


Степлер
<час />
Фон
Существует практически столько же типов степлеров, сколько их применений. Степлеры выпускаются для использования в:производстве мебели; медицинские области; ковровая прихватка; монтаж электропроводки и изоляции; изготовление фоторамки и, конечно же, дома или в офисе.
Размер степлеров также варьируется - от мини-степлера (размером с палец) до степлера, требующего использования двух рук. И хотя определенного стандартного размера скоб нет, основной бытовой (офисный) тип - с сечением проволоки. 017 дюйма в диаметре - обычно считается типичным. Средний универсальный степлер работает с усреднением размеров проволоки. 050 дюйма в диаметре. В степлерах, используемых в строительной отрасли, используется то, что напоминает гвозди в предварительно загруженных магазинах (пакетах) - аналогично боеприпасам для огнестрельного оружия и, вероятно, почти так же смертельно опасно на близком расстоянии.
Даже с возможностью десятков применений степлеры наиболее часто используются для переплета многостраничных документов и других подобных офисных задач. Они чрезвычайно недороги:«типичный» домашний или офисный степлер стоит менее 10 долларов, а пачка из 5000 скоб - менее 2 долларов.
Сырье
Степлер состоит из множества компонентов, большинство из которых представляют собой металлические штамповки и детали пружинного типа. Основные компоненты типичного домашнего или офисного степлера включают основание; наковальня (металлическая пластина, на которую вы кладете документ, который хотите сшить); магазин (в котором хранятся скобы); металлическая головка (закрывающая магазин); и подвеска (которая приварена к основанию и удерживает штифт, соединяющий магазин и основание). Заклепки используются для удержания деталей вместе, а стержень является точкой шарнира для верхней и нижней половин. Также используются резиновые и пластмассовые материалы, которые улучшают качество продукта и делают степлер эстетически привлекательным. Пружины в сшивателе обычно выполняют две отдельные задачи:они удерживают ряд скоб на направляющей в линию и готовы к использованию, а также возвращают лезвие плунжера в исходное верхнее положение. (Лезвие поршня действует как гильотина, отделяя одну-единственную скобу от ряда скоб каждый раз, когда она сжимается.)
Самые последние степлеры почти полностью изготавливаются из пластика. Однако в настоящее время наиболее популярными степлерами по-прежнему остаются металлические. Таким образом, далее основное внимание уделяется металлическому степлеру и способу его изготовления.
Производственный
процесс
Хотя степлеры производятся для различных целей и имеют столько же размеров, основные принципы работы каждого из них остаются неизменными, а главные компоненты (пружины, штамповки, заклепки, молдинги и штифты) после сборки остаются неизменными. собраны для создания аналогичных готовых изделий.
Формирование пружин
- 1 В базовом степлере используются пружины двух типов:спиральные и листовые. Винтовая пружина изготовлена из металла, который способен выдерживать постоянное давление и отпускание, сохраняя при этом свою форму. Материал винтовой пружины наматывается соответствующим образом
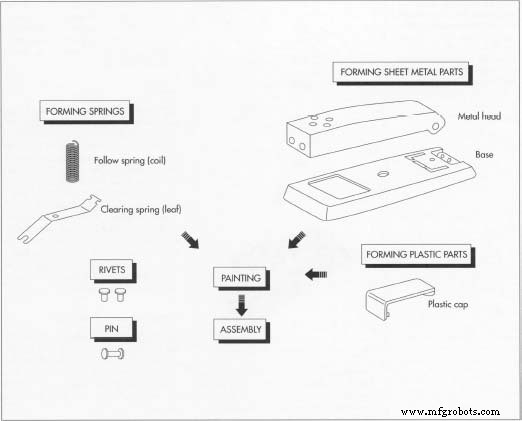 Детали сшивателя формируются различными способами перед тем, как соединиться в готовый элемент. Винтовые пружины, такие как ведомая пружина, наматываются на стержни и подвергаются термообработке, в то время как пластинчатые пружины, такие как очищающая пружина, скручиваются или сгибаются до их надлежащей формы. Детали из листового металла, такие как головка и основание, обычно штампуются между пуансоном и матрицей, в то время как пластиковые детали могут быть отлиты под давлением. размер стержня (аналогично наматыванию тонкой проволоки на карандаш), а затем термообработка для изменения характеристик металла - изменений, которые придают металлу «эластичность». Термообработанная спиральная пружина может быть растянута и прижата друг к другу в разумных пределах и при этом вернуться в исходное состояние. Хорошим примером винтовой пружины является следящая пружина который связывает случай с блоком отслеживания - металлический элемент в магазине, который удерживает скобы на одном конце магазина.
Детали сшивателя формируются различными способами перед тем, как соединиться в готовый элемент. Винтовые пружины, такие как ведомая пружина, наматываются на стержни и подвергаются термообработке, в то время как пластинчатые пружины, такие как очищающая пружина, скручиваются или сгибаются до их надлежащей формы. Детали из листового металла, такие как головка и основание, обычно штампуются между пуансоном и матрицей, в то время как пластиковые детали могут быть отлиты под давлением. размер стержня (аналогично наматыванию тонкой проволоки на карандаш), а затем термообработка для изменения характеристик металла - изменений, которые придают металлу «эластичность». Термообработанная спиральная пружина может быть растянута и прижата друг к другу в разумных пределах и при этом вернуться в исходное состояние. Хорошим примером винтовой пружины является следящая пружина который связывает случай с блоком отслеживания - металлический элемент в магазине, который удерживает скобы на одном конце магазина. - 2 Пластинчатые пружины, напоминающие трамплин, обычно изготавливаются путем сгибания или скручивания (легкого скручивания) тонкого стального листа с последующим его осторожным нагреванием до температуры, вызывающей внутренние напряжения. Если нарезать морковь тонкими продольными полосками, а затем положить их в ледяную воду, полоски скручиваются; тот же эффект наблюдается при правильной термообработке пружин. Сталь сохраняет скрученное или плоское положение и сопротивляется любому изгибающему движению, приложенному к ней. Одним из примеров листовой рессоры является очищающая пружина часть на нижней стороне степлера, позволяющая отсоединить основание от верхнего узла (магазин и металлическая головка).
Штамповка деталей
- 3 Штамповки обычно изготавливаются из плоского листового металла различной толщины, который помещается между пуансоном и матрицей. Когда пуансон давит на материал, он «вырывает» кусок материала (форму пуансона) из листа. Похожий принцип применяется при использовании формочки для печенья на раскатанном тесте. Штамповочный материал также может быть в
 Штифты, штампы и пружины собираются поэтапно, а затем собираются вместе с верхней и нижней половинами рамка степлера. Последними должны быть собраны резиновые накладки на ножки (лантискид) и пластмассовый колпачок с защелкой. в виде мотка материала, напоминающего рулон бумажного полотенца. (Тип и толщина материала зависят от конфигурации изготавливаемой детали). Змеевик позволяет автоматически подавать материал через пуансон и матрицу с помощью питателя рулонов. Катушка постепенно разматывается по мере вытеснения из нее деталей. Это очень экономичный способ массового производства штамповок, поскольку он не требует от оператора удерживания материала между пуансоном и матрицей. Большинство основных металлических компонентов, помимо пружин и заклепок, таких как основание, металлическая головка и наковальня, изготавливаются таким образом.
Штифты, штампы и пружины собираются поэтапно, а затем собираются вместе с верхней и нижней половинами рамка степлера. Последними должны быть собраны резиновые накладки на ножки (лантискид) и пластмассовый колпачок с защелкой. в виде мотка материала, напоминающего рулон бумажного полотенца. (Тип и толщина материала зависят от конфигурации изготавливаемой детали). Змеевик позволяет автоматически подавать материал через пуансон и матрицу с помощью питателя рулонов. Катушка постепенно разматывается по мере вытеснения из нее деталей. Это очень экономичный способ массового производства штамповок, поскольку он не требует от оператора удерживания материала между пуансоном и матрицей. Большинство основных металлических компонентов, помимо пружин и заклепок, таких как основание, металлическая головка и наковальня, изготавливаются таким образом.
Формовка тормоза
- 4 После штамповки детали обычно придают форму. Если форма сложная, используется другой тип пуансона и матрицы. Материал также можно нагреть, чтобы смягчить его, что позволит ему легче сгибаться. Большинство деталей сшивателя имеют квадратные углы, поэтому обычно материал изгибается под углом 90 градусов. Теперь есть машины, которые выполняют процессы штамповки и торможения во время одной и той же операции; они одновременно вырубают формы и сгибают их, чтобы получились подходящие детали. Это устраняет необходимость в установке и использовании различных машин для изготовления всех деталей.
Заклепки
- 5 Заклепка обычно изготавливается из довольно прочного стального материала, но она также должна обладать некоторой эластичностью. Заклепка предназначена для удержания деталей на месте, как винт и гайка, за исключением того, что заклепка является цельной и не может быть легко разобрана. Один конец обычно имеет головку (как гвоздь или винт), а другой конец обычно полый (частично или по всей длине). Заклепки изготавливаются путем отрезания куска прутка и его ковки для получения желаемой конфигурации. Ковка - это процесс, аналогичный штамповке, за исключением того, что исходный материал уже почти до нужного размера. Ковка минимально изменит размер и форму; однако прочность материала значительно увеличивается.
Создание пластиковых молдингов
- 6 Пластиковые детали степлеров изготавливаются методом литья под давлением, при котором жидкий пластик впрыскивается в матрицу. Жидкость стекает в открытую пустоту и затем охлаждается. По мере охлаждения штампа пластик затвердевает и принимает форму штампа. Матрица открывается, и деталь удаляется.
Изготовление булавки
- 7 Штифт - это немного больше, чем кусок прутка, отрезанный до определенной длины пилой или на обрабатывающем центре. Поскольку штифт используется в качестве точки шарнира для верхней и нижней половин степлера, он обычно изготавливается из прочного, термически обрабатываемого металла.
Живопись
- 8 По мере необходимости для предотвращения ржавчины или по косметическим причинам некоторые компоненты окрашиваются. Детали подвешиваются на небольшие стойки, устанавливаются на конвейер и пропускаются через распылительную насадку. Некоторые операции автоматической окраски используют электростатическое напыление, при котором детали и краска электрически заряжены. Краске и деталям присваиваются противоположные заряды - например, краске будет присвоен отрицательный заряд, а детали - положительный, поскольку противоположные электрические заряды притягиваются друг к другу. Электростатическая окраска гарантирует, что все возможные места на детали будут равномерно окрашены. Этот метод также позволяет избежать потерь краски (чрезмерного распыления).
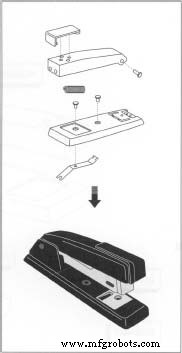
Сборка
- 9 Штифты, штампы и пружины собираются поэтапно, а затем собираются вместе с верхней и нижней половинами рамы степлера. Для нижней части сборки, состоящей из основания, подвески, упора и очищающей пружины, детали помещаются в сборочное приспособление, которое удерживает их в таком положении, чтобы заклепки можно было вставить в правильные отверстия. После того, как заклепки зафиксированы на месте, инструмент, называемый орбитальный заклепочник раскручивает полый конец заклепки до тех пор, пока он не схлопнется наружу и не захватит детали вместе. Верхняя половина, состоящая из узла магазина, кожуха, следящей пружины, пружины приводного цилиндра и металлической головки, собирается таким же образом на собственном сборочном приспособлении.
- 10 Верхняя и нижняя части соединяются в другом приспособлении, и штифт, соединяющий их, приклепывается на место. Наконец, последние штрихи, такие как ножки (противоскользящие резиновые прокладки) и пластиковый колпачок, пристегиваются.
Контроль качества
Образцы всех компонентов тестируются индивидуально по мере их изготовления. Определенный процент деталей тщательно проверяется при выходе из автоматов. Критические размеры тщательно проверяются, и на станках производятся регулировки, или инструменты ремонтируются / заменяются по мере их износа.
После того, как детали собраны, они подвергаются выборочной проверке на функциональность, и снова небольшое количество единиц непрерывно циклируется до тех пор, пока они не изнашиваются. Изнашиваемый компонент проверяется на соответствие, чтобы определить, был ли это нормальный износ или дефект конструкции.
Важным фактором, определяющим долговечность и гарантию на продукт, является использование скоб, рекомендованных заводом-изготовителем. Считается, что использование неправильных скоб является причиной большинства неисправностей степлера. Следует отметить, что некоторые производители степлеров обслуживают свои степлеры (бесплатно или за символическую плату) только в том случае, если в устройстве используются только их скобы.
Будущее
Степлеры, как и большинство других механизмов, постоянно настраиваются и совершенствуются. По мере разработки новых материалов и процессов, множество применений становится частью всех видов продукции, и степлер не является исключением. Аналогичным образом, использование степлеров будет продолжать расти, поскольку одно из последних применений - в медицине в качестве замены швов.
Производственный процесс