


Производство стержней в литейном цехе
Сердечники поддерживают сложность литья в песчаные формы

Что такое стержень в металлическом литье?
Стержень представляет собой песчаную или металлическую вставку, используемую для придания формы любой части отливки, которая не может быть сформирована с помощью основного съемного шаблона. Когда узор вдавливается в песок, а затем извлекается, он оставляет вогнутый отпечаток. Жидкий металл заполняет эту пустоту и охлаждается. Ядра создаются для большей сложности дизайна. Хорошо сконструированные стержни создают отверстия или камеры в отливке. Формы автомобильных двигателей могут иметь до пяти стержней для создания камер, необходимых для работы двигателя внутреннего сгорания.
Сердечники также могут помочь создать углы, которые были бы невозможны с шаблоном. Любой выступ над пустым пространством сделал бы невозможным удаление шаблона без нарушения выступа. В этих случаях можно использовать ядро.
Отливки с внутренними стержнями обычно имеют отверстие во внешней оболочке отливки для извлечения стержня после отливки, хотя это отверстие может быть механически забито во время отделки.
Ядра из песка предназначены для разрушения; внутренние стержни буквально вытряхиваются из отливки в конце процесса. Отверстие «встряхивания» также полезно для размещения сердечника. Любое место, где стержень соприкасается с формой, является местом, где расплавленный металл не может течь, поэтому, чтобы получить металл одинаковой толщины, стержень должен «соединять» заполняемое пространство, не касаясь каких-либо сторон. Для этого стержень обычно длиннее отливки и удерживается на месте выемками в песке за пределами формы отливки.
Венок для основной поддержки
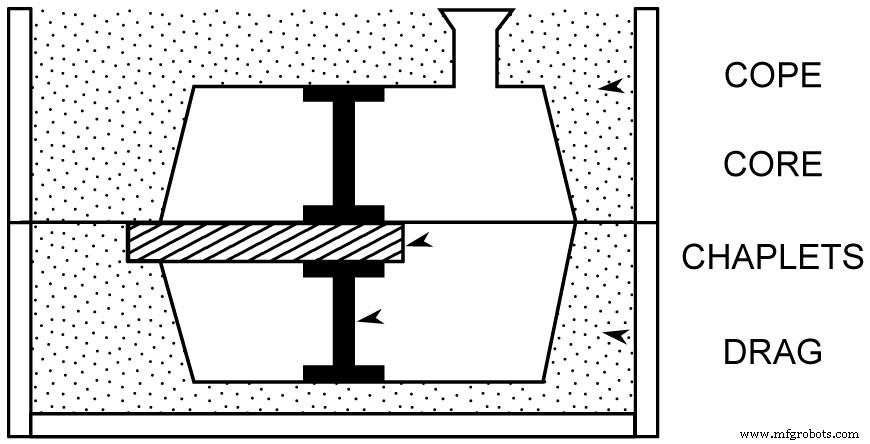
Если сердцевина очень длинная или из формы может выступать только один край, венчики используются, чтобы помочь закрепить сердечник на месте. Венчики часто изготавливаются из того же металла, что и отливка, так как часть металла венка будет включена в сам отлив. Чтобы надежно соединиться с остальной частью отливки, поверхность венка должна расплавиться, но сначала он должен поддерживать сердцевину. Таким образом, проектирование венков представляет собой сложный металлургический процесс, которого по возможности избегают, поскольку всегда существует вероятность возникновения слабости или дефекта литья при использовании венка.
Однако венки иногда являются единственным способом создания определенных структур внутри отливки. Песчаные ядра склонны всплывать на жидкий металл, иногда поднимаясь достаточно, чтобы разбиться. Венчики, расположенные сверху и снизу, могут помочь удерживать ядро в правильном положении. Верхний венчик должен быть более прочным, чтобы противодействовать давлению металла и газа, выталкивающего форму.
Создание песка с силой
Тенденция керна всплывать является одной из причин, по которой важно точное понимание механической прочности песка керна. Испытания на сдвиг и прочность на растяжение проводятся на стержневых песках аналогично испытаниям, описанным в нашей статье о литейном песке. Если прочность песка на сдвиг ниже, чем давление, создаваемое жидким металлом, заполняющим форму, стержень может расколоться и вызвать деформацию тела отливки.
Связующие являются важной частью процесса изготовления стержневого песка. Ядра зеленого песка изготавливаются из стандартных влажных формовочно-песчаных смесей и связующего вещества типа декстрина. Сердечники этого типа очень хрупкие и могут быть изготовлены с оправкой или внутренней проволокой для облегчения обращения. Керны из сухого песка не содержат воды. Они изготовлены из кварцевого песка и связующего для упрочнения поверхности.

С 1980-х годов произошел переход в технологии связующих стержней. В течение сотен лет основная нефть был традиционным связующим для сердечника и до сих пор используется некоторое время. Льняное масло, смешанное с меньшим количеством смолы и разбавителем, таким как высококачественный керосин, добавлялось к сухому формовочному песку для создания сердцевинного песка. Добавки, такие как кукурузная мука, декстрин, побочные продукты бумажной фабрики или связывающие белки могут быть добавлены для укрепления ядра. Обычно они сгорали при сильном нагреве заливки, позволяя ядру разрушиться и его легко вытряхнуть. Другие традиционные связующие включают каменноугольный пек. и нефтяной пек, особенно стабилен для больших сердцевин. Древесина и камедь также традиционно использовалась для повышения разрушаемости сердечника, хотя эти канифоли имеют тенденцию к спеканию при нагревании и влажности. Многие из этих традиционных соединений были заменены синтетическими вариантами, так что желаемые черты сохранены, но проблемы устранены.
Таким образом, современные литейные цеха имеют более чистые процессы изготовления стержней, которые поддерживают лучшее качество воздуха и их легче реализовать в литейном цехе. Эти синтетические сердцевины с «химическим отверждением» имеют ряд преимуществ, в том числе низкотемпературную выпечку, легкое смятие во время встряхивания и меньшее газовыделение в процессе изготовления сердцевин.
Сегодня наиболее часто используемыми связующими для сердечников являются пластики мочевины. - и фенолформальдегид группы и фурановые смолы . Существует три категории процессов связывания смолы: холодное отверждение , закаленные в холодном состоянии/закаленные газом и горячее отверждение методы.
Холодная установка процессы начинают затвердевать после того, как последняя добавка была размешана с песком, как это делает цемент. Это химически самоустанавливающиеся процессы. Типичными примерами являются фурановые смолы и фенолформальдегидные смолы, катализируемые кислотой. Они начинают затвердевать после того, как в песок вмешают сульфокислоту. В этих процессах важен расчет времени:песок не может схватываться так медленно, чтобы это мешало производству, или так быстро, чтобы было трудно управлять реакцией.
Процессы холодной или газовой закалки подайте газ в стержневой ящик, который химически реагирует, чтобы отвердить связующее стержня. Например, пески, обогащенные фурановыми смолами или эпоксидными смолами, можно упрочнить введением SO2 . Жидкое стекло или силикат натрия можно закалить с помощью CO2. процесс.
Горячее отверждение методы основаны на подаче тепла для затвердевания песка керна. Льняное масло , традиционное связующее для сердцевины, закрепляется в процессе горячего отверждения. В оболочке , в литейном цехе не требуется проводить химию:песок поступает из распределителя в предварительно смешанном или покрытом виде, а содержащиеся в песке химические вещества заставляют его образовывать твердую оболочку при обжиге. Обычно их не нужно полностью лечить. Горячий ящик и теплый ящик В методах используются фурановые или фенольные смолы и каталитическая кислая соль, которые затвердевают при нагревании стержневого ящика. (Они отличаются только типом смолы и температурой, необходимой для затвердевания.)

Методы создания ядра
Стержни изготавливаются многими из тех же методов, которые используются для песчаных форм. Кроме того, автоматы и машины с винтовой подачей используются.
Корончатые воздуходувки нагнетайте песок в стержневой ящик с помощью сжатого воздуха со скоростью около 100 фунтов/дюйм 2 . . Их можно использовать для изготовления всех типов стержней малого и среднего размера. Производимые стержни очень однородны, и достигается высокая производительность.
Винтовая подача машины используются для выдавливания плоских стержней, обычно цилиндрических. Песок керна проталкивается через фильеру на пластину керна. Использование этих машин ограничено производством стандартных стержней:длинный экструдированный цилиндр, созданный машиной, запекается, а затем нарезается на желаемую длину.
Сушильные камеры похожи на формы для кексов в том смысле, что они поддерживают форму сердцевины, пока она находится в духовке для сердцевины выпечка. Обычно это легкие каркасные железные или алюминиевые ящики, внутренняя форма которых точно соответствует верхней части сердечника. Сердечники, которые могут раскрошиться или отломиться при размещении на плоской пластине, проходят через печь в сушилке для стержней.
Размещение ядра
После того, как стержень отвержден, его часто отделывают вручную. Вдоль линий разъема стержневого ящика могут быть «ребра», которые необходимо подпилить. Иногда сердечники изготавливаются из нескольких частей, если необходимая форма больше, чем имеющиеся стержневые ящики и печи. Сегментированное ядро собирается после стадии отверждения. Когда стержни гладкие и соединены, их помещают на стеллажи, чтобы дождаться использования в форме.
Сердечники почти всегда аккуратно размещаются литейщиками, а не вставляются машиной. Венчики, если они есть, сначала опускаются в волоку, а затем ставится сердечник. Литейщик следит за тем, чтобы стержень правильно сидел в форме и не имел дефектов. Все необходимые венки размещаются на валике, и, когда все выглядит хорошо, валик помещается на перетаскивание и зажимается.
Стержни обеспечивают гибкость при литье в песчаные формы
Возможность делать и размещать песчаные стержни является жизненно важной частью процесса литья.
В некоторых случаях сердцевина необходима для полезности конечной детали:трубы, двигатели и другие механические устройства часто должны быть полыми для работы. Для декоративных элементов сердечники также могут сократить общую стоимость металла. Особенно при литье из чугуна стержни могут существенно снизить вес конечного продукта. Там, где требуется механическая прочность твердой стали, это может быть нецелесообразно. Однако в других обстоятельствах сердцевина является хорошим дизайнерским соображением, даже если она не является необходимой для функционирования продукта.
Предыдущий пост:Литейный песокПроцесс литья металлаСледующий пост:Плавка и заливка
Производственный процесс
- Важность основных компетенций
- Основы ламинирования сердечника статора в вашем оборудовании
- Киберфизические системы:основа Индустрии 4.0
- Каковы различные типы песка для пескоструйной обработки?
- Применения для литья в песчаные формы для рынка тяжелого оборудования
- Литье в песчаные формы и литье под давлением:в чем разница?
- Применения для литья в песчаные формы для автомобильного рынка
- Когда выбирать процесс литья смолы в песчаные формы
- Понимание работы сердцевины отопителя
- Дробилки озера Эри – будущее песка и гравия