


14 Глава 5:Плоскошлифовальный станок
ЦЕЛЬ
После завершения этого раздела вы сможете:
• Определить плоскошлифовальный станок.
• Определение процедур.
• Описать процедуры «Начинки колеса».
• Опишите кольцевой тест.
• Опишите замену шлифовального круга.
• Опишите процедуру выбора шлифовального круга.
• Перечислите основные абразивы с их общими областями наилучшего использования.
• Перечислите основные облигации с указанием типов приложений, в которых они используются чаще всего.
• Идентифицировать по номеру и названию типа , по неотмеченным эскизам или по реальным колесам.
• Интерпретируйте маркировку формы и размера круга вместе с пятью основными символами спецификации круга в описании шлифовального круга.
• Принимая во внимание несколько стандартных, распространенных шлифовальных работ, порекомендуйте подходящий абразив, приблизительный размер зерна, сорт и связку.
Поверхностный шлифовальный станок в основном используется в процессе отделки. Это очень точный инструмент, в котором используется стационарное абразивное вращающееся колесо для бритья или отделки металлической поверхности, которая удерживается на месте тисками. Это тиски, являющиеся частью стола или каретки, которые перемещаются вперед и назад под абразивным кругом. Плоскошлифовальный станок может резать сталь на куски размером не более 18 дюймов в длину, 6 дюймов в высоту и 8 дюймов в ширину. Стол шлифовального станка также магнитный, что помогает удерживать материал неподвижно. Эти магниты можно переключать с помощью рычага, расположенного на передней стороне кофемолки. Этот инструмент имеет максимальное сечение 0,005 дюйма и минимальное сечение 0,005 дюйма. Движение кофемолки может быть автоматическим, движением вперед и назад или ручным перемещением по мере необходимости.
Меры предосторожности
Помимо обычных правил техники безопасности в механическом цехе, вот несколько советов по безопасному использованию этой машины:
• Всегда надевайте защитные очки, так как эта машина может разбрасывать стружку во всех направлениях.
• Всегда ждите, пока колесо наберет максимальную скорость, прежде чем использовать его, так как это может быть
• Если у вас длинные волосы, держите их сзади, чтобы они не попали в машину.
• Никогда не ударяйте колесо о материал, так как это может привести к поломке колеса, что может привести к потере целостности и его разлету.
• Всегда следите за тем, чтобы на шлифовальном круге был установлен защитный кожух, так как он защищает пользователя от стружки, удаляемой с материала.
• Всегда следите за тем, чтобы материал был надежно закреплен.
• Всегда проверяйте чистоту магнитного стола, прежде чем класть на него материал, так как стружка может поцарапать материал или даже привести к тому, что материал будет скользить по шлифовальному кругу.
• Убедитесь, что кнопка пуска/остановки кофемолки находится в пределах легкой досягаемости оператора.
• Проверьте шлифовальный круг перед его установкой. Убедитесь, что он правильно обслуживается и находится в хорошем рабочем состоянии.
• Следуйте инструкциям производителя по установке шлифовальных кругов.
• Следите за тем, чтобы поверхность колеса была равномерно зачищена.
• Убедитесь, что защитный кожух закрывает как минимум половину шлифовального круга.
• Спилите любые заусенцы на поверхности изделия, помещаемого на магнитный зажимной патрон.
• Очистите магнитный зажим тканью, а затем протрите ладонью.
• Поместите лист бумаги немного большего размера, чем заготовка, в центр патрона.
• Разместите работу на бумаге и включите питание магнитного держателя.
• Убедитесь, что магнитный патрон включен, попытавшись вынуть изделие из патрона.
• Перед запуском шлифовального станка убедитесь, что круг очищает работу.
• Запустите новый шлифовальный круг примерно на одну минуту, прежде чем включить его в работу.
• Подождите, пока колесо наберет максимальную скорость, прежде чем использовать его, так как в колесе могут быть незаметные неисправности.
• Встаньте сбоку от круга, прежде чем запускать шлифовальный станок.
• Выключите охлаждающую жидкость перед остановкой колеса, чтобы избежать дисбаланса.
• Не допускайте попадания на рабочую поверхность обрезков, инструментов и материалов.
• Держите пол вокруг кофемолки чистым и свободным от масла и жира.
• Используйте подходящую вытяжную систему вентиляции, чтобы уменьшить вдыхание пыли, мусора и тумана охлаждающей жидкости. Выхлопные системы должны проектироваться и обслуживаться соответствующим образом.
• При выполнении работ по техническому обслуживанию соблюдайте процедуры блокировки.
Процедура использования
• Первый шаг при использовании плоскошлифовального станка — убедиться, что материал, который вы хотите придать форму, можно использовать в шлифовальном станке. Мягкие материалы, такие как алюминий или латунь, забивают абразивный круг и снижают эффективность его работы, после чего его необходимо очищать. Этот процесс описан в разделе «Техническое обслуживание». Максимальный размер материала, который может обрабатывать шлифовальный станок, составляет 18 дюймов в длину, 8 дюймов в ширину и 6 дюймов в высоту.
• Следующий шаг – убедиться, что материал закреплен. Это делается с помощью тисков, а затем с помощью магнитного зажима. После закрепления материала его необходимо вручную поместить под абразивный круг. Это делается путем вращения колес долготы и широты, расположенных на передней части кофемолки. Сам абразивный круг можно немного подвигать, чтобы материал оказался в идеальном положении.
• После этого машину можно запускать. Он должен достичь максимальной скорости, прежде чем пытаться использовать его из соображений безопасности. Если колесо работает правильно, его можно использовать вручную, когда необходимо выполнить очень точную работу.

Рис. 1. Шлифовальный станок Chevalier Surface Grinder
Заправка колеса
1. Поместите комод с алмазным кругом на кровать.
2. Держите алмазный инструмент на ¼ дюйма левее центра круга.
3. Зафиксируйте комод на кровати, включив магнитный фиксатор.
4. Включите питание машины, повернув переключатель в положение «ON». Затем нажмите зеленую кнопку, чтобы запустить шпиндель.
5. Перемещайте шлифовальный круг вниз с помощью маховика вертикального стола, пока он едва не коснется правящего инструмента.
6. Выключите машину после контакта с комодом.
7. Включите машину снова. Пока шлифовальный круг вращается, опускайте шлифовальный круг в направлении Z, пока не образуется небольшой столбик пыли.
8. После того, как небольшой шлейф пыли был создан, сделайте один проход вперед и назад по оси Y. Остановите машину, когда правящий станок сделает проход вперед и назад.
9. При остановке машины убедитесь, что приспособление для правки находится примерно в ½ дюймах от колеса.
10. Проверьте колесо, чтобы убедиться, что оно чистое. Если нет, повторите шаги 8 и 9.
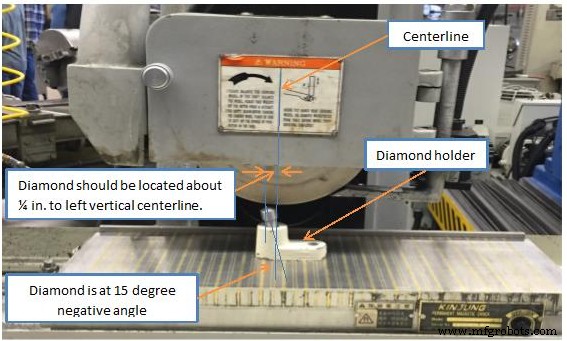
Рис. 2. Правка колеса
Кольцевой тест
Перед монтажом шлифовальные круги необходимо осмотреть и «испытать кольцом», чтобы убедиться в отсутствии трещин или других дефектов. По колесам следует слегка постучать легким неметаллическим предметом. Стабильное и неповрежденное колесо даст чистый металлический звук или «звон».
Выполнение кольцевого теста:
Убедитесь, что колесо сухое и на нем нет опилок или других материалов, которые могут заглушить звук звонка.
Для проведения теста вам понадобится предмет из твердого пластика или твердого дерева, например ручка отвертки или другой инструмент. Используйте деревянный молоток для более тяжелых инструментов. Не используйте металлические предметы.
- Подвесьте круг на штифт или вал, который проходит через отверстие, чтобы его было легко вращать, но не задевайте круг за шлифовальный станок. Если колесо слишком велико для подвески, поставьте его на чистую твердую поверхность.
- Представьте себе вертикальную линию отвеса, проходящую через центр колеса.
- Нажмите на колесо примерно на 45 градусов с каждой стороны от вертикальной линии, примерно на один-два дюйма от края колеса. (Большие колеса могут постукивать по краю, а не сбоку колеса.)
- Поверните колесо на 180 градусов так, чтобы нижняя часть колеса оказалась сверху.
- Снова коснитесь колеса примерно на 45 градусов с каждой стороны от вертикальной линии.
- Колесо проходит испытание, если оно издает чистый металлический звук при постукивании во всех четырех точках. Если колесо звучит мертво в любой из четырех точек, оно треснуло. Не используйте его.
Замена шлифовального круга
- Откройте корпус колеса. Если корпус колеса очень тугой, может потребоваться пара гаечных ключей, гаечный ключ и резиновый молоток.
- Снимите верхнюю металлическую пластину, ослабив винты, которыми она крепится к корпусу колеса.

Рис. 3. Снимите металлическую пластину и кожух колеса
3. За колесом, на шпинделе, есть отверстие. Вставьте гаечный ключ с правой стороны в заднюю часть шпинделя. Ключ для распорки должен входить в отверстие.
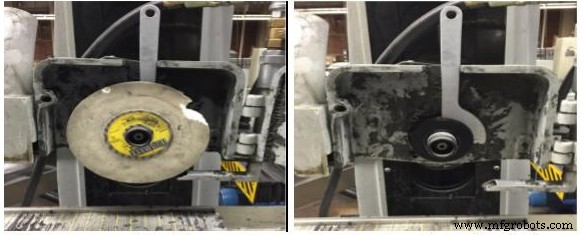
Рис. 4. Вставьте гаечный ключ в отверстие Рис. 5. Снимите шлифовальный круг
4. Вставьте гаечный ключ в два отверстия в передней части колеса. При снятии колеса со шпинделя поворот вправо ослабит, а поворот влево затянет. 5. Ударьте резиновым молотком по треугольному ключу, чтобы ослабить колесо. 6. Чтобы установить новый шлифовальный круг, выполните процедуру в обратном порядке. Поворот рычажного ключа влево затянет его. При установке колеса убедитесь, что ключ находится с левой, а не с правой стороны. Поверните рычажный ключ рукой, а когда это невозможно, используйте резиновый молоток. 7. Снимите ключ с задней части шпинделя. 8. Прикрутите пластину обратно к верхней части корпуса колеса. 9. Закройте корпус колеса и затяните ручку.
Процедура шлифовки
- Убедитесь, что используется подходящее колесо для приклада. Существуют разные шлифовальные круги для алюминия, нержавеющей стали и титана.
- Очистите станину перед размещением на ней заготовки. Это предотвратит помехи магнитному держателю.
- Place magnetic parallels around the workpiece to ensure the workpiece does not shift during grinding.
- Turn the magnetic chuck on to secure the pieces onto the bed.
- Adjust the bed and saddle position to center the stock below the wheel.
- Lower the wheel an inch above the workpiece.
- Take a piece of paper and place it between the wheel and the stock. Move the paper back and forth while simultaneously lowering the wheel until the paper is no longer able to move to zero the z-axis. See figure 1.
- Zero the z-axis of the workpiece by setting the dial on downfeed handwheel to 0 inches. See figure 2.
- Lock the table Longitudinal stoke setting block so that there is about an inch of overtravel at each end of the table stroke.
- Adjust the table position so the wheel sits about an inch to the right of the workpiece.
- Lower the wheel to the desired depth of grinding. There should be a maximum downfeed of 0.001 inch per pass.
- Ensure the wheel is not in contact with the workpiece before turning the main power on. Press the green button to turn the spindle on and turn the coolant switch on.
- Grind the stock by making passes left to right along the x-axis.
- Once the first strip of the workpiece has been sufficiently ground, turn the y-axis handwheel half a turn clockwise.
- Grind another strip of the workpiece from left to right along the x-axis.
- Repeat until the workpiece is fully ground, then repeat all of the previous steps for the other side.

Figure 6. Setting the z axis Figure 7. Setting downfeed
Grinding Wheel
Select the grinding wheel:
Keep in mind that a grinding wheel is a form of cutting tool, and except in the case of wheel for general purpose grinding, the abrasive, grit size, grade and structure, bond type should be selected to fit the particular job on which the wheel is to be used, just as a cutter, drill or tap is selected for its specific job.
To select the grinding wheel, there are eight factors which affect the choice of the grinding wheel specifications. There are:
1. Grinding wheel manufactures instruction.
2. Material to be ground and its hardness.
3. Amount of stock to be removed and finish required.
4. Are of grinding contact.
5. Severity of the grinding operation.
6. Wheel speed.
7. Feed rate
8. Operating technique.
Suggestions:
1. First consider the material to be ground and its hardness. These effect the choice of abrasive, grift size, and grade or hardness of the wheel.
- Aluminum oxide are best for steels, while Silicon carbide abrasives are better suited to grinding cast iron, nonferrous metals and nonmetallic materials.
- A relatively fine grit size works best on taking heavier cuts can be used advantageously on soft and ductile materials that are readily penetrated.
- The hardness of the material to be ground also affects choice of the wheel grade or hardness. A harder grade can be used on soft, easily penetrated materials than on hard materials which naturally tend to dull the wheel faster. The softer grades release the dull grains more readily to present new, sharp grains to the work.
2. Second factor, in selecting a wheel in the amount of stock to be removed and the finish required. These affect the choice of grift size and bond as follows:
- A relatively coarse grit size is selected for rapid stock removal without regard for finish as rough grinding; a fine grift should be used where a high finish is desired.
- Vitrified bonded wheels are generally used where a commercial finish satisfactory. The organic bonds, resinoid, rubber and shellac, produce the highest finish.
3. The area of grinding contact between the wheel and the work affects the choice of grift size and grade.
- A coarse grift is required when the contact area is relatively large, as in surface grinding with cup wheels, cylinders or segments, to provide adequate chip clearance between the abrasive grains. As area of contact becomes smaller and the unite pressure tending to break down the wheel face becomes greater, finer grit wheels should be used.
- As to the grade or hardness, on large area of contact a soft grade will provide normal breakdown of the wheel, insuring continuous, free-cutting action. A harder grade, on the other hand, is needed to stand up under the increasingly higher unit pressure as the area of contact becomes smaller.
4. The severity of the grinding operation affects the choice of abrasive and grade.
- A tough abrasive like 4A Aluminum Oxide should be used for rough, heavy duty grinding of steel.
- The milder abrasives like 32 and 38 Aluminum Oxide are best for lighter precision grinding operations on steels and semisteels, while the intermediate 57 and 19 Aluminum Oxide abrasives are used for precision and semiprecision grinding of both mild and hard steels.
- The severity of the grinding operation also influences the choice of grade. Hard grade provide durable wheels for rough grinding such as snagging, while medium and softer grade wheels can be used for precision type operations which are less severe on the wheel.
5. The speed at which the grinding wheel is to be operated often dictates the type of bond.
- Vitrified bonded wheels should not be used at speeds over 6,500 s.f.p.m. With few exceptions, when the speed exceeds this figure, resinoid, rubber or shellac bonded wheels should be used. Note, the safe operating speed shown on the tag, wheel or blotter must never be exceeded.
6. Feed rate
- The higher the feed rate, the greater the grinding pressure is. If the grinding speed of workpiece must be increased, the feed rate will be increased, then the wear of the wheel will be faster. Therefore a harder grinding wheel is required.
- A standard wheel marking system is used for the identifying five major factors in grinding wheel selection:
- Type of abrasive
- Grit size
- Grade or hardness
- Structure
- Bond
First Symbol:Type of Abrasive
A wheel marked A 60-J8V indicates the following:
A – Fused aluminum oxide
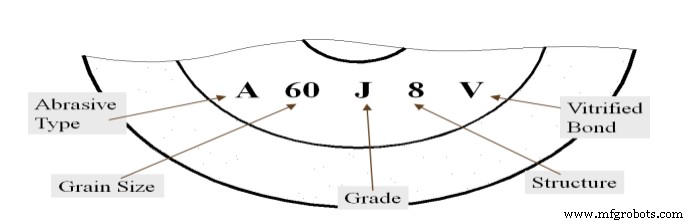
Figure 8:Grinding Wheel Marking
Second Symbol:Grit Size
The following scale can be used to determine grit:

Third Symbol:Grade of Hardness
- Hardness grade is a measure of bond strength of the grinding wheel.
- Bond material holds abrasive grains together in the wheel.
- The stronger the bond, the harder the wheel.
- Hardness grade is a measure of bond strength of the grinding wheel.
A to G are softer.
H to P are more medium grades.
R to Z are harder.
Fourth Symbol:Structure
- Structure, the spacing of the abrasive grains in the wheel is indicated by numbers.
1 is a dense structure.
8 is a more medium structure.
15 is an open structure.
Fifth Symbol:Bond
- Bond is identified by letter according to the following:
- V – Vitrified
- B – Resinoid
- R – Rubber
- E – Shellac
- M – Metal
Standard grinding wheel marking example:
1- A – 305 X 25 X 127 WA 46 K 8 V 7N 2000m/min
FROM(WHEEL TYPE):1(Straight-plain)
FACE:A
SIZE:Dia. (D) X Width(W) X Bore(H)
ABRASIVE TYPE:WA (See Figure 2)
GRAIN SIZE:46 (See Figure 2)
GRADE:K (See Figure 2)
STRUCTURE:8 (See Figure 2)
BONE TYPE:V (See Figure 2)
MAKER CODE:7N
МАКСИМУМ. RPM:2000m/min.
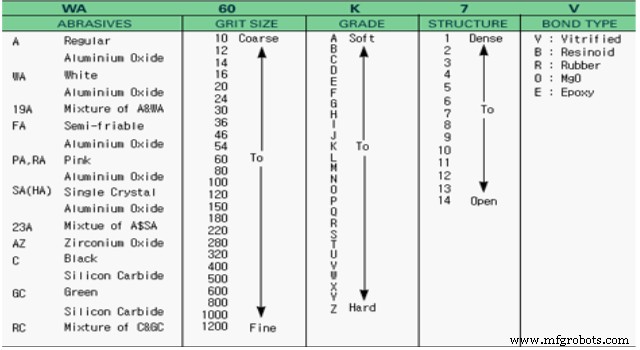
Figure 9:Grinding Wheel Selection Chart
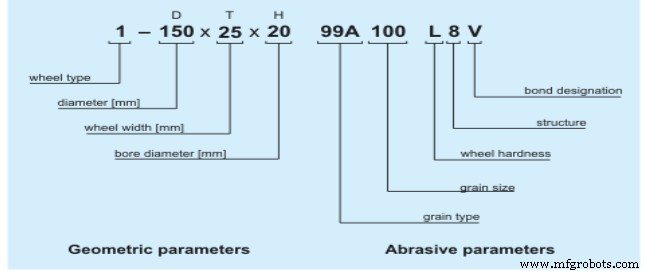
Figure 10:Grinding Wheel Selection Chart
UNITS TEST
1. Please list five Safety Precautions.
2. Please list five main parts of the surface grinders.
3. What is a diamond wheel dresser?
4. When Dressing the Wheel how far Diamond dresser should be located to the left of the center of the wheel?
5. What is a Ring Test?
6. How do you Performing the ring test?
7. When select the grinding wheel, there are eight factors which affect the choice of the grinding wheel specifications. Please list five out of eight factors.
8. Aluminum oxide grinding wheel are best for what?
9. A standard wheel marking system is used for the identifying factors in grinding wheel selection. Please all five major factors?
10. A wheel marked WA 80-L9B, Please indicates the following.
Chapter Attribution Information
This chapter was derived from the following sources.
Grinding and Buffing derived from Mechanical Engineering Tools by the Massachusetts Institute of Technology, CC:BY-NC-SA 4.0.
Промышленные технологии
- Поверхность литья по выплавляемым моделям
- 12 Глава 3:Сверлильный станок
- Ротационная плоскошлифовальная машина и качество обработки
- Плоское шлифование по старинке
- Введение в плоскошлифовальный станок с ПЛК
- Подробное введение и руководство по плоскошлифовальному станку
- Четыре типа шлифовальных станков и их использование
- Как получить максимальную отдачу от вашей настольной плоскошлифовальной машины
- Краткое руководство по шлифовальному станку для колонн
- Допуск плоскостности в GD&T