


13 Глава 4:Ленточная пила
ЦЕЛЬ
После завершения этого раздела вы сможете:
- Определить ленточную пилу.
- Понимать правила безопасности.
- Опишите работу горизонтальной ленточной пилы.
- Опишите работу вертикальной ленточной пилы.
- Опишите разделочную пилу.
- Объясните выбор пильных полотен.
- Опишите набор зубов.
- Объясните загрузку тисков.
- Опишите смазку.
Ленточная пила
На рынке доступны два типа ленточнопильных станков:один — горизонтальный ленточнопильный станок, а другой — вертикальный ленточнопильный станок. Ленточные пилы стали довольно распространенными в любом механическом цехе и не требуют специальных навыков для использования. Однако, учитывая характер выполняемой работы, важно, чтобы вы ознакомились с оборудованием и выполнили несколько простых шагов при использовании ленточной пилы. Вот несколько простых инструкций по безопасному использованию вертикальных ленточных пил.
Шаг 1. Безопасность
Перед работой с каким-либо электроинструментом важно надеть защитные очки, перчатки и любое другое соответствующее защитное снаряжение. Постарайтесь свести к минимуму свободную одежду, так как она может застрять в пильных дисках.
Шаг 2. Изучите свою машину
Большинство ленточнопильных станков поставляются с переменной скоростью, но если у вас только одна скорость, это не повод для беспокойства. Ваш выключатель питания и индикаторы скорости обычно расположены с левой стороны машины, если вы стоите перед машиной. Рычаг переключения передач и регулятор скорости будут расположены в задней части машины. Наклонный стол спереди позволяет легко перемещать объект, который вы режете. Воздуходувка в верхней части лезвия гарантирует, что любые частицы сдуваются от вас, а не к вам.
Шаг 3. Измерения
Отметьте свои измерения на объекте, который нужно вырезать. Убедитесь, что размеры, которые вы пытаетесь вырезать, могут пройти через машину. Это более важно для любой контурной резки, чем для прямой резки. При резке прямых линий следите за тем, чтобы ширина объекта не увеличивала расстояние между лезвием и стойкой станка. Если вы вырезаете контур, убедитесь, что объект может пройти через зазор между колонной и лезвием во всех направлениях. Если это не так, просто отрежьте любой лишний предмет перед использованием машины.
Шаг 4. Установите скорость
В зависимости от типа материала, который вы режете, скорость пилы будет меняться соответственно. Общее эмпирическое правило состоит в том, чтобы использовать высокую скорость для более мягких материалов и относительно низкую скорость для более твердых материалов. После включения машины подождите несколько секунд, пока она включится и установится на своей рабочей скорости.
Шаг 5. Кормление
После того, как вы отметили объект и установили скорость, вы готовы подать объект через машину. В зависимости от того, какой тип машины вы используете, объект можно подавать вручную или с помощью механизированного устройства подачи. Перед подачей предмета и даже перед включением станка проверьте, в какую сторону обращены зубья лезвия. Это сторона, с которой вы будете подавать объект.
Если вы подаете объект вручную, убедитесь, что вы держите руки подальше от лезвия, а если вы используете устройство подачи с электроприводом, убедитесь, что вы не застряли ни в одной из движущихся частей машины. Крепко возьмите предмет, совместите линию реза с лезвием, уберите руки с пути лезвия и втолкните предмет в линию полотен ленточной пилы. После того, как вы прорежете объект, удалите предметы из машины и выключите машину.
Безопасность
- Знайте, где расположены переключатели пуска и остановки.
2. Перед использованием машины убедитесь, что нож отрегулирован правильно, а дверцы закрыты.
3. Используйте диск, соответствующий толщине разрезаемого материала. На толщину материала должно быть не менее трех зубьев.
4. Никогда не запускайте машину со скоростью, превышающей рекомендованную для конкретного материала.
5. Убедитесь, что пильный диск достаточно острый, чтобы разрезать материал.
6. Установите все ограждения перед работой. Узел верхней направляющей/защиты должен располагаться в пределах ¼ дюйма от заготовки.
7. Перед началом резки убедитесь, что заготовка ровно лежит на столе.
8. Не начинайте резать, пока лезвие не наберет полную скорость.
9. Поддерживайте безопасное расстояние между руками и лезвием.
10. Используйте соответствующее усилие при разрезании куска.
11. При перемещении нестандартных или мелких материалов используйте доску или толкатель.
12. Следите за тем, чтобы тонкие детали не застряли в прорези или не попали в конец прорези во вставке.
13. В случае заедания лезвия выключите станок, отсоединив шнур питания, и подождите, пока он полностью не остановится, прежде чем пытаться снять лезвие с заготовки. Заедание диска — это когда пильный диск застревает в заготовке.
14. Никогда не выполняйте регулировки, пока машина полностью не остановится.
15. В случае обрыва ленты отключите шнур и держитесь подальше от машины, пока она не остановится. Немедленно свяжитесь с преподавателем.
16. Удаляйте лишнюю стружку с помощью щеток или тряпок после остановки станка, чтобы предотвратить накопление большого количества стружки.
17. Прежде чем покинуть рабочее место, убедитесь, что машина выключена и очищена.
Горизонтальная ленточная пила
Регулировка порока
Загрузка порока
- Поворот ручки влево ослабит тиски. Если повернуть его вправо, он затянется.
2. Тиски можно перемещать вручную, если они не зажаты. Чтобы сдвинуть тиски, может потребоваться некоторое усилие, и если они заедают, небольшое ослабление ручки должно решить проблему.
3. Заготовка должна быть закреплена таким образом, чтобы она не выскочила во время резки.
4. Убедитесь, что заготовка разрезается несколькими зубьями диска, а не одним.
Вращающиеся тиски
- Если желаемый угол резки не равен 90 градусам, угол тисков можно отрегулировать до 45 градусов.
2. Чтобы изменить угол, поднимите режущую головку и отрегулируйте болты, как показано на рисунке ниже.
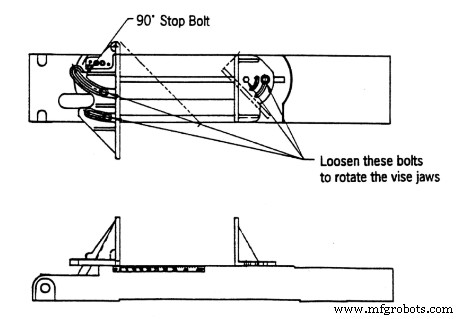
3. Перед резкой затяните болты и верните губки в исходное положение.
4. Когда тиски повернуты на полные 45 градусов, максимальный размер заготовки становится 8 дюймов круглым и 8 дюймов квадратным.
Процедура
- Поднимите ручку и зафиксируйте машину на месте.
2. Установите приклад в тиски и затяните его.
3. Не режьте тонкие вертикальные детали, так как они могут повредить лезвие.
4. Не режьте большие плоские детали на горизонтальной ленточной пиле. Отрежьте эти детали с помощью вертикальной ленточной пилы.
5. Отрегулируйте держатели лезвий так, чтобы они не касались приклада.
6. При необходимости включите охлаждающую жидкость или смазочно-охлаждающую жидкость.
7. Поместите кнопку аварийной остановки в выдвинутое положение.
8. Выключите машину, нажав зеленую кнопку.
9. Отрегулируйте скорость лезвия в соответствии с вашими потребностями.
10. Медленно поворачивайте рычаг вертикальной подачи и меняйте скорость по мере необходимости. Спросите своего инструктора о скорости головы. Если скорость слишком низкая, лезвие может затупиться. Однако, если скорость слишком высока, это может привести к повреждению лезвия. Лезвие должно выполнять всю работу.
11. Станок автоматически остановится после резки заготовки.
12. Верните скорость головки к значению по умолчанию и очистите машину.
Вертикальная ленточная пила
Настройка
- Убедитесь, что питание выключено, и отрегулируйте высоту направляющей стойки на ¼ дюйма над верхней поверхностью приклада, ослабив фиксатор направляющей стойки. Когда закончите, не забудьте затянуть замок.
2. Убедитесь, что есть толкатель.
Процедура
- Включите машину и дождитесь, пока она разовьет максимальную скорость.
2. Разрежьте приклад, следя за тем, чтобы пальцы находились на расстоянии не менее 4 дюймов от лезвия.
3. При резке мелких предметов используйте толкатель.
4. Делайте рельефные вырезы при вырезании кривых или сложных вырезов. Это уменьшит количество пятен на лезвии. Это также избавит вас от необходимости возвращаться назад.
5. Используйте хвостовик при перепиливании или резке длинных заготовок.
6. При выполнении фасок держите направляющую на нижней стороне лезвия.
7. Если лезвие издает щелкающие звуки, немедленно выключите машину. Звук означает ломающееся лезвие. Немедленно сообщите об этом преподавателю.
8. Выключите машину и остановите диск с помощью ножного тормоза, когда закончите резку. Не оставляйте ленточнопильный станок, не полностью остановив полотно.
Процедура после завершения работы
- Уберите все опилки и кусочки с помощью веника и совка.
2. Очистите пилу и проверьте ее на наличие повреждений. Если что-то замечено, немедленно сообщите об этом инструктору.
Процедура обрезки пилы1. Материал должен быть уложен на стол вровень с упором.
2. Наклоните стол в нужном направлении и закрепите шарнир.
3. Не включайте пилу на этом этапе. Выровняйте лезвие до нужной длины резки.
4. Полностью поднимите пилу. Не отпускайте резко пилу.
5. Надежно прижмите приклад к столу и упору. Убедитесь, что во время резки ваша рука находится на расстоянии не менее 6 дюймов от лезвия.
6. Когда пила находится на максимальной высоте, крепко держите ручку, а затем нажмите и удерживайте переключатель.
7. Как только лезвие наберет полную скорость, медленно опустите лезвие через приклад.
8. После завершения резки выключите пилу, отпустив переключатель.
9. Медленно поднимите пилу в исходное положение после полной остановки диска.
Существуют разные типы отрезных пил, каждый из которых немного отличается от другого.
Отрезные пилы для составных частей наклоняться и поворачиваться вокруг вертикальной оси. Они могут срезать углы как сбоку, так и сверху заготовки.
Отрезные пилы со скользящим составом также наклоняться и поворачиваться вокруг вертикальной оси, но также может скользить по линейным рельсам. Это позволяет пиле делать более длинные пропилы.
Выбор пильных полотен
Выбор правильного диска для разрезаемого материала играет важную роль в экономической эффективности
ленточная распиловка. Вот несколько рекомендаций, которые помогут вам принять правильное решение.
Терминология Blade
Четкое понимание терминологии блейдов поможет избежать путаницы при обсуждении
проблемы с резкой.
1. Задняя часть лезвия:тело лезвия, не включая зубчатую часть.
2. Толщина:расстояние от края до края лезвия.
3. Ширина:Номинальный размер пильного диска, измеренный от кончика зуба до задней части ленты.
4. Установка:изгиб зубьев вправо или влево, чтобы обеспечить зазор задней части лезвия в разрезе.
Прорезь:количество материала, удаляемого срезом лезвия.
5. Шаг зубьев:расстояние от вершины одного зуба до вершины следующего зуба.
6. TPI:количество зубов на дюйм, измеренное от впадины до впадины.
7. Пищевод:изогнутая область у основания зуба. Расстояние от кончика зуба до дна пищевода является глубиной пищевода.
8. Поверхность зуба:поверхность зуба, на которой образуется стружка.
9. Передний угол зуба:угол поверхности зуба, измеренный относительно линии, перпендикулярной направлению резания пилы.
Форма зуба
Форма режущей кромки зуба влияет на то, насколько эффективно лезвие может прорезать кусок материала
принимая во внимание такие факторы, как срок службы лезвия, уровень шума, плавность реза и пропускная способность стружки.
Переменная положительная: Переменное расстояние между зубьями и вместимость впадины этой конструкции снижают шум и вибрацию, обеспечивая при этом более высокую скорость резания, длительный срок службы лезвия и плавный рез.

Переменная: Конструкция с преимуществами, аналогичными переменной положительной форме для использования при более медленных скоростях резания.

Стандарт: Хорошая конструкция лезвия общего назначения для широкого спектра применений.
Пропустить: Широкая канавка делает это лезвие пригодным для работы с неметаллическими материалами, такими как дерево, пробка, пластик и композиционные материалы.

Зацепка: Подобно форме Skip, это высокое лезвие может использоваться для материалов, образующих прерывистую стружку (например, чугун), а также для неметаллических материалов.

Набор зубов
Количество зубьев и угол, на который они смещены, называется «зубчатой парой». Набор зубьев влияет на эффективность резания и способность отводить стружку.
Рейкер: 3 последовательности зубьев с одинаковым углом установки (влево, вправо, прямо). Модифицированный грабель:последовательность из 5 или 7 зубьев с одинаковым углом установки для большей эффективности резания и более гладкой поверхности (слева, справа, слева, справа, прямо). Порядок установки зубов может варьироваться в зависимости от продукта.
Вари-рейкер: Последовательность зубьев зависит от шага зубьев и семейства продуктов. Обычно набор Vari-Raker обеспечивает бесшумную, эффективную резку и гладкую поверхность с меньшим количеством заусенцев.
Альтернативный: Каждый зуб устанавливается в чередующейся последовательности. Используется для быстрого удаления материала, когда отделка не критична.
Волнистый: Группы зубов, расположенные с каждой стороны, в пределах общего набора зубов. Зубы имеют разную степень посадки в контролируемом порядке. Волнистый набор обычно используется с изделиями с мелким шагом для снижения шума, вибрации и заусенцев при резке тонких прерывистых деталей.
Вари-сет: Высота зубьев/шаг разводки варьируется в зависимости от семейства продуктов и шага. Зубья имеют различную установочную величину и установочный угол, что обеспечивает более тихую работу с уменьшенной вибрацией. Vari-Set эффективен для труднообрабатываемых материалов и больших поперечных сечений.
Одноуровневый набор: Геометрия лезвия имеет один размер высоты зуба. Установка этой геометрии требует сгибания каждого зуба в одном и том же положении с одинаковым изгибом на каждом зубе.
Двойной уровень: Эта геометрия лезвия имеет переменные размеры высоты зуба. Настройка этого продукта требует изгиба каждого зуба на разную высоту и заданную величину, чтобы получить несколько плоскостей резания.
Загрузка тисков
Положение, в котором материал помещается в тиски, может существенно повлиять на стоимость реза. Часто загрузка меньших связок может означать большую эффективность пиления.
Все машины имеют заявленную грузоподъемность, но практический уровень обычно ниже, от 1/2 до 1/3, в зависимости от разрезаемого материала (более твердые материалы лучше всего резать при 1/3 номинальной грузоподъемности).
При резке материалов сложной формы, таких как уголки, двутавры, швеллеры и трубы, главное расположить материалы таким образом, чтобы лезвие прорезало как можно более равномерную ширину на всем протяжении. разреза.
На следующих диаграммах показаны некоторые экономичные способы загрузки и крепления. Убедитесь, что независимо от выбранного расположения, работа может быть надежно закреплена, чтобы избежать повреждения машины или травмирования оператора.
Смазка
Смазка необходима для длительного срока службы лезвия и экономичной резки. При правильном нанесении на зону сдвига смазка существенно снижает тепловыделение и обеспечивает хороший сход стружки вверх по поверхности зуба. Без смазки чрезмерное трение может привести к нагреву, достаточному для приваривания стружки к зубу. Это замедляет процесс резания, требует больше энергии для срезания материала и может привести к выкрашиванию или зачистке зубьев, что может привести к разрушению лезвия.Следуйте инструкциям производителя смазки относительно смешивания и дозирования смазки. Держите под рукой правильно смешанный запас восполняющей жидкости. Никогда не добавляйте воду только в поддон машины. Жидкая смесь со слишком высоким водо-жидкостным отношением не обеспечивает надлежащей смазки и может привести к быстрому износу зубьев и поломке лезвия. Используйте рефрактометр и визуально осмотрите жидкость, чтобы убедиться, что она чистая. Кроме того, убедитесь, что система подачи смазки правильно направлена, чтобы смазка поступала точно в нужную точку.
Как выбрать ленточные пилы:
При заказе ленточной пилы необходимо указать следующую информацию:
Например: Название продукта Длина x Ширина x Толщина Зубьев на дюйм
CONTESTOR GT 16’ x 1-1/4” x 0,042” ¾TPI
Эти шаги являются руководством по выбору соответствующего продукта для каждого приложения:
Шаг 1. Анализ процесса распиловки Станок:
В большинстве случаев достаточно знать размеры лезвия (длина x ширина x толщина).
Материал :Узнайте следующие характеристики материала, который нужно разрезать.
• Марка • Твердость (при термообработке или закалке)
• Форма • Размер
• Нужно ли складывать материалы в стопки (связывать) или резать по одному?
Другие потребности клиентов: Следует учитывать особенности приложения.
• Распиловка в производственных или подсобных целях/общего назначения?
• Что важнее:быстрая резка или стойкость инструмента?
• Важна ли отделка материала?
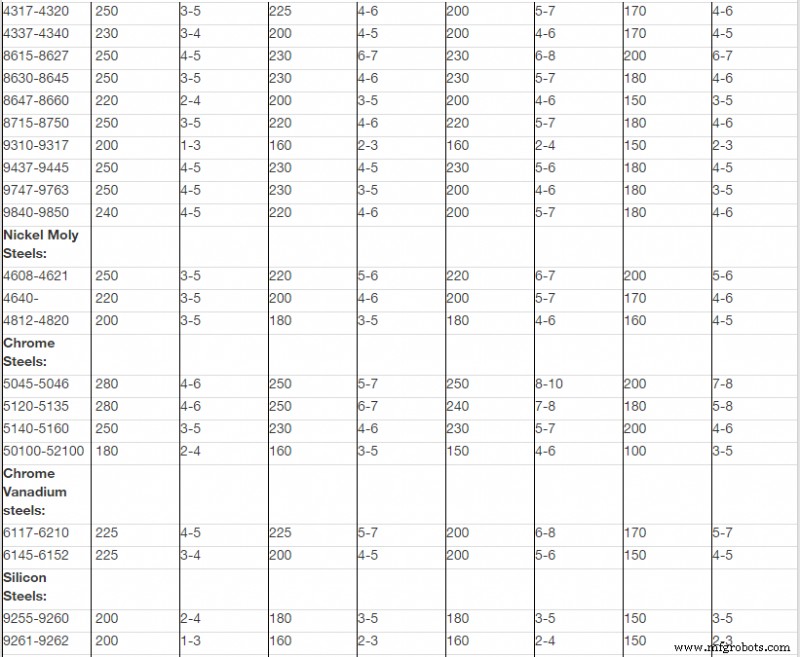
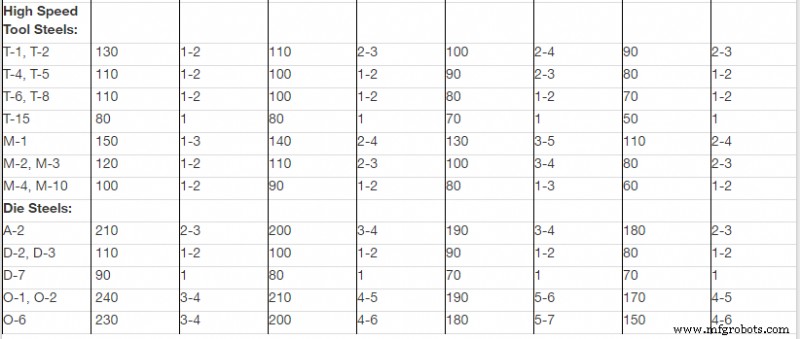
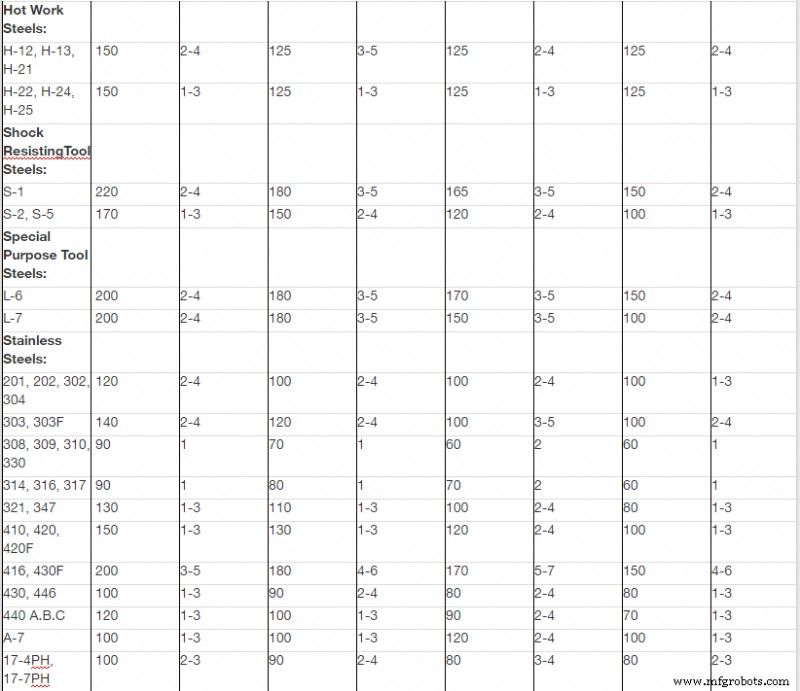
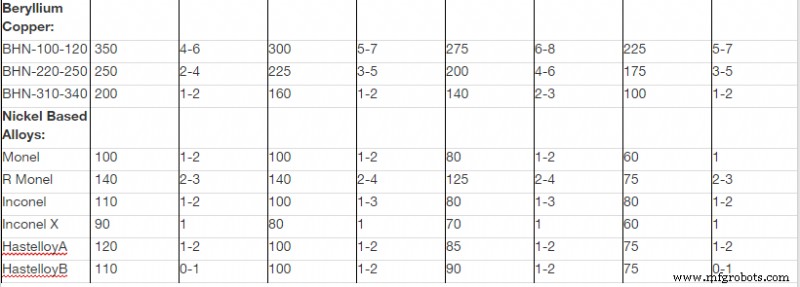
Шаг 2. Определите, какой продукт использовать. Используйте приведенные ниже диаграммы.
• Найдите материал, который нужно разрезать.
• Прочтите таблицу, чтобы узнать, какое лезвие рекомендуется.
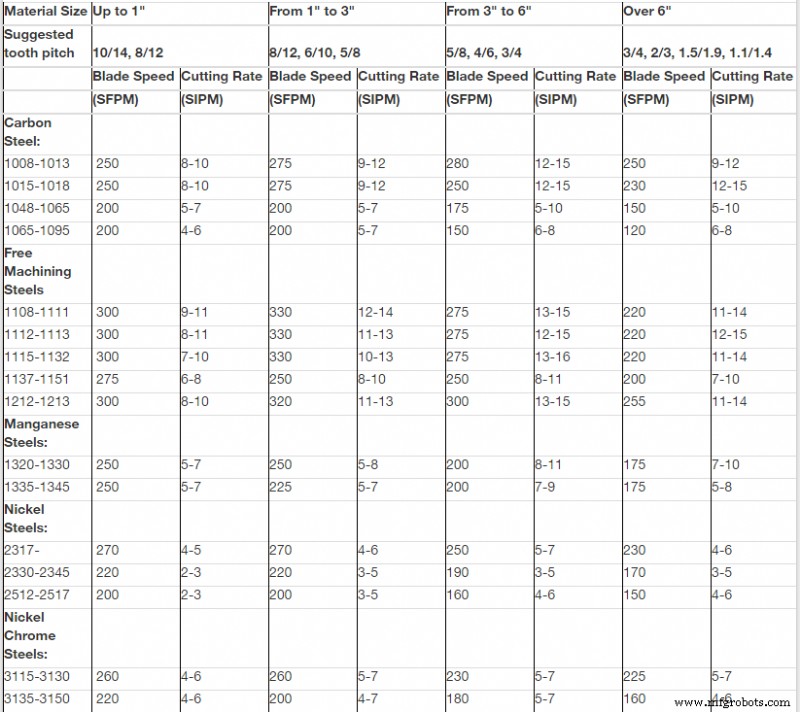
Шаг 3. Определите правильное количество зубьев на дюйм (TPI)
Воспользуйтесь таблицей выбора зубьев (см. таблицу ниже).
• Если у вас возникли трудности с выбором между двумя шагами, более мелкий из двух, как правило, дает
более высокая производительность.
• Если необходим компромисс, сначала выберите правильный TPI.
Шаг 4. Закажите жидкости и смазки для пиления, чтобы повысить производительность и продлить срок службы
жизнь на любом лезвии.
Шаг 5. Установите лезвие и жидкость
Шаг 6. Правильно обкатайте лезвие
Шаг 7. Запустите лезвие с правильной скоростью и скорость подачи.
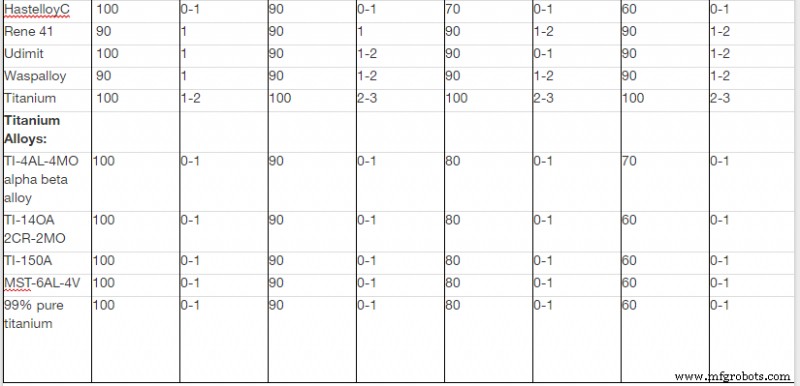
См. таблицу ниже.
СКОРОСТЬ ЛЕНТЫ И РЕКОМЕНДУЕМАЯ СКОРОСТЬ РЕЗКИ ДЛЯ РЕЗКИ БИМЕТАЛЛА
БЛОК-ТЕСТ:
1. Назовите два типа ленточных пил.
2. Перечислены пять важных шагов при использовании ленточной пилы.
3. Пожалуйста, объясните Керф.
4. Что такое шаг зубьев?
5. Пожалуйста, определите TPI.
6. Объясните значение Variable Positive.
7. Что такое набор зубов?
8. Перечислите и опишите пять наборов зубов.
9. Перечисляет три причины, по которым мы используем смазку.
10. Какая информация должна быть указана при заказе ленточной пилы? Информация об атрибуции главы
Эта глава была взята из следующих источников.
- Процедура горизонтальной ленточной пилы взято из исследования Horizontal Band Saw Operation Университета Айдахо, CC:BY-SA 3.0
- Процедура вертикальной ленточной пилы получено из [blank] с помощью [blank], CC:BY-SA 3.0
- Процедура распиловки взято из Woodshop Red Safety and Basic Usage от novaLABS, CC:BY-SA 3.0.
Промышленные технологии
- Швейная машина
- Что такое токарная обработка?
- Предотвращение попадания посторонних предметов (FOD) в цех прецизионного механического оборудования
- 5 технологий, разрушающих производство
- 1 Фрезерные станки
- 12 Глава 3:Сверлильный станок
- 15 Глава 6. Термическая обработка
- 18 Глава 8:ЧПУ
- 22 Модуль 5:Работа с ЧПУ
- Ленточнопильный станок и промышленная революция