


10 Часть 5. Нажатие
ЦЕЛЬ
После завершения этого раздела вы сможете:
• Опишите процедуру постукивания.
• Определите число оборотов для нарезания резьбы.
• Опишите пломбу и полировку.
• Опишите расширенную заготовку.
Нажатие
Нарезание резьбы — это процесс нарезания резьбы внутри отверстия таким образом, чтобы в отверстие можно было вкрутить винт или болт с головкой под ключ. Также из него делают резьбу на гайках.
Нарезание резьбы может производиться на токарном станке с механической подачей или вручную. Независимо от метода отверстие должно быть просверлено метчиком соответствующего размера и скошено на конце.
Процедуры касания
Передовой опыт
Использование направляющих касания
Направляющие метчика являются неотъемлемой частью удобного и прямого метчика. При использовании токарного или фрезерного станка метчик уже прямой и центрированный. Будьте осторожны при ручном выравнивании метчика, так как направляющая метчика под углом 90 ° дает гораздо более точную информацию, чем человеческий глаз.
Использование масла
При сверлении и нарезании резьбы очень важно использовать масло. Он предотвращает визг сверла, делает рез более гладким, удаляет стружку и предотвращает перегрев сверла и инструмента.
Клёв
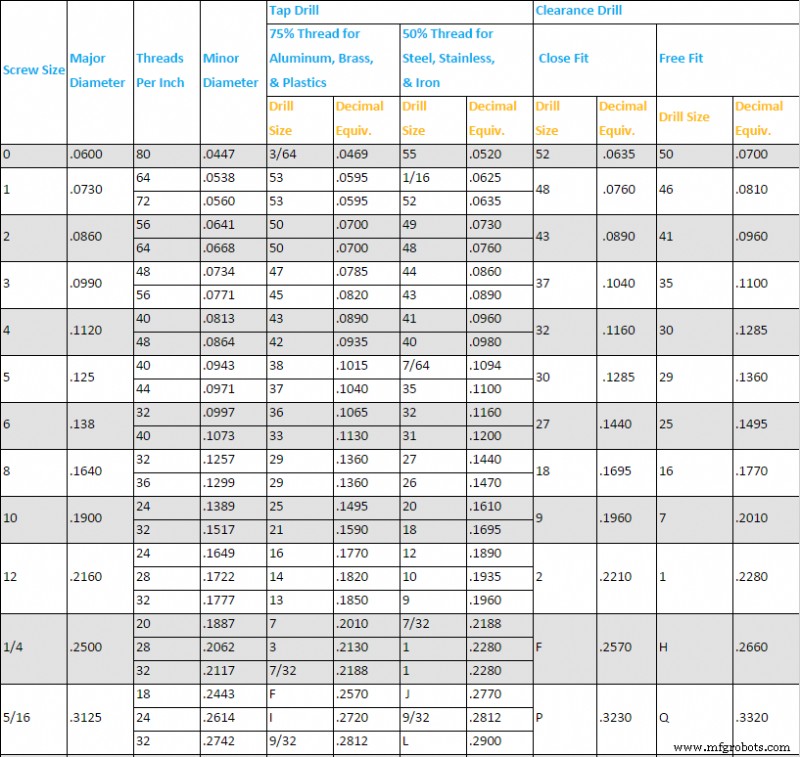
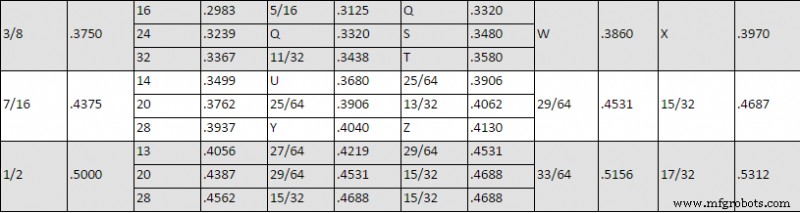
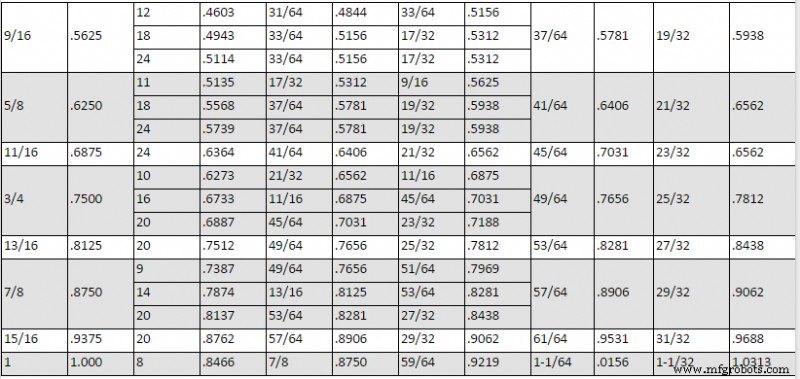
Выдавливание помогает гарантировать, что биты не перегреваются и не ломаются при использовании их для сверления или нарезания резьбы. Сверление с просверливанием включает частичное просверливание детали, затем ее отвод для удаления стружки, одновременно позволяя детали остыть. Обычной практикой является поворот рукоятки на полный оборот, а затем на пол-оборота назад. Всякий раз, когда сверло или метчик выворачиваются, удалите как можно больше стружки и добавьте масло на поверхность между сверлом или метчиком и заготовкой. Процедура ручного постукивания 1. Выберите размер сверла из таблицы. При выборе размера метчика в первую очередь нужно смотреть на эту диаграмму
Процедура постукивания рукой
<сильный>1. Выберите размер сверла из таблицы.
При выборе размера метчика в первую очередь нужно смотреть на эту диаграмму.
Размеры отверстий под резьбу и зазор
<сильный>2. При необходимости добавьте фаску к отверстию перед нарезанием резьбы. Фаски и зенкеры — это дополнительные функции, которые иногда требуются для винтов. Для достижения наилучших результатов скорость вращения шпинделя должна быть в пределах от 150 до 250 об/мин.
<сильный>3. Получить руководство по касанию. Отверстие теперь готово к резьбе. Для этого используйте метчики и направляющие блоки возле ручных фрез. Направляющие блоки будут иметь несколько отверстий для метчиков разного размера. Выберите тот, который ближе всего к размеру используемого метчика, и поместите его над просверленным отверстием.
<сильный>4. Коснитесь блока. Отбейте метчик с помощью гаечных ключей. Слегка надавите, повернув ключ на полный оборот, а затем на пол-оборота. Нажимайте на нужную глубину.
<сильный>5. Завершите нажатие. Если метчик не идет дальше или достигнута нужная глубина, сбросьте давление на метчике; он, вероятно, достиг дна. Выньте метчик из отверстия.
Применение большего давления, вероятно, сломает кран. Чем меньше кран, тем выше вероятность его поломки.
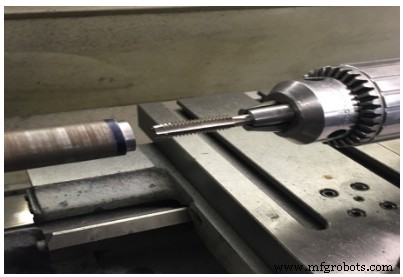
Рис. 1. Коснитесь
Процедура нарезания резьбы на токарном станке
Процедура:
1. Установите заготовку в патрон.
2. Торцовое и центрирующее сверло.
3. Выберите подходящее сверло для метчика.
4. Пример:¼ – 20 unc использовалось сверло № 7.
5. Установите токарный станок на правильную скорость и просверлите метчиком требуемую глубину. Используйте большое количество смазочно-охлаждающей жидкости.
6. Примечание:заготовка будет вращаться при нарезании резьбы с использованием мощности токарного станка. Используйте очень низкую скорость вращения шпинделя. (от 40 до 60 об/мин) и большое количество смазочно-охлаждающей жидкости.
7. Снимите фаску с края отверстия.
Опиливание на токарном станке
Заготовку следует затачивать на токарном станке только для снятия небольшого количества припуска, удаления пригаров или закругления острых углов. Заготовку всегда следует обтачивать до размера примерно от 0,002 до 0,003 дюйма, если поверхность должна быть обработана напильником. Держите ручку напильника в левой руке, чтобы избежать травм при шлифовке на токарном станке, чтобы руки и кисти не касались вращающегося патрона.
Процедура:
1. Установите скорость вращения шпинделя примерно в два раза выше, чем при токарной обработке.
2. Установите заготовку в патрон, смажьте и отрегулируйте мертвую точку в заготовке.
3. Переместите каретку как можно дальше вправо и снимите резцедержатель (при необходимости)
4. Отсоедините ходовой винт и подающий стержень.
5. Выберите правильный файл для использования.
6. Запустите токарный станок.
7. Возьмитесь за ручку напильника в левой руке и поддерживайте острие напильника пальцем правой руки.
8. Слегка надавите и протолкните файл вперед на всю длину. Ослабьте давление на ответную ставку.
9. Перемещайте напильник примерно на половину ширины напильника для каждого штриха и продолжайте напильник, используя от 30 до 40 ходов в минуту, пока поверхность не будет обработана.
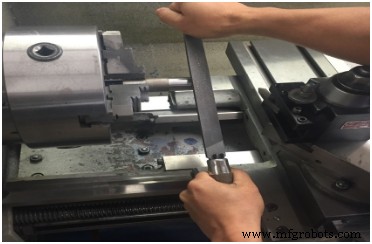
Рисунок 2. Подача файлов
При заточке на токарном станке следует соблюдать следующую технику безопасности.
• Засучить рукава.
• Не используйте напильник без правильно установленной ручки.
• Снимите часы и кольца.
• Не давите на файл слишком сильно.
• Чаще очищайте напильник щеткой для напильника. Вотрите немного мела в зубья напильника, чтобы предотвратить засорение и облегчить очистку.
Полировка на токарном станке
После того, как заготовка была отшлифована, отделка может быть улучшена путем полировки наждачной тканью.
Процедура:
1. Выберите тип сбора и сорт абразивной ткани, для желаемой отделки используйте кусок длиной от 6 до 8 дюймов и шириной 1 дюйм.
2. Настройте токарный станок на высокую скорость (около 800-1000 об/мин).
3. Отсоедините подающий стержень и ходовой винт.
4. Смажьте и отрегулируйте мертвую точку.
5. Запустите токарный станок.
6. Держите абразивную ткань на заготовке.
7. Правой рукой плотно прижмите салфетку к заготовке, крепко удерживая другой конец шлифовальной салфетки левой рукой.
8. Медленно перемещайте ткань вперед-назад вдоль заготовки.

Рисунок 3. Полировка
При полировке на токарном станке необходимо соблюдать следующие меры безопасности:
1. Закатайте рукава.
2. Заправьте любую свободную одежду
Для обычной отделки используйте наждачную ткань с зернистостью от 80 до 100. Для более качественной обработки используйте наждачную ткань с более мелкой зернистостью.
Расширенная обработка
Некоторые детали могут быть неправильной формы, и для их правильной фиксации перед обработкой требуются специальные инструменты.
1. Деталь нельзя поместить в цангу или патрон при резке по всему наружному диаметру заготовки.
2. Детали со сквозными отверстиями должны быть запрессованы на оправку токарного станка (конический вал) и затем зажаты на оправке, а не на самой детали.
3. Если отверстие слишком большое, использование токарной оправки не будет достаточно поддерживать деталь. Вместо этого используйте внешние губки, чтобы захватить внутренний диаметр детали.
4. Детали со сложной геометрией, возможно, потребуется прикрепить к планшайбе, которая затем будет установлена на шпиндель.
ТОКАРНЫЙ ОБОРУДОВАНИЕ:
В следующей таблице представлено быстрое сравнение сильных и слабых сторон различных способов удержания заготовки на токарном станке:
| Метод | <тд>
| Цанги | <тд>
| 3-х кулачковый патрон с мягкими кулачками | <тд>
| 3-х кулачковый самоцентрирующийся патрон с жесткими кулачками | <тд>
| 4-кулачковый патрон | <тд>
| 6-кулачковый самоцентрирующийся патрон | <тд>
| Поворот лицевой панели | <тд>
| Поворот между центрами | <тд>
| Постоянный поворот лица | <тд>
| Расширение беседок | <тд>
Метод описывает конкретную технику или инструменты, которые будут использоваться.
Точность описывает, насколько точно будет удерживаться заготовка или насколько близко к концентричности она будет перемещаться со шпинделем, прежде чем делать какие-либо пропилы.
Повторяемость описывает, как легко вынуть заготовку, а затем снова точно вставить ее.
БЛОК-ТЕСТ
1. Какой размер сверла использовать для метчика ½-20?
2. Для чего нужна фаска?
3. Какой лучший RPM для тэппинга?
4. Какую скорость шпинделя мы устанавливаем для подачи?
5. Какова цель полировки?
6. Шлифовальная ткань с какой зернистостью лучше всего подходит для обычной отделки?
7. Для каких работ лучше всего подходят трехкулачковые патроны?
8. Каковы особенности трехкулачкового патрона?
9. Объясните разницу между трехкулачковым и четырехкулачковым патронами.
10. Каковы преимущества и недостатки сборного патрона?
Промышленные технологии