


Бисквитная фарфоровая статуэтка
<час />
Фон
Бисквитный фарфор - это неглазурованная белая керамическая посуда, которая упрочнена, непористая и полупрозрачная. Сегодняшняя промышленность по производству бисквитного фарфора возникла в результате сотен лет экспериментов с изделиями из глины и бесчисленных источников художественного вдохновения. Производители предметов коллекционирования из бисквитного фарфора единодушны в своем подходе к каждому изделию как к произведению искусства. Качество начинается с дизайна и контролируется на протяжении всего процесса, который может занять несколько месяцев с момента первого наброска художником предмета коллекционирования до того, как он попадет в руки коллекционера. Только на фабрике одна фигурка может производиться больше недели, при этом ее изготовление тщательно проверяется на каждом этапе.
История
Китайцы были создателями и первыми мастерами искусства изготовления фарфора. Китайское мастерство в этом виде искусства сделало их фактически единственными производителями фарфора на протяжении сотен лет. Бисквитный фарфор назывался фан-цу . или превращенный в фарфор китайцами, но в другом месте его также называют бисквитной посудой, парилкой или неглазурованной посудой. Весь фарфор хотя бы раз обжигается. Первоначально этап бисквита относился к фарфору после его первоначального обжига, когда он был настолько хрупким, что его можно было сломать давлением пальца, и он оставался пористым. Погружение в глазурь, впитавшуюся пористым материалом, сохранило фарфор. Второй обжиг заставлял глазурь плавиться или плавиться с глиной и становиться стекловидным или стекловидным. Это отличается от современного производства бисквитного фарфора, который прочен и долговечен без добавления глазури.
В Европе производство бисквитных фарфоровых изделий приобрело известность в середине 1700-х годов. Французы изготавливали бюсты и портреты в виде львов на медалях на фабриках в Севре, Менненси-Вильруа и Венсенне. Француз Десош и немецкий художник Ромбрих смоделировали портретные таблички с натуры в бисквите и изобразили греческие предметы в рамах из лавровых листьев в стиле англичанина Джозайи Веджвуда, которому удалось добавить к глине краски, сохранившиеся в результате обжига его неглазурованной яшовой посуды. . К концу века ряд скульпторов лепили фигурки (обычно классических фигур или обычных персонажей, включая идеализированных детей, дворников и крестьянских девушек) на бисквитных изделиях. Популярность бисквитного печенья, по всей видимости, объясняется вульгарностью глазурованного фарфора. Цвета, сделанные в то время, были хриплыми и яркими, а эффект бисквитного бисквита был мягче и теплее. В викторианские времена из бисквитного фарфора делали головы и ручки кукол, и эти куклы (как антикварные, так и современные) образуют еще одну отрасль индустрии коллекционирования бисквитного печенья. Статуэтки, сделанные как из глазурованного, так и из неглазурованного фарфора, оставались предметом коллекционирования с восемнадцатого века, несмотря на изменения в моде и стиле, а также с улучшениями в обработке.
Сырье
Сырье, необходимое для изготовления фигурок, включает гипс для форм, фарфоровую глину, пемзу и воду для полировки обожженных деталей, краски или пигменты, специально созданные в соответствии с замыслом дизайнера, и упаковочные материалы. Фарфоровая глина - это смесь каолина, полевого шпата и молотого кремня. Каолин - это природная мелкодисперсная глина, которая в основном состоит из силиката алюминия. Полевой шпат - это кристаллический минерал, который также содержит силикат алюминия, а также калий, натрий, кальций или барий. Кремень - твердый кварц.
Дизайн
Создание фарфоровой фигурки начинается с замысла художника. Пожалуй, самые известные примеры - это дети с глазами-оленями (у каждого из которых есть слеза возле одного глаза), нарисованные художником Сэмом Батчером и изображенные на фигурках «Драгоценные моменты».
После того, как художник набросал или нарисовал дизайн, мастера-скульпторы используют влажную глину для изготовления моделей из произведения искусства. Сначала создается грубая модель, затем скульптор обрабатывает ее, добавляя и вычитая тонкие кусочки глины, пока модель не будет завершена. В идеале скульптура должна иметь не только правильную форму, но и соответствовать первоначальному замыслу или чувству, выраженным в произведении искусства. Готовая скульптура затем проверяется и утверждается для массового производства.
Производственный
процесс
Изготовление форм
По слепкам оригинальной скульптуры изготавливаются гипсовые формы для изготовления фигурок. Детали, перенесенные из первоначальной концепции художника в оригинальную скульптуру, иногда бывают крошечными и сложными, поэтому оригинальная скульптура подразделяется на несколько частей, чтобы создать набор форм для воспроизведения. Иногда для изготовления одной фигурки требуется несколько десятков форм. Процесс изготовления слепков выполняется очень тщательно, поэтому оригинальная скульптура дублируется в лепных фарфоровых фигурках. Процесс изготовления пресс-формы может проходить в несколько этапов, включая изготовление образцов пресс-форм и пресс-форм для корпусов, прежде чем производственная пресс-форма будет окончательно изготовлена. Формы для производства гипса можно использовать до 50 раз, но каждое использование лишает форму крошечной детали. Фарфоровые фабрики ограничивают использование форм, чтобы сохранить качество от фигурок до фигурок, поэтому они часто разрушаются после 30 или около того отливок.
- 1 Штукатурка, используемая для изготовления форм, тщательно очищена для получения очень мелкого порошка, который улавливает большинство деталей и делает готовые поверхности гладкими. Смешивают воду и гипсовый порошок. Чтобы удалить пузырьки из супа, используется вакуумный блендер для удаления увлеченного воздуха.
- 2 Разжиженный гипс заливается в форму для изготовления корпуса. Штукатурка затвердевает примерно через 20 минут, но ее твердость обманчива, поскольку она все еще содержит много влаги.
- 3 Производственные формы сушат на огне около 48 часов при температуре около 90 ° F (32,2 ° C). Высушенные гипсовые формы плотно скреплены резиновыми лентами и готовы к производству.
- 4 Фарфоровая глина готовится во время сушки форм. Глина также смешивается с водой до образования суспензии, называемой шликером. Слип напоминает густой крем, и его цвет обычно сильно отличается от цвета готовой фигурки, потому что процессы обжига глины меняют ее цвет.
- 5 Форме, заполненной шликером, дают отдохнуть, пока гипсовая форма впитывает жидкость из глины. Примерно через 30 минут на поверхности формы появляются отложения глины, достаточно толстые, чтобы сформировать части фигурок. Накидка, которая остается в середине этой части фигурки, сливается.
- 6 Форма снова остается в покое до тех пор, пока отливку фигурки можно будет безопасно извлечь из формы легким постукиванием. На данном этапе фигурка представляет собой набор еще не собранных и не обожженных кусочков зелени.
- 7 Детали фигурки все еще несколько податливы. Они собираются с использованием большего количества жидкого шликера, например клея, который наносится кистью. Теперь объект напоминает готовый продукт.
Доработка зелени
- 8 В следующем процессе, называемом отделкой, аккуратно удаляются все швы, сглаживаются любые следы плесени и добавляются художественные детали на посуду. Ремесленники быстро завершают отделочные работы, потому что посуда начинает сохнуть, как только оказывается на воздухе.
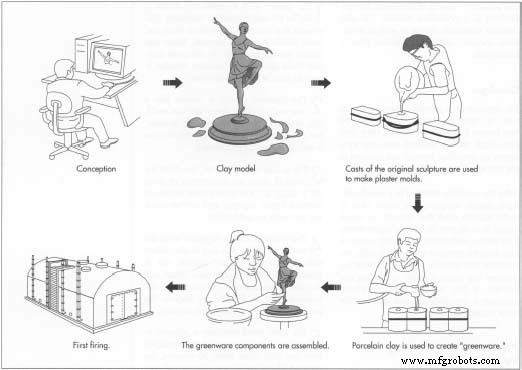 Производство бисквитных фигурок начинается с замысла художника, моделируемого из глины. После того, как модель доведена до совершенства, слепки используются для изготовления гипсовых форм. Посуда формуется, а затем обжигается.
Производство бисквитных фигурок начинается с замысла художника, моделируемого из глины. После того, как модель доведена до совершенства, слепки используются для изготовления гипсовых форм. Посуда формуется, а затем обжигается. - 9 Фигурки тщательно просушивают на воздухе, чтобы влага испарилась, прежде чем их обжигают. Любая влага, оставшаяся в фарфоре, приведет к его разрушению в печи.
Стрельба
- 10 Печь для бисквитного печенья используется для обжига формованных изделий. Предметы коллекционирования подвергаются первому обжигу в газовой печи, в которой они запекаются при температуре около 2300 ° F (1260 ° C) в течение 14 часов. Бисквитные керамические изделия других типов можно обжигать до 70 часов для получения затвердевшего изделия с неглазурованной отделкой. Готовый фарфор неабсорбирующий, полупрозрачный, стекловидный и может быть твердым, как сталь. Во время первого обжига цвет зелени также трансформируется в готовый цвет фарфора. Любые примеси, присутствующие в глине, появятся во время обжига и вызовут обесцвечивание, что потребует уничтожения деталей. Во время обжига происходит стеклование, изменяющее цвет и консистенцию глины. Физически фигурка могла уменьшиться в размерах на целых 15%.
Полировка и покраска
- 11 Если конкретный предмет коллекционирования должен иметь глянцевую гладкую поверхность, следующим шагом в его производстве является полировка. Фигурки помещаются в стакан, как устройство для полировки драгоценных камней. В этом случае акробатика выполняется очень аккуратно, так как вода и мелкая пемза полируют поверхность фигурок.
- 12 Процесс полировки имеет дополнительное преимущество в том, что художники, которые будут работать над фигурками, будут иметь красивые загрунтованные поверхности для их художественного мастерства. Художники обладают высокой квалификацией не только в технике, но и в передаче духа фигурки. Они держат до шести кистей одновременно и наносят специально разработанные пигменты.
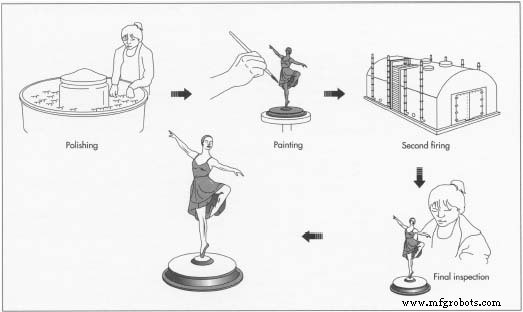 Неглазурованная керамика отполирована, окрашена и вторично обожжена. фигуркам. Рисование - это многоэтапный процесс, в котором разные художники используют разные навыки, от работы с тонкими линиями до рисования с помощью аэрографов. Раскрашенные персонажи проверяются перед обжигом декораций.
Неглазурованная керамика отполирована, окрашена и вторично обожжена. фигуркам. Рисование - это многоэтапный процесс, в котором разные художники используют разные навыки, от работы с тонкими линиями до рисования с помощью аэрографов. Раскрашенные персонажи проверяются перед обжигом декораций.
Второй выстрел
- 13 Во втором, или декоративном, обжиге используется туннельная печь с электрическим обогревом, чтобы навсегда закрепить пигменты на фарфоре. Хотя это не относится к большинству неглазурованных предметов коллекционирования, некоторые изделия из фарфора обжигаются при третьем или даже четвертом обжиге для затвердевания глазури (в печи для обжига блеска) или дополнительных украшений рельефного типа. Во время обжига украшения статуэтки обжигаются в течение четырех часов при температуре около 1300 ° F (704,4 ° C).
Контроль качества
Внимательный контроль качества необходим для производства детализированных предметов коллекционирования. Материалы, особенно гипс и глина, отбираются, обрабатываются, смешиваются и используются с большой осторожностью. Фарфоровая глина, содержащая примеси, может окрасить обожженный орнамент ярко-розовым, а не чисто-белым, тратя впустую всю партию обожженных и обожженных фигурок. Сами фигурки обычно проходят шесть или более проверок перед отправкой. Осушенная на воздухе зелень проверяется на детализацию, сборку и гладкость швов и отпечатков форм. После обжига детали снова осматриваются на предмет дефектов. Полировка может быть очень опасным процессом, особенно если на фигурке изображены крошечные птички или бабочки. Еще один подробный осмотр происходит после полировки. Затем наносятся пигменты, и фигуры тщательно исследуются сразу после окраски и снова после обжига декора, чтобы убедиться в правильности цвета. Если не указывать раскрашенные детали, фигурку можно перекрасить и отремонтировать, но любые ошибки в деталировке приводят к ее разрушению.
Побочные продукты / отходы
Побочные продукты не возникают при производстве фигурок из бисквитного фарфора, но один производитель может производить любое количество производственных линий с использованием одних и тех же основных процессов. Фигурки - далеко не единственные изделия. Колокольчики, украшения, фоторамки, музыкальные шкатулки, тарелки и акцентные элементы для украшения часто выполняются в том же стиле, что и ведущая линия фигурок, и из тех же материалов. Некоторые отходы являются результатом строгого контроля качества, потому что фигурки, которые имеют даже незначительные дефекты, уничтожаются. Неизбежно и поломка. По мере добавления новых предметов коллекционирования в продуктовую линейку старые продукты приостанавливаются или выводятся из обращения. Формы для списанных предметов коллекционирования уничтожаются, и этот предмет больше никогда не производится.
Будущее
Предметы коллекционирования из бисквитного фарфора высоко ценятся в качестве подарков, предметов коллекционирования и декора для дома. Многие линейки фигурок вызывают у своих поклонников необычайную преданность. Например, Клуб коллекционеров драгоценных моментов был основан в 1981 году и стал крупнейшей такой организацией в мире, насчитывающей более 400 000 членов. Индустрия подарков и коллекционирования, собравшая 9,1 миллиарда долларов в 1997 году, гордится тем, что добавляет индивидуальности и творческой теплоты в этот загруженный мир. Постоянно меняющаяся мода и вкусы в сочетании с преданностью убежденных коллекционеров гарантируют будущее фигурок из бисквитного фарфора среди многих других предметов коллекционирования.
Производственный процесс
- Что такое VMC Machining?
- Руководство по лазерной маркировке алюминия
- Сварка MIG против сварки TIG
- Руководство по лазерной маркировке
- Рекомендации по высокопроизводительной швейцарской обработке
- Руководство по созданию прототипов с ЧПУ
- Понимание процесса изготовления вала
- Что такое маркировка волоконным лазером?
- Электрополировка против пассивации
- Что такое пассивация нержавеющей стали?