


Вагранка:принцип, конструкция, работа, преимущества, недостатки и применение
Вагранка — это плавильное устройство, используемое для плавки чугуна, нирезистивного железа и некоторых видов бронзы. Оно используется в литейных цехах. Купол может быть любого размера, и размер купола измеряется в диаметрах от 1,5 до 13 футов. Форма купола цилиндрическая. Оборудование расположено вертикально, снабжено дверцами, которые откидываются вниз и выходят на дно.
Верхняя часть открыта или оснащена крышкой для выхода газов или попадания дождя. Вагранка может быть оснащена крышкой для ограничения выброса газов и подачи газов в устройство для охлаждения газов и удаления всех твердых частиц.
Корпус вагранки изготовлен из стали и имеет футеровку из огнеупорного кирпича и пластмассового огнеупорного ямочного материала. Смесь глины и песка используется в качестве нижней линии, а футеровка носит временный характер. Уголь можно смешивать с глиняной футеровкой, поэтому при нагревании уголь разлагается, а связка становится рыхлой. Это облегчает открытие двух отверстий. Нижняя часть облицовки купола прижата к нижним створкам. Охлаждающие рубашки также снабжены некоторыми куполами для охлаждения стен и впрыском кислорода, чтобы коксовое пламя горело горячее.
Вагранка:
Главный:
Вагранка работает по простому принципу:при сжигании кокса выделяется углекислый газ и тепло, что приводит к плавлению железа. Железо стекает вниз, когда расплавляется.
После этого двуокись углерода частично восстанавливается, снова восстанавливается за счет потребления энергии, и кокс с окисью углерода, двуокисью углерода и подаваемым коксом присутствует в реакционном равновесии, поэтому можно показать определенный коэффициент сгорания для использования тепловой энергии для кокса. горение.
Наконец, в выхлопных газах присутствует высокая концентрация монооксида углерода, который можно удалить из печи.
Конструкция:
Вагранка выполнена в виде полого цилиндрического вертикального стального кожуха и футерована изнутри огнеупорным материалом. Эта печь обычно поддерживается четырьмя чугунными лагами, установленными на бетонном основании.
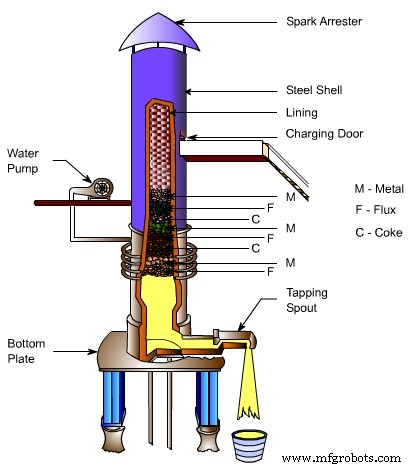 |
| Источник изображения |
Работает
В основном работа вагранки состоит из следующих этапов:
После постройки купола убедитесь, что он полностью высох, прежде чем зажечь его. Любой шлак вокруг фурм от предыдущих запусков должен быть очищен должным образом.
Также сломанную деталь ремонтируют смесью кварцевого песка и шамота. Поверх зоны Бранта наносится слой огнеупорного материала толщиной около 6 дюймов или более, трамбуется на днище с уклоном в сторону летки для обеспечения лучшего потока расплавленного металла.
Там предусмотрено отверстие диаметром около 30 мм и летка диаметром около 25 мм.
разжигается дровяной костер. Когда дрова хорошо прогорают, кокс высыпается на подушку хорошо сверху. Убедитесь, что кокс тоже сгорел. Слой кокса толщиной около 40 дюймов размещают рядом с песком.
Во-первых, подача воздуха включается с меньшей скоростью, чем обычно для провоцирования образования кокса. Также используется измерительный стержень, показывающий высоту слоя кокса. В течение примерно 3 часов производится обжиг, прежде чем требуется расплавленный металл.
Теперь заряд подается в вагранку. Многие факторы, такие как состав шихты, влияют на конечную структуру получаемого серого чугуна. Он состоит из 10% стали, 50% лома серого чугуна и 3% известняка в качестве флюса.
Эти составляющие образуют чередующиеся слои. Помимо известняка, в качестве флюсового материала также используются плавиковый шпат и кальцинированная сода. Основной функцией флюса является удаление примесей из железа и защита железа от окисления.
после полной загрузки печи ее оставляют в таком виде примерно на 1 час. По мере того, как идет этот процесс, заряд медленно нагревается, так как подача воздуха на этот раз закрыта, и из-за этого железо впитывается.
По окончании периода замачивания подачу воздуха открывают. Верхнее отверстие остается закрытым, пока металл не расплавится. Собрано достаточное количество металла. По мере плавления содержимое шихты движется вниз.
Скорость заряда равна скорости плавления. Топка поддерживается полной на протяжении всего нагрева.
Закрытие подачи шихты и дутья прекращается, когда плавление больше не требуется. Нижняя пластина открывается при снятии опоры. Отложенный шлак удаляется. Вагранка работает непрерывно, и период плавки в большинстве случаев не превышает 4 часов. Но может работать более 10 часов.
Преимущества:
- Низкая стоимость строительства.
- Низкая стоимость обслуживания.
- Низкая стоимость эксплуатации.
- Очень квалифицированные операторы не требуются.
- Простота конструкции
- Простота в эксплуатации.
- Состав плавления можно контролировать.
- Требуется небольшая площадь пола.
Недостатки:
Обладая длинным списком преимуществ, вагранка также имеет несколько ограничений или недостатков, которые перечислены ниже:
- Иногда трудно поддерживать температуру в вагранке.
- Металлические элементы превращаются в их оксиды, которые не подходят для литья.
Применение:
Вагранка широко используется в качестве плавильного агрегата для чугуна. Некоторые из характеристик, которые делают вагранку основным методом плавки чугуна в литейных цехах. Некоторые из них :
- Вагранка - единственный метод, работа которого непрерывна.
- Скорость плавки вагранки высокая.
- Она проста в эксплуатации. Эксплуатационные расходы при использовании вагранки очень низкие по сравнению с другими методами для этой цели.
Несмотря на такие большие факторы, использование вагранки сокращается, и люди выбирают электрическую индукционную плавку.
Это все о вагранке. Если у вас есть какие-либо вопросы относительно этой статьи, задайте их в комментариях. Если вам понравилась эта статья, не забудьте поделиться ею с друзьями в социальных сетях. Подпишитесь на наш сайт, чтобы получать больше информативных статей. Спасибо, что прочитали это.
Производственный процесс
- Гидроабразивная и водоструйная обработка:принцип, работа, оборудование, применение, преимущества и недостат…
- Электронно-лучевая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Обработка лазерным лучом:принцип, работа, оборудование, применение, преимущества и недостатки
- Абразивно-струйная обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая сварка:принцип, работа, оборудование, применение, преимущества и недостатки
- Электрохимическая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Электрошлаковая сварка:принцип работы, применение, преимущества и недостатки
- Плазменно-дуговая сварка:принцип, работа, оборудование, типы, применение, преимущества и недостатки
- Машина для литья под давлением:конструкция, работа, применение, преимущества и недостатки