


Биокерамика
<час />
Фон
За последние несколько десятилетий биокерамика помогла улучшить качество жизни миллионов людей. Эти специально разработанные материалы - поликристаллический оксид алюминия, гидроксиапатит (минерал фосфата кальция, который также является основным компонентом костей позвоночных), частично стабилизированный оксид циркония, биоактивное стекло или стеклокерамика, а также композиты полиэтилен-гидроксиапатит - были успешно использованы для ремонт, реконструкция и замена больных или поврежденных частей тела, особенно костей. Например, оксид алюминия используется в ортопедической хирургии более 20 лет в качестве поверхности сустава в полных протезах бедра из-за его исключительно низкого коэффициента трения и минимальной скорости износа.
Клинический успех требует одновременного достижения стабильного контакта с соединительной тканью и согласования механического поведения имплантата с заменяемой тканью. Биокерамика, сделанная из материала фосфата кальция, содержащего крошечные поры, использовалась для покрытия металлических суставных имплантатов или использовалась в качестве заполнителей незагруженного пространства для врастания кости. Происходит врастание ткани в поры с увеличением площади поверхности раздела между имплантатом и тканями и, как следствие, увеличением сопротивления движению устройства в ткани. Как и в естественной кости, белки адсорбируются на поверхности фосфата кальция, обеспечивая критический промежуточный слой, через который костные клетки взаимодействуют с имплантированным биоматериалом.
Резорбируемые биоматериалы также были разработаны для постепенного разложения с течением времени и заменены естественной тканью хозяина. Пористые или мелкодисперсные керамические материалы из фосфата кальция (такие как трикальцийфосфат) успешно используются в качестве рассасывающихся материалов для применений с низкой механической прочностью, таких как ремонт челюсти или головы. Резорбируемые биоактивные стекла также быстро заменяются регенерированной костью.
Биоактивные материалы образуют биологически активный слой на поверхности имплантата, в результате чего образуется связь между естественными тканями и материалом. Широкий диапазон скоростей связывания и толщины межфазных связывающих слоев возможен за счет изменения состава биоактивного материала.
Биоактивные материалы включают стекло и стеклокерамику на основе систем диоксид кремния-фосфат, содержащие апатит (природный фосфат кальция, содержащий некоторое количество фтора или хлора), плотный синтетический гидроксиапатит и композиты полиэтилен-гидроксиапатит. Применения включают ортопедические имплантаты (позвоночные протезы, межпозвоночные прокладки, костную пластику), замену костей среднего уха и восстановление челюстной кости. Имплантаты из биоактивного стекла и стеклокерамики используются для лечения среднего уха более 10 лет. Частицы биоактивного стекла также использовались в качестве наполнителя вокруг зубов с заболеваниями десен, предотвращая выпадение зубов.
Дизайн
Характеристики искусственной кости зависят от ее состава и конечного применения. Таким образом, важен тщательный выбор правильного материала с подходящими свойствами. Программное обеспечение для автоматизированного проектирования также используется для оптимизации формы и моделирования механического поведения имплантата с окружающей костной тканью. Математический метод, называемый анализом конечных элементов, используется для определения распределения напряжений как на имплант, так и на биологическую структуру. Затем изготавливаются прототипы, которые перед окончательным производством проходят испытания свойств, а также клинические испытания.
Сырье
Основным сырьем обычно является керамический порошок определенного состава и высокой чистоты. Добавки включают связующие, смазочные материалы и другие химические вещества, способствующие процессу формообразования. Порошок также может содержать спекающую добавку, которая помогает керамическому материалу должным образом уплотняться во время обжига, а иногда и при более низкой температуре. Если используется химический процесс, органические прекурсоры и растворители объединяются в раствор для получения конечного продукта.
Производственный
процесс
В зависимости от состава искусственная кость изготавливается с использованием двух процессов:традиционного керамического процесса и химического метода, называемого золь-гелем. В золь-гель методе можно использовать два подхода. В одном случае суспензии чрезвычайно мелких частиц дают возможность загустевать внутри формы с последующим старением при 77-176 ° F (25-80 ° C) в течение нескольких часов, сушкой и несколькими термообработками для химической стабилизации и уплотнения материала. . Другой подход использует раствор химических прекурсоров в качестве исходного материала с последующим тем же процессом. Поскольку керамический процесс более распространен, он будет рассмотрен здесь более подробно.
Подготовка сырья
- 1 Керамический порошок производится в другом месте из добытого или переработанного сырья. Для достижения желаемого размера частиц могут потребоваться дополнительные стадии дробления и измельчения. Керамический порошок с добавками тщательно взвешивается в соответствующих количествах и затем смешивается в смесительной машине определенного типа, оснащенной лопастями или вращающимися валками. Иногда смешивание и измельчение частиц происходит одновременно с использованием фрезерного станка. В шаровой мельнице используются вращающиеся цилиндры, заполненные смесью и сферической средой, для диспергирования материала и уменьшения размера его частиц. Мельница для истирания использует крошечные шарики и вращающиеся мешалки, чтобы добиться того же.
Формирование
- 2 После смешивания керамический материал имеет пластичную консистенцию и готов к приданию желаемой формы. Можно использовать различные методы, включая литье под давлением, экструзию или прессование. При литье под давлением смесь загружается в нагретый цилиндр, где она размягчается. Стальной поршень нагнетает горячую смесь в охлажденную металлическую форму. Экструзия уплотняет материал в цилиндре высокого давления, а затем вытесняет материал через отверстие фильеры особой формы. Прессование включает в себя уплотнение материала в стальных штампах или помещение материала в резиновую форму внутри масляного или водяного цилиндра под высоким давлением с применением равномерного давления. Другой вариант прессования, называемый горячим прессованием, сочетает в себе формовку и обжиг за одну операцию с использованием нагретых штампов.
Сушка и обжиг
- 3 После формирования керамическая кость должна пройти несколько термических обработок. Первый сушит материал для удаления влаги с помощью сушильного шкафа или камеры. После сушки обжиговую печь или печь используют для нагрева материала до высоких температур с целью удаления органических веществ и уплотнения материала. Цикл обжига будет зависеть от состава материала и должен быть рассчитан на соответствующую скорость нагрева, чтобы предотвратить растрескивание.
Завершение
- 4 В зависимости от области применения после обжига может потребоваться один или несколько процессов отделки. Для достижения желаемых размеров и чистоты поверхности проводится шлифовка и / или полировка. Для шлифования и полировки более твердых материалов обычно требуются алмазные инструменты или абразивные материалы. Сверление может потребоваться для образования отверстий различной формы. Если приложение требует соединения двух или более компонентов, используется метод пайки или цементирования.
Контроль качества
Во время производства искусственного костного материала или компонента требуется контроль каждого этапа обработки, чтобы контролировать свойства, влияющие на производительность. В 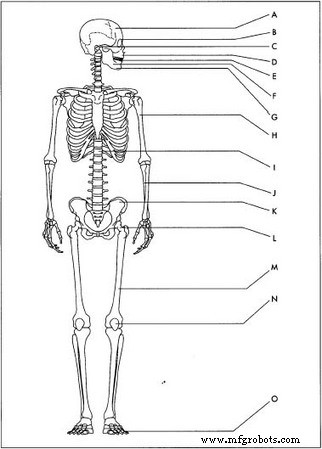 Применение биокерамики. А. Черепной ремонт. Б. Хрусталик глаза. C. Ушные имплантаты. D. Реконструкция лица. E. Зубные имплантаты. F. Увеличение челюсти. G. Пародонтальные карманы. H. Чрескожные устройства. 1. Спинальная хирургия. Ремонт гребня J. Iliac. К. Космические наполнители. L Ортопедическая поддержка. М. Ортопедические наполнители. Н. Искусственные сухожилия. 0. Суставы. Свойства, представляющие интерес для большинства применений имплантатов, - это механические характеристики и химическое поведение поверхности. Они, в свою очередь, зависят от химического состава (типа и количества примесей), размера частиц, формы и характеристик поверхности исходного порошка, кристаллической структуры, микроструктуры (размера зерен, типа и содержания каждой фазы) и поведения поверхности (измеренных путем сравнения химического состава поверхности до и после испытания в смоделированной среде, соответствующей области применения). Некоторые из этих свойств могут быть более важными, чем другие, в зависимости от типа искусственного костного материала и его применения.
Применение биокерамики. А. Черепной ремонт. Б. Хрусталик глаза. C. Ушные имплантаты. D. Реконструкция лица. E. Зубные имплантаты. F. Увеличение челюсти. G. Пародонтальные карманы. H. Чрескожные устройства. 1. Спинальная хирургия. Ремонт гребня J. Iliac. К. Космические наполнители. L Ортопедическая поддержка. М. Ортопедические наполнители. Н. Искусственные сухожилия. 0. Суставы. Свойства, представляющие интерес для большинства применений имплантатов, - это механические характеристики и химическое поведение поверхности. Они, в свою очередь, зависят от химического состава (типа и количества примесей), размера частиц, формы и характеристик поверхности исходного порошка, кристаллической структуры, микроструктуры (размера зерен, типа и содержания каждой фазы) и поведения поверхности (измеренных путем сравнения химического состава поверхности до и после испытания в смоделированной среде, соответствующей области применения). Некоторые из этих свойств могут быть более важными, чем другие, в зависимости от типа искусственного костного материала и его применения.
Поскольку искусственная кость иногда может считаться медицинским устройством или, по крайней мере, частью медицинского устройства, она должна соответствовать национальным и международным стандартам для таких устройств и материалов, а также установленным правилам. 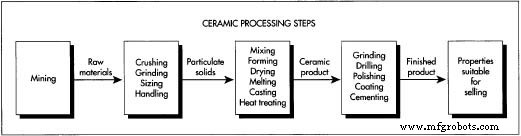 Керамический порошок производится в другом месте из добытого или переработанного сырья. Для достижения желаемого размера частиц могут потребоваться дополнительные стадии дробления и измельчения. После смешивания керамический материал готов к приданию желаемой формы. После формирования керамическая кость должна пройти несколько термических обработок, чтобы удалить органику и уплотнить материал. В зависимости от области применения может потребоваться один или несколько процессов отделки. Для достижения желаемых размеров и чистоты поверхности проводится шлифовка и / или полировка. Сверление может потребоваться для образования отверстий различной формы. Если приложение требует соединения двух или более компонентов, используется метод пайки или цементирования. Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA). Американское общество испытаний и материалов разработало ряд спецификаций (всего более 130 стандартов) для определенных материалов, используемых в качестве хирургических имплантатов, которые охватывают химические, физические и механические свойства, а также методы определения характеристик. Международная организация по стандартизации имеет два комитета, которые разработали стандарты для хирургических устройств и биосовместимости материалов.
Керамический порошок производится в другом месте из добытого или переработанного сырья. Для достижения желаемого размера частиц могут потребоваться дополнительные стадии дробления и измельчения. После смешивания керамический материал готов к приданию желаемой формы. После формирования керамическая кость должна пройти несколько термических обработок, чтобы удалить органику и уплотнить материал. В зависимости от области применения может потребоваться один или несколько процессов отделки. Для достижения желаемых размеров и чистоты поверхности проводится шлифовка и / или полировка. Сверление может потребоваться для образования отверстий различной формы. Если приложение требует соединения двух или более компонентов, используется метод пайки или цементирования. Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA). Американское общество испытаний и материалов разработало ряд спецификаций (всего более 130 стандартов) для определенных материалов, используемых в качестве хирургических имплантатов, которые охватывают химические, физические и механические свойства, а также методы определения характеристик. Международная организация по стандартизации имеет два комитета, которые разработали стандарты для хирургических устройств и биосовместимости материалов.
FDA имеет право регулировать медицинские устройства на большинстве этапов их разработки, тестирования, производства, распространения и использования, уделяя особое внимание этапам до и после выхода на рынок для обеспечения безопасности и эффективности. Уровень регулирования или контроля зависит от классификации устройства (I, II или III). Чем выше класс, тем более строгие правила - устройства класса III должны иметь утвержденное предпродажное одобрение.
Все классы подлежат общему контролю, который включает регистрацию каждого места производства, перечисление продаваемых медицинских устройств, отправку предварительного уведомления о новом устройстве и производство устройства в соответствии с правилами надлежащей производственной практики. Этот регламент включает требования к программе обеспечения качества, используемой производителем.
Побочные продукты / отходы
Поскольку так важен тщательный контроль производственного процесса, отходы минимальны. Поскольку необходимо избегать загрязнения, любые производимые отходы могут быть переработаны только в том случае, если свойства соответствуют исходному материалу. Иногда отходы можно использовать для изготовления других керамических изделий более низкого качества. Побочные продукты, которые необходимо контролировать на протяжении всего процесса, включают пыль и органические выбросы от сжигания.
Будущее
В следующем столетии, когда будет достигнуто лучшее понимание взаимодействия искусственной кости с органическими компонентами на молекулярном уровне, появится возможность адаптировать физические и химические свойства материала к конкретным биологическим и метаболическим потребностям костных тканей или болезненные состояния. Поскольку население продолжает стареть, искусственная кость будет играть еще более важную роль в улучшении здоровья многих людей во всем мире.
Производственный процесс