можно сделать более согласованным с металлическими объемами с обеих сторон.
Стабильность формы
Литейная форма должна быть в состоянии справиться с поведением металла во время его охлаждения. Расширение, сжатие и выделение газов (газы, выделяющиеся из формы во время заливки и попадающие в затвердевающую отливку) — все это возможно в зависимости от используемого металла. Материалы, используемые в пресс-форме, должны выдерживать металл во всех состояниях, без разрушения или разрушения.
Возможность отделки поверхности
Различные методы литья дают разную отделку. Если продукт нуждается в тонкой отделке, процессы формования обычно обходятся дороже. В некоторых случаях прецизионная отделка требуется только для части изделия, а часть отливки может быть обработана после того, как она была извлечена из формы:в этих случаях металл должен легко поддаваться механической обработке. Очень гладкая поверхность, как правило, получается в результате более интенсивных и, следовательно, более дорогих процессов формования, но для больших объектов это дешевле, чем обработка всей поверхности.
Другие особенности конструкции формы

Чтобы получить превосходную отливку по хорошей цене, дизайнер должен свести к минимуму или исключить дорогостоящие стержни, глубокие уклоны и неравномерное разделение.
Черновики
Уклоны относятся к конусности на вертикальных стенках отливки. Это необходимо для того, чтобы шаблон, являющийся «позитивным» изображением проектируемого объекта, можно было удалить, не нарушая стенок формы.
Ядра
Стержни используются для создания преднамеренных отверстий или пустот внутри отливки. Они предназначены для сжигания во время формования или последующего вытряхивания. Их производство часто обходится дорого, и в некоторых конструкциях их можно избежать, изменив «линию разъема» формы или ориентацию отливки.
Разделительные линии
Линии разъема создаются там, где соединяются две половины пресс-формы. Подступенки и ворота часто располагают вдоль линии разъема, поэтому после снятия отливки могут потребоваться дополнительные металлоконструкции для снятия лишнего материала. Также могут быть протечки металла в линии разъема, обычно тонкие и плоские:это называется заусенцем, и удаление заусенца является обычным шагом после литья.
Превосходство в дизайне кастинга
При проектировании металлического литья понимание взаимосвязи между материалами и методами является ключом к созданию качественного и ценного продукта. Зависимости между металлом и формой сложны. Знание механических свойств, необходимых для конечного продукта, повлияет на то, какой металл потребуется; поведение металла в жидком, охлаждающемся и твердом состояниях будет определять некоторые потребности пресс-формы. Например, металлы с меньшей текучестью могут лучше работать в формах с меньшим количеством мелких деталей:металлы, которые очень хрупкие при охлаждении, могут быть менее подходящими для конструкций с острыми краями, склонными к выкрашиванию. Требуемая температура плавления также будет определять сложности процесса в литейном цехе — например, высокая температура плавления стали требует более высокого уровня контроля и точности на протяжении всего процесса литья. Опыт и общение между дизайнерами, инженерами и слесарями могут помочь создать превосходный продукт по самой низкой цене.
Предыдущий пост:ВведениеПроцесс литья металлаСледующий пост:Прототипирование
Производственный процесс
- Степлер
- Проектирование стробирующей системы | Кастинг | Производство
- 8 часто используемых металлов в литье
- Что такое кастинг? - Определение| Виды литья
- Что такое литье металлов? - определение, типы и процесс
- Определение металлического литья, типы и процессы
- Знать о процессе литья металла
- Быстрое литье металлов:преимущества и области применения
- Что такое литье металла по выплавляемым моделям?
- 4 распространенных типа процессов литья металлов