


2. Часть 1. Трамбовка головы
Цель
После завершения этого раздела вы сможете:
- Опишите, как перемещать головку мельницы.
- Объясните, как указать тиски.
- Объясните использование пружинных цанг.
- Опишите разницу между набором высоты и обычным фрезерованием.
- Объясните, как пользоваться поиском краев.
- Опишите, как правильно настроить быстросменный редуктор.
- Опишите, как уравнять акции.
- Опишите торцевое фрезерование.
- Опишите расширенное закрепление.
Инструменты для перемещения
Циферблатный индикатор – это точный инструмент, используемый для измерения незначительных отклонений между двумя поверхностями.
При перемещении циферблатный индикатор, прикрепленный к патрону, используется для определения ориентации головки фрезерного станка по отношению к столу фрезерного станка. Тот же ключ, который используется для затягивания и ослабления пиноли, можно использовать для регулировки различных болтов на головке мельницы.

Циферблатный индикатор, используемый для перемещения головы.
Перемещение головки мельницы
Трамбовка гарантирует, что головка фрезерного станка перпендикулярна осям X и Y стола фрезерного станка. Этот процесс гарантирует, что режущие инструменты и поверхности фрезерования перпендикулярны столу. Правильная откатка также предотвращает образование неравномерных рисунков при фрезеровании.

Циферблатный индикатор, прикрепленный к шпинделю для точное выравнивание головки мельницы.
Головка вертикальной мельницы может наклоняться вперед-назад и из стороны в сторону. Иногда эти настройки могут дрейфовать. Фрезерную головку следует периодически проверять и регулировать, следя за тем, чтобы шпиндель был перпендикулярен столу.
- Снимите тиски с фрезерного стола.
- Прикрепите циферблатный индикатор к шпинделю и сместите циферблат на шесть дюймов от оси шпинделя. Убедитесь, что щуп индикатора направлен вниз.
- Поднимите стол фрезерного станка так, чтобы при его контакте с индикатором показания индикатора составляли от 0,005 до 0,010 дюйма. Это чтение называется предварительной загрузкой.
- Расположите циферблатный индикатор так, чтобы он был виден, а затем установите безель на ноль.
- Вручную поверните шпиндель, наблюдая за индикатором.
- Если показания циферблатного индикатора остаются на нуле, шпиндель выровнен.
- Если показания не равны нулю, продолжайте перемещать головку, как показано ниже.
Процесс перемещения по оси X
- Чтобы перемещаться по оси X (направление стола мельницы слева направо, если смотреть на мельницу спереди), ослабьте шесть болтов (по три с каждой стороны мельницы) с помощью фрезерного ключа.

Расположение болтов, которые необходимо ослабить позволить голове вращаться вокруг оси X.
<старт ="2">
Регулировочный болт, используемый для позиционирования головки мельницы вертикально вокруг оси X.
<старт ="4">Циферблат, указывающий вокруг головки мельницы X- ось.
<старт ="6">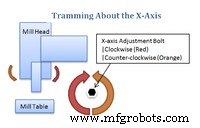
Регулировка фрезерной головки относительно оси X .
<старт ="8">Процесс перемещения по оси Y
- Чтобы начать перемещение по оси Y, на передней части фрезы есть четыре болта, которые необходимо ослабить, чтобы головка фрезы могла двигаться. Болты следует ослабить, а затем снова затянуть чуть выше усилия от руки (примерно на ¼ оборота после затяжки с помощью соответствующего гаечного ключа).

Расположение болтов, которые необходимо ослабить позволить голове вращаться вокруг оси Y.
<старт ="2">
Регулировочный болт, используемый для позиционирования головки мельницы вокруг оси Y.
<старт ="3">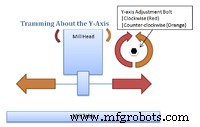
Регулировка фрезерной головки относительно оси Y .
<старт ="4">Указание тисков
- Большинство заготовок удерживаются в тисках, которые крепятся к столу.
- Важно совместить тиски с осями подачи на станке, чтобы обрабатывать элементы, выровненные с краями заготовки.
- Закрепите тиски на станине с помощью Т-образных болтов и плотно закрепите их, не забывая при этом регулировать тиски.
- Установите циферблатный индикатор на шпиндель станка так, чтобы щуп был направлен в сторону от оператора.
- Опустите шпиндель, затем установите основание стола так, чтобы неподвижная губка тисков коснулась индикатора. Продолжайте, пока индикатор не зарегистрирует половину оборота.
- Установите безель часового индикатора на ноль.
- Проведите индикатором по поверхности тисков поперечной подачей.
- Индикатор останется на нуле, если тиски установлены в квадрат.
- Если индикатор не остается на нуле, выровняйте тиски, слегка постукивая мягким молотком, пока индикатор не покажет половину своего предыдущего значения.
- Повторяйте процесс до тех пор, пока циферблатный индикатор не покажет ноль при полном перемещении от одной стороны тисков до другой.
- Надежно закрепите Т-образные болты, не меняя при этом положения тисков. Еще раз проверьте выравнивание тисков.
Типы фрез
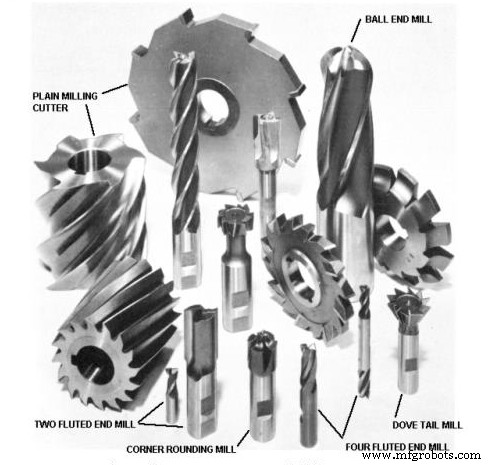
Ассортимент фрез.
- Фрезы со сплошными валами обычно используются в вертикальных фрезах.
- Фрезы со шпоночными отверстиями обычно используются в горизонтальных фрезах.
- Концевые фрезы используются для вырезания карманов, шпоночных пазов и пазов.
- Две концевые фрезы с канавками можно использовать для погружения в заготовку, как сверло.
- 2 и 3 канавки обычно предназначены для алюминия, 4 канавки лучше подходят для нержавеющей стали. Чем больше флейт, тем лучше рез, но цена выше.
- Запрещается погружать в работу концевые фрезы с более чем двумя канавками.
- Скругления можно изготавливать с помощью концевых фрез.
- С помощью фигурных фрез можно создать множество элементов, например закругленные края.
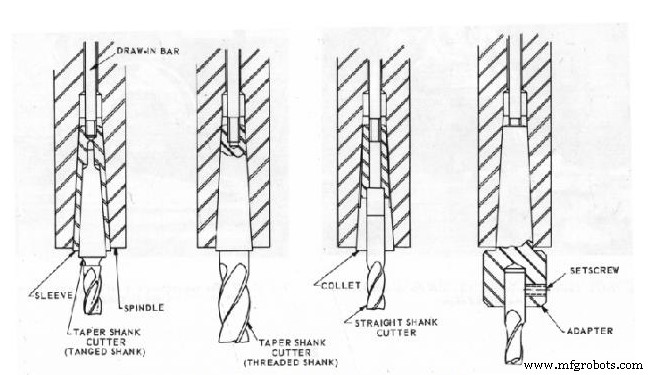
Способы фиксации концевой фрезы.
Пружинные цанги
- Если необходимо снять инструмент, зафиксируйте пиноль в самом верхнем положении.
- Затем ослабьте дышло с помощью гаечного ключа, используя тормоз.
- Убедитесь, что резьба тяги остается в цанге. Если они не зацеплены, фреза упадет и может быть повреждена, когда цанга отсоединяется от шпинделя.
- Чтобы снять цангу со шпинделя, коснитесь конца тяги.
- Наконец, отвинтите дышло от цангового зажима.
- Чтобы установить другую фрезу, поместите фрезу в цангу, подходящую к хвостовику.
- Вставьте цангу в шпиндель, убедившись, что шпоночный паз правильно совмещен со шпонкой в шпинделе.
- Начните вкручивать тягу в цангу, удерживая нож одной рукой. После этого с помощью гаечного ключа затяните дышло при включенном тормозе.
Подъем по сравнению с обычным фрезерованием
Важно знать разницу между обычным и попутным фрезерованием. Использование неправильной процедуры может привести к поломке фрез и отбраковке заготовок.
Традиционное фрезерование
- Заготовка подается против вращения фрезы.
- Обычное фрезерование обычно предпочтительнее для черновой обработки.
- При обычном фрезеровании требуется меньше усилий, чем при попутном фрезеровании.
- Не требует компенсатора люфта и тугих стержней стола.
- Рекомендуется при обработке отливок и горячекатаного проката.
- Также рекомендуется при наличии твердой поверхности, образовавшейся из-за окалины или песка.
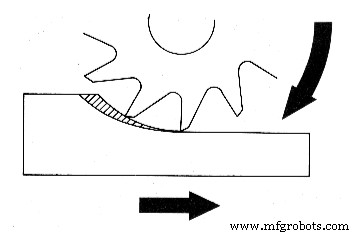
Показано выше:обычное фрезерование
Попутное фрезерование
- Заготовка подается с вращением фрезы.
- Этот метод дает более качественную отделку. Стружка не уносится в заготовку, поэтому не повреждается отделка.
- Средства стоят меньше. При попутном фрезеровании заготовка опускается вниз, поэтому можно использовать простые удерживающие устройства.
- Толщина стружки уменьшается по мере приближения к кромке, поэтому вероятность поломки кромки меньше, особенно при работе с хрупкими материалами.
- Увеличивает срок службы инструмента. Срок службы инструмента может быть увеличен до 50 % за счет скопления стружки позади инструмента.
- Стружку легче удалить, поскольку она падает за режущий инструмент.
- Снижает требуемую мощность на 20%. Это связано с использованием фрезы с большим передним углом.
- Не рекомендуется, если заготовку нельзя надежно удерживать или если станок не может выдерживать большие усилия.
- Не может использоваться для обработки отливок и горячекатаной стали.
- При использовании этого метода заготовка может втянуться в фрезу и уйти от удерживающего устройства, что приведет к поломке фрез и поломке заготовок.
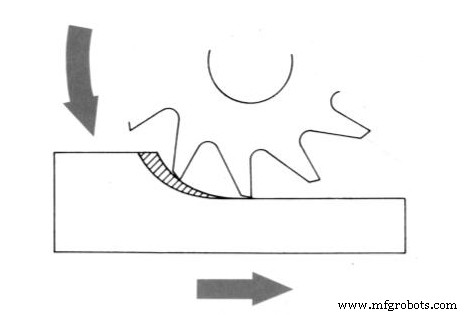
Показано выше:попутное фрезерование
Настройка скорости вращения шпинделя
- Скорость шпинделя изменяется в зависимости от геометрии трансмиссии.
- Для регулировки скорости вращения шпинделя на новых станках можно использовать рукоятку.
- Чтобы изменить скорость, шпиндель должен вращаться.
- Скорость (в об/мин) отображается на циферблатном индикаторе.
- На циферблатном индикаторе есть две шкалы для нижнего и верхнего диапазонов.
- Рычаг используется для изменения диапазона машины.
- Иногда необходимо небольшое вращение шпинделя, чтобы шестерни совпали правильно.
Использование поисковика краев
- Кромки заготовки должны быть расположены перед выполнением фрезерных работ, требующих большой точности. Поиск ребер помогает найти ребра.
- Рекомендуется 800-1200 об/мин шпинделя.
- Чтобы использовать искатель краев, слегка сместите две половинки, чтобы они качались при вращении.
- Медленно переместите заготовку к искателю кромки.
- Искатель краев будет центрирован, а затем внезапно потеряет концентричность.
- Цифровой индикатор показывает положение шпинделя.
- Диаметр искателя края составляет 0,200 дюйма. Таким образом, добавление или вычитание половины этого (0,100 дюйма) будет центром инструмента.
- При центрировании в левом верхнем углу добавьте 0,100 дюйма к оси X и вычтите 0,100 дюйма из оси Y. Если центрировать по правому верхнему углу, вычтите 0,100″ из оси X и вычтите 0,100″ из оси Y.
- Part Reference Zero is when the bit is zeroed on the X and X axes.
- A pointed edge finder is a lot easier, but not as precise. Only use a pointed edge finder if precision is not necessary.
Using the Micrometer Dials
- Most manual feeds on a milling machine have micrometer dial indicators.
- If the length of the feed is known, the dial indicator should be set to that number (thousandths of an inch).
- To free the dial indicator, rotate the locking ring counterclockwise. Set the dial and re-tighten.
- Before setting the dial indicator, ensure that the table-driving mechanism backlash is taken up.
- It is common for newer machines to have digital readouts, which are preferable because they directly measure table position. When using a digital readout, backlash concerns are negated.
Squaring Stock
- When making a square corner, vertically orient a completed edge in the vice and clamp it lightly to the part.
- Place machinist’s square against the completed edge and the base of the vice.
- Align the workpiece with the square by tapping it lightly with a rubber mallet.
- Firmly clamp the vice.
- The top edge of the part is ready to be milled.
Face Milling
- It is frequently necessary to mill a flat surface on a large workpiece. This is done best using a facing cutter.
- A cutter that is about an inch wider than the workpiece should be selected in order to finish the facing in one pass.

Shown above:Face milling
Milling Slots
- Square slots can be cut using end mills.
- In one pass, slots can be created to within two one-thousandths of an inch.
- Use an end mill that is smaller than the desired slot for more accuracy.
- Measure the slot and make a second pass to open the slot to the desired dimension.
- The depth of cut should not exceed the cutter diameter.
Advanced Workholding
- Use a v-block to secure round stock in a vice. It can be used both horizontally and vertically.
- Clamping round stock in a v-block usually damages the stock.
- Collet blocks are made to hold round workpieces.
- To mill features at 90 degree increments, use a square collet block.
- To mill features at 60 degree increments, use a hexagonal block.
- It is easiest to set up stock when the features are perpendicular or parallel to the edges of the workpiece. It is more difficult to set up a workpiece when features are not parallel or perpendicular to the edges. Sometimes, an angle plate can be used to mill stock at any desired angle.
- Parts that don’t fit well in a vise can be directly secured to the table with hold-down clamps.
- Use parallels to create a gap between the work and bed.
- Slightly tilt the clamps down into the work.
- Rotary tables can be put on the bed to make circular features.
- Rotary tables allow rotation of the workpiece.
- Use a dial indicator to precisely control the angle of rotation.
- Use a ball for irregularly shaped workpieces. Make sure to only take a small cuts to avoid throwing the workpiece out of the vice.
UNIT TEST
- What tool is used for tramming the head?
- Explain the process for the X-axis tramming.
- Explain the process for the Y-axis tramming.
- What is the purpose of indicating the vise?
- Name three types of milling cutters.
- Explain how a spring collet works.
- What is the difference between conventional and climb milling?
- Describe briefly how a rotary table may be centered with the vertical mill spindle.
- Describe briefly how to set spindle speed on the milling machine.
- What tool is used for milling large workpiece surfaces?
Промышленные технологии
- IC 555
- Квадратичная формула
- D-защелка
- Нюансы токарно-фрезерного станка и токарно-фрезерного станка:присмотритесь!
- Мельничный станок и его различные подкатегории
- Фрезерно-сверлильный станок - Руководство по покупке
- Представляем вертикальную ленточную пилораму
- Что такое расточная головка для мельницы?
- Выберите лучший фрезерный станок для своей работы
- Знакомство с различными типами застежек