


Исследование надежности пайки поверхностным монтажом на основе схемного модуля в автомобильной электронной промышленности
Тенденция миниатюризации электронных изделий приводит к усложнению конструкции изделий, что способствует преобладанию многокристальных модулей. Появление основного модуля — это новый вызов для SMT. Тем не менее, некоторые проблемы, такие как ложная сварка и непрерывное электроосаждение олова, возникают при загрузке нового продукта из-за большого количества подложек и термической теории.
Исследование надежности пайки SMT схемного модуля
Ложная сварка относится к тому обстоятельству, что слой олова не полностью нанесен на поверхность сварных деталей, которые не закреплены между ними оловом, металлический сплав не образуется между поверхностью сварки компонента и PAD, давление может привести к тому, что компоненты ослабнут и будут повреждены. контакт и минимальная высота точек пайки меньше 25% от значения комбинации минимальной высоты точек пайки и высоты пайки.
Распространенными причинами ложной сварки являются плохое качество оловянной пасты, состав паяльного флюса, слой окисления на выводах компонентов, плохое качество поверхности PAD, настройка параметров пайки и нестабильная пайка оплавлением.
• Анализ причин проблем
а. Анализ подложки основного модуля
Основные параметры, определяющие характеристики материала подложки печатной платы, включают Tg (температура стеклования), CTE (коэффициент теплового расширения) и Td (температура расслаивания).
На ранних этапах разработки FR-4 Tg150 (материал> 145) применялся в качестве материала подложки основного модуля и относительно толстой пленки паяльной маски, покрывающей нижнюю сторону подложки. В процессе пайки оплавлением происходит небольшая деформация коробления из-за низкой Tg, поэтому надежность пайки снижается при второй пайке оплавлением с появлением ложной сварки.
б. Анализ количества оловянной пасты
В соответствии с обычными требованиями к ремеслу толщина трафарета должна составлять 0,13 мм, как и толщина оловянной пасты в основном модуле после печати. Так как основной модуль в процессе пайки подвержен деформации, ложной сварке и низкой надежности пайки, возможно, продукты столкнутся с риском для качества.
• Эксперимент по улучшению
а. Материал подложки и план эксперимента
Материал подложки является одним из важнейших элементов, влияющих на надежность изделий. ФР-4 Тг150 (материал>145) при относительно невысокой стоимости используется в ранних изделиях. В начале эксперимента FR-4 Tg170 (материал>175) применялся в качестве замены FR-4 Tg150 (материал>145) из-за его относительно высокой надежности.
Должен быть реализован редизайн подложки нижней паяльной маски с уменьшением толщины паяльной маски и улучшением качества материала паяльной маски, чтобы гарантировать качество паяльной маски и не повлиять на надежность второй пайки оплавлением.
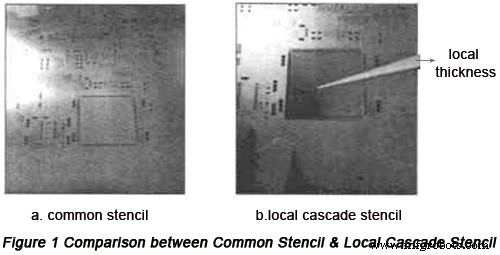
б. Дизайн эксперимента на трафаретном вырезе
На ранней стадии проектирования трафарета толщина трафарета должна составлять 0,13 мм из-за компонентов QFP с расстоянием между контактами 0,5 мм на печатной плате. В первом производственном процессе происходит ложная приварка к основному модулю с толщиной оловянной пасты 0,13 мм, на основании чего толщина трафарета увеличивается до минимальной толщины стандартной конструкции трафарета, равной 0,15 мм. В этом случае соотношение трафаретного отверстия и внешнего увеличенного отверстия составляет 1:1,2, при этом плохое качество далеко не улучшается. При этом условии в эксперименте можно применять только специальный каскадный трафарет, а толщина трафарета увеличена до 0,3 мм с исходных 0,15 мм, чтобы можно было обеспечить количество отпечатка оловянной пасты в монтажной площадке модуля.
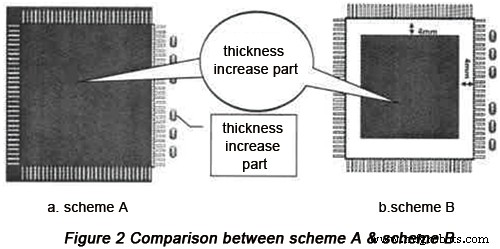
При нанесении каскадного трафарета используются различные экспериментальные схемы, и относительно разумные схемы представлены в следующем:
На схеме А толщина общей площади модуля увеличена на 0,3 мм при неизменной толщине стороны, содержащей мелкую шкалу. .
На Схеме B площадь, толщина которой должна быть увеличена, на 4 мм меньше, чем на Схеме A, а толщина увеличивается на 0,3 мм при неизменной толщине отверстий под колодки.
После опытного производства и сравнения схем A и B в месте расположения пакета резисторов происходит непрерывное электроосаждение олова, на основании чего можно сделать вывод, что схема B лучше.
в. Эксперимент по улучшению производственных навыков
Перед входом в печь оплавления должна быть реализована задача дозирования геля, и могут быть определены положения под эффектом затвердевания и усадки геля с функцией фиксации модуля схемы, чтобы можно было эффективно уменьшить деформацию и смещение подложки модуля при пайке.
• Результат эксперимента
Благодаря ряду мер по улучшению, включая улучшение дизайна трафарета, повторный выбор и расположение материала печатной платы, а также улучшение производственного процесса, количество оловянной пасты и высота подъема олова в основном модуле в процессе пайки достигли стандарта IPC. Доля брака в процессе основного модуля значительно снижена с 686 частей на миллион до 23 частей на миллион, что обеспечивает надежность продуктов. Данные в следующей таблице лучше всего показывают результат.
| Результат | Материал подложки | Объем производства | Количество тестовых точек | Тип дефекта | Количество дефектов | Количество неудач | Дефектная фракция (PPM) |
|---|---|---|---|---|---|---|---|
| Первоначальные обстоятельства пилотного производства | Tg150 | 50 | 43750 | Ложная сварка основного модуля | 20 | 20 | 457 |
| Непрерывное электроосаждение основного модуля | 0 | 0 | 0 | ||||
| Сумма | 20 | 20 | 457 | ||||
| Результат эксперимента для первого улучшения (схема A) | Tg170 | 50 | 43750 | Фальшивая сварка блока резисторов | 0 | 0 | 0 |
| Непрерывное электроосаждение оловянного блока резисторов | 30 | 30 | 686 | ||||
| Сумма | 30 | 30 | 686 | ||||
| Результат эксперимента для второго улучшения (схема B) | Tg170 | 50 | 43750 | Ложная сварка основного модуля | 1 | 1 | 23 |
| Основной модуль непрерывного электроосаждения олова | 0 | 0 | 0 | ||||
| Сумма | 1 | 1 | 23 |
Заключение
Применение основного модуля способно ускорить развитие исследований и модернизацию автомобильных электронных продуктов. На этапе новых продуктов может быть реализована трансплантация, чтобы можно было снизить стоимость и сложность разработки. Тем не менее, на ранней стадии пилотного производства возникают проблемы из-за большого размера основного модуля и высоких требований к производственному мастерству, поэтому его надежность может снизиться, и модуль не может быть применен лучше.
Основной модуль, относящийся к печатной плате, должен пройти ряд процессов, включая высокотемпературное оплавление, хранение и другое высокотемпературное оплавление, во время которого происходит деформация печатной платы, ложная сварка и непрерывное электроосаждение олова. Эти проблемы, связанные с основным модулем, были успешно решены с помощью экспериментов и опытного производства продуктов, так что будет предоставлено больше возможностей для применения основных модулей, а также будет ускорен процесс применения модулей автомобильных электронных продуктов.
Полезные ресурсы:
• Элементы, влияющие на качество пайки SMT, и меры по улучшению
• Свойства автомобильных печатных плат и рекомендации по проектированию
• 5 советов по проектированию автомобильных схем для устранения электромагнитных помех
• 5 проверенных способов Оцените надежность производителей автомобильных печатных плат
• Некоторые удобные методы оценки возможностей SMT Assembler
• Полнофункциональная услуга по изготовлению печатных плат от PCBCart — несколько дополнительных опций
• Расширенная услуга по сборке печатных плат от PCBCart — Start от 1 шт.
Промышленные технологии
- Будущее автомобильной промышленности
- Значение аддитивного производства в автомобильной промышленности
- ИИ поддерживает исследовательский проект интеллектуального освещения
- Как отрасль автомобильной логистики борется с COVID-19
- Обработка с ЧПУ в автомобильной промышленности
- Цифровая трансформация и Интернет вещей в автомобильной промышленности
- 5 советов по проектированию автомобильных схем для устранения электромагнитных помех
- Свойства автомобильных печатных плат и рекомендации по проектированию
- Применение 3D-печати в автомобильной промышленности
- Электронные водяные насосы в автомобильной промышленности