


Информационный документ:Понимание сил глубинного помола для снижения затрат и повышения стабильности
Одним из основных преимуществ глубинного шлифования является сочетание быстрого съема материала с возможностью создания прецизионной шлифованной поверхности трудно поддающихся шлифованию материалов. Как правило, глубинное шлифование приводит к меньшей толщине недеформированной стружки по сравнению с плоскостным шлифованием, тем самым улучшая качество поверхности заготовки и уменьшая износ круга. Однако это преимущество сопряжено с рядом недостатков. Глубинное шлифование, как правило, потребляет больше энергии и имеет более высокие усилия. Следовательно, для этого требуются более мощные шпиндели и более надежные станки и приспособления, чем для традиционных операций плоского шлифования.
При разработке новых применений глубинного шлифования учет сил шлифования может быть полезен для обеспечения адекватной конструкции приспособления, давления зажима и поддержки детали. Они также влияют на характеристики круга и условия процесса. В этой статье будут освещены некоторые из основных сил, которые можно рассчитать при глубинном шлифовании, и в заключение будет приведен пример их применения.
Силы при глубинном шлифовании
Рассмотрим простую двухмерную пошаговую шлифовку, как показано на рис. 1. . В этом приложении на колесо действуют две основные силы – тангенциальная сила и нормальная сила. Нормальная сила (fn) — это сила, приложенная перпендикулярно к площади контакта между колесом и заготовкой, а тангенциальная сила (ft) — это сила, приложенная параллельно к области контакта между колесом и заготовкой. Величина и направление шлифовальных усилий определяют конструктивные требования к креплению, зажиму заготовки и жесткости системы. Направление этих сил является особенно важным соображением для процессов, в которых точка касания между кругом и заготовкой может измениться в процессе шлифования, что приведет к изменению направления шлифовальных усилий, например, при шлифовании по 5 осям. 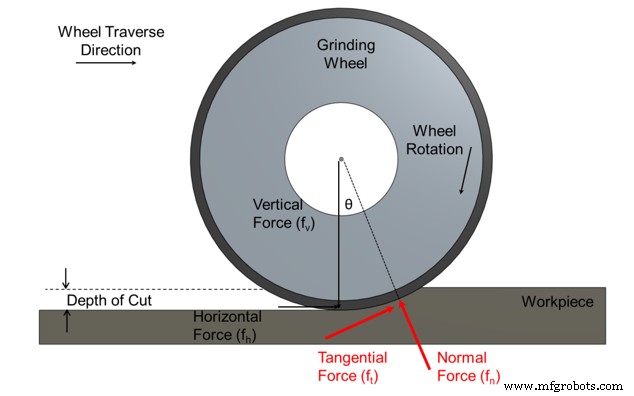
Тангенциальная сила — это сила, необходимая для поддержания скорости вращения круга при его контакте с заготовкой при заданных силах трения и резания. Это сумма сил абразивного резания (т. е. сил, необходимых для удаления материала) и сил трения между зернами, металлической стружкой и материалом круговой связки. На тангенциальную силу влияют смазывающая способность охлаждающей жидкости, острота шлифовального круга, плотность абразивного зерна, свойства материала заготовки и профиль круга.
Можно рассчитать касательные силы (Ft ) воздействуя на круг при глубинном шлифовании двояко. Первый зависит непосредственно от мощности шлифовального шпинделя и скорости круга, как показано на рисунке:

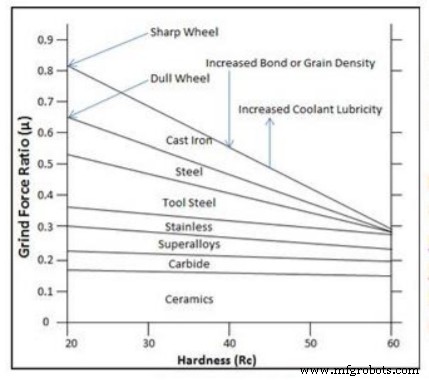
Где мощность выражена в л.с., Ft в фунтахf , Вс — это скорость вращения колеса (в футах в минуту), а 33000 (фунт*фут/мин/л.с.) — коэффициент пересчета. В точке контакта нормальные и тангенциальные силы на колесе равны и противоположны силам, действующим на заготовку, поэтому эти уравнения также можно использовать для расчета сил, действующих на заготовку. Зная тангенциальную силу, нормальную силу можно оценить по соотношению коэффициента трения при шлифовании. Диаграмма на рис. 2 показывает коэффициент трения при шлифовании в зависимости от твердости для нескольких материалов. Большинство высокопрочных суперсплавов и сталей имеют коэффициент трения при шлифовании от 0,25 до 0,40.
Когда μ и Ft известны, нормальную силу можно оценить по уравнению: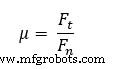
Второй метод измерения тангенциальной силы заключается в использовании динамометра и измерении вертикальных и горизонтальных сил во время измельчения. Затем, зная угол вектора нормальной силы (θ - см. Рисунок 1 ), нормальные и тангенциальные силы можно рассчитать по следующим уравнениям:
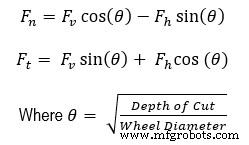
Важно отметить, что нормальные и тангенциальные силы при глубинном шлифовании отличаются от вертикальных и горизонтальных сил соответственно. Хотя это может быть полезно в среде лабораторного типа, это не всегда практично при промышленном шлифовании и, следовательно, является альтернативным методом расчета fn и ft вероятно, будет использоваться чаще.
Измерение мощности
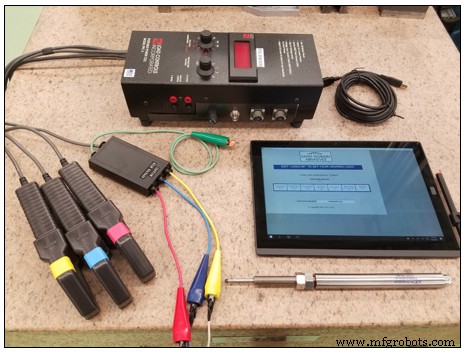
Для точного расчета Ft , необходимо знать мощность шлифовального шпинделя. Настоятельно рекомендуется использовать монитор мощности и подключать его непосредственно к системе привода шпинделя. Это гарантирует, что на мощность шлифования не будут влиять внешние источники, такие как насосы охлаждающей жидкости или другое движение оси станка. Norton использует несколько современных систем контроля мощности в сочетании с специализированным программным обеспечением LabVIEW для контроля мощности шпинделя в режиме реального времени во время шлифования. Пример системы показан на Рис. 3. .
Эта система использует токи и напряжения, поступающие от привода шпинделя, для расчета мощности шлифования в режиме реального времени. На этом графике можно измерить холостую, пиковую и среднюю мощность шлифования, а также время процесса и использовать его для определения тангенциальных и нормальных усилий, а также такой информации, как удельная энергия резания и шлифования процесса. Эти значения можно использовать для лучшего понимания поведения процесса во времени и выявления доминирующих микроскопических взаимодействий в приложении для измельчения.
Чтобы продолжить чтение этого документа полностью, загрузите PDF-файл здесь.
Промышленные технологии
- Руководство по управлению затратами на корпоративное облако - понимание и снижение затрат
- Ручка и бумага против программного обеспечения для обслуживания:лучший метод сокращения времени простоя
- Руководство по пониманию бережливого производства и шести сигм для производства
- Технический документ:подготовка склада для роботов
- Точение, шлифование и закрепление для высокоточного производства
- Белая книга:исправить нехватку рабочей силы? Примите миллениалов и поколение Z
- Нержавеющая сталь:лучшие продукты для резки, шлифовки и чистовой обработки
- Информационный документ:Интегрированные беспроводные портативные измерительные приборы для цеха
- Surewerx Traction Insights:понять и уменьшить количество поскальзываний и падений просто как 1-2-3
- Понимание преимуществ и проблем гибридного производства