


Процесс экструзии алюминия:подробное описание
В последние годы экструзия алюминия становится все более популярной в области инноваций и производства. Technavio сообщила, что мировой спрос на алюминиевый профиль будет расти примерно на 4 % в период с 2019 по 2023 год.
Возможно, вы слышали об этой производственной процедуре и вам интересно, что это такое и как это работает. В этой статье подробно рассказывается обо всем, что вам нужно знать о экструзионном алюминии.
Что Я s Алюминиевый профиль ? <сильный>
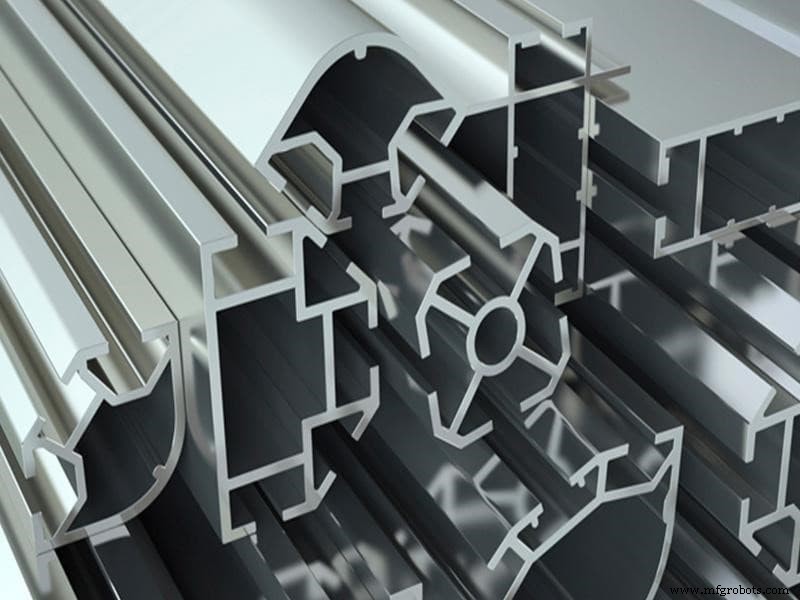
Экструзия алюминия представляет собой метод прессования материала из алюминиевого сплава в форму, имеющую заданную форму поперечного сечения. Значительный поршень проталкивает алюминий через матрицу и выходит из отверстия матрицы. Он появляется в точной форме штампа и, когда это происходит, перемещается по выходному столу.
Этот процесс представляет собой довольно простую технику для понимания на фундаментальном уровне. Прикладываемая сила сравнима с той, что используется при сжатии тюбика зубной пасты руками. Зубная паста выходит в форме отверстия тюбика при сжатии. Отверстие тюбика зубной пасты в основном выполняет ту же функцию, что и экструзионная головка.
История экструзии алюминия
Этот производственный процесс зародился более 100 лет назад. Процедура экструзии была впервые разработана в 1797 году Джозефом Брамой для производства свинцовых труб. Первоначально эта процедура была известна как «разбрызгивание» и выполнялась вручную, пока Томас Берр не завершил производство первого гидравлического пресса в 1820 году. Александр Дик изобрел процесс горячей экструзии в 1894 году, который сейчас используется в наши дни. Благодаря методу горячей экструзии производители теперь используют сплавы цветных металлов в процессе экструзии. В 1904 году после создания первого пресса для экструзии алюминия в автомобильной и строительной промышленности произошел всплеск применения алюминия.
Во время мировой войны спрос на экструдированный алюминий резко возрос. Он нашел применение в военных целях и при строительстве самолетов. Потребность в экструдированном алюминии стала расширяться еще больше. Теперь это часть нашей повседневной жизни. От автомобиля до предметов домашнего обихода — все они являются продуктами этого эффективного производственного процесса.
Прямой и Косвенный Процесс экструзии алюминия <сильный>
Существует два основных типа процессов, используемых для экструзии алюминия – прямой и непрямой. Прямой процесс включает в себя удержание штамповочной головки в неподвижном состоянии и пропускание металла через нее движущимся поршнем. С другой стороны, заготовка остается неподвижной в процессе непрямой экструзии. Затем узел штампа перемещается по этой заготовке, создавая давление, чтобы протолкнуть металл через штамп. Вот более подробный обзор обоих процессов.
Прямой Процесс экструзии алюминия <сильный>
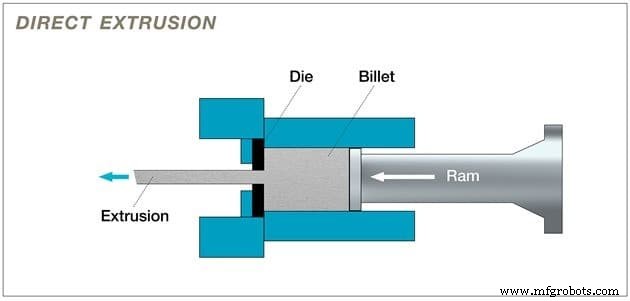
Прямая экструзия является наиболее распространенным методом экструзии алюминия. Алюминиевый экструдер помещает заготовку (нагретый алюминий) в нагреваемый контейнер со стенками. Затем движущийся поршень проталкивает металл через матрицу. На этом этапе создается очень большое давление.
Машинисты также часто помещают блоки материалов между заготовкой и ползунком. Эта процедура предотвращает контакт ползуна и нагретой заготовки. Люди также называют этот метод процессом прямой экструзии, поскольку алюминиевая заготовка и пуансон движутся в одном и том же направлении вперед.
Косвенный Процесс экструзии алюминия <сильный>
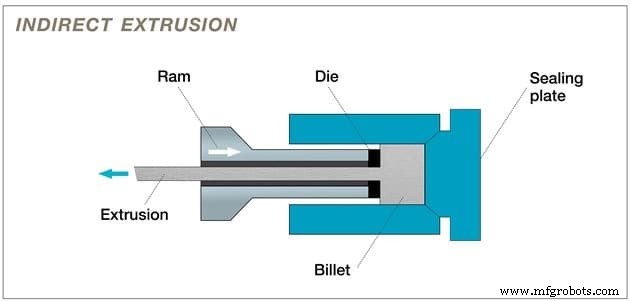
Непрямая экструзия, часто известная как обратная экструзия, отличается от прямого процесса. Здесь матрица остается неподвижной, в то время как заготовка и контейнер движутся одновременно. Производители используют «стержень» при выполнении этого процесса. Этот стержень должен быть длиннее, чем длина контейнера, и удерживать плунжер на месте. Таким образом, алюминиевая заготовка продавливается через стационарную матрицу.
В отличие от прямого метода, этот метод создает меньшее трение для лучшего контроля тепла. Качество продукции при непрямой экструзии обычно более стабильное. Это может быть связано с тем, что приложенная сила остается относительно стабильной. Стабильность температуры также обеспечивает лучшие механические свойства и структуру зерна.
Шаг- Б Пошаговое руководство по Алюминиевый профиль Процедура терпение <сильный>
Шаг 1 : Подготовьтесь Е экструзия Д т.е. <сильный>
Первое, что нужно сделать, это выточить круглую матрицу. С другой стороны, вы можете приобрести уже имеющуюся. Перед процессом экструзии предварительно нагрейте головку примерно до 450-500°С . C. Это обеспечивает равномерный поток металла и увеличивает срок службы штампа. После процесса предварительного нагрева вы можете загрузить матрицу в экструзионный пресс.
Шаг 2 : Предварительный нагрев алюминиевой заготовки <сильный>
Следующим шагом является вырезание заготовки, толстого цилиндрического блока из алюминиевого сплава, из продолговатого бревна материала. Затем разогрейте его в духовке примерно до 400-500 0 . C. Этот процесс делает заготовку достаточно податливой для выполнения операции. Это также гарантирует, что он не расплавится.
Шаг 3 : Перенесите Б перейти к Е экструзия П платье <сильный>
После предварительного нагрева заготовку механически переносят в пресс. Тем не менее, вы должны убедиться, что добавили смазку перед загрузкой пресса. Кроме того, нанесите разделительное средство на экструзионный плунжер. Этот процесс предотвратит слипание ползуна и заготовки.
Шаг 4 : Отправить Б иллет М материал в <сильный> Экструзионный пресс <сильный> Контейнер <сильный>
На этом этапе ковкая заготовка уже находится в экструзионном прессе. Здесь гидравлический цилиндр способен оказывать давление около 15 000 тонн. Давление выталкивает ковкую заготовку в контейнер. Затем алюминиевые материалы расширяются, заполняя стенки контейнера.
Шаг 5 : Прижмите экструдированный материал к матрице <сильный>
Поскольку алюминиевый материал теперь заполняет стенку контейнера, он прижимается к экструзионной головке. В этот момент к материалу постоянно прикладывается давление. Таким образом, его единственное направление - через отверстия штампа. Он выходит из отверстий матрицы в полностью сформированной форме.
Шаг 6 : <сильный> Гашение выдавливания <сильный>
Съемник удерживает экструзию на месте после выхода. Съемник защищает его, когда он выходит из пресса. При движении сплава по столу профиль равномерно охлаждается вентилятором или водяной баней. Этот процесс называется «закалкой».
Шаг 7 :состричь Выдавливание по длине таблицы <сильный>
Как только экструзия достигнет полной длины стола, обрежьте ее с помощью горячей пилы. Температура важна на каждом этапе процесса экструзии. Несмотря на закалку экструзии после выхода из пресса, она еще не полностью остыла.
Шаг 8 :Круто Выдавливание до комнатной температуры <сильный>
Когда процесс резки завершен, экструзии переносятся на плоскость охлаждения со стола выбега. Профили остаются там до тех пор, пока не достигнут комнатной температуры. Как только они достигают комнатной температуры, происходит растяжение.
Шаг 9 : <сильный> Переместить Выдавливание на подрамник и Растяните их в Выравнивание <сильный>
На этом этапе вы заметите некоторые перекосы в формах, и вам нужно это исправить. Чтобы сделать эту коррекцию, вам нужен подрамник. Механически удерживайте каждый профиль с обоих концов и тяните их, пока они не станут полностью прямыми. Этот процесс приводит их в спецификацию.
Шаг 10 :переместить Выдавливание на финишную пилу и Вырезать их в Длина <сильный>
Теперь, когда профили выровнены и закалены, вы можете перенести их на распиловочный стол. На этом этапе вы можете разрезать их на куски определенной длины, в основном от 8 до 21 фута. После завершения процесса распиловки вы можете переместить их в печь для выдержки до нужного состояния (T5 или T6).
Шаг 11 :выполнить Дополнительное О операции (Н лечение едой Ф сокращение и С поверхность F отделка) <сильный>
После завершения процесса экструзии вы можете обработать профили нагреванием, чтобы улучшить их свойства. Следующим делом после термической обработки является их изготовление, если есть необходимость в корректировке их размеров. Добавление чистовой обработки поверхности также поможет улучшить их внешний вид и коррозионную стойкость.
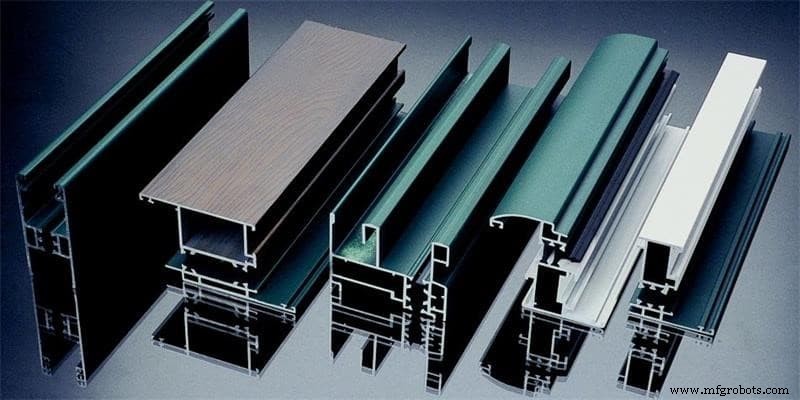
Из чего можно сделать фигуры Алюминиевый профиль ? <сильный>
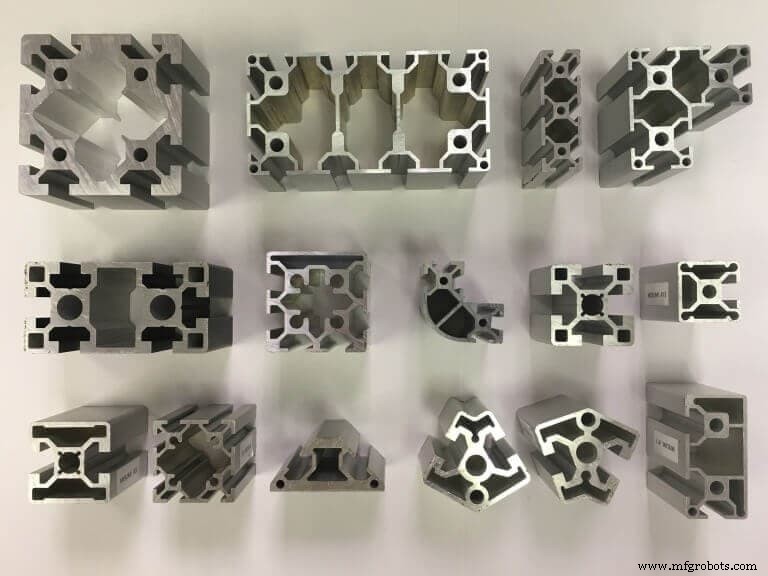
Существует четыре основных типа выдавленных форм:
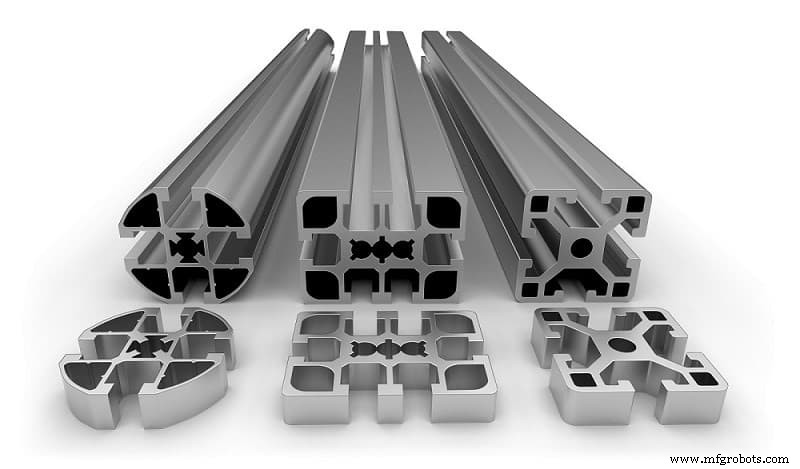
<сильный>1. Твердый. Эти формы не имеют закрытых отверстий или пустот (например, балка, угол или стержень).
<сильный>2. Пустота. Они имеют одно или несколько отверстий или пустот (например, прямоугольные или квадратные трубы).
<сильный>3. Полупустой. В них есть частично закрытые пустоты (т. е. канал «С» с узким зазором).
<сильный>4. Пользовательские алюминиевые экструзионные формы. Такие формы часто имеют несколько выдавливаний. Они также могут быть взаимосвязанными формами с различными цветовыми профилями. Эти формы часто соответствуют спецификациям дизайнеров.
Вы хотите производить нестандартные экструдированные детали нестандартной формы? Позвольте RapidDirect позаботиться о поиске поставщиков за вас. Наши доступные процессы экструзии алюминия - лучшее, что вы найдете. Мы объединяем передовые машины с профессиональной командой инженеров для предоставления первоклассных производственных услуг на заказ.
Мы также можем предоставить несколько вариантов отделки поверхности ваших конечных продуктов. Независимо от вашего выбора, вы можете быть уверены, что мы доставим. Мы также обеспечиваем постоянное тестирование на каждом этапе производства, чтобы убедиться, что вы получаете только лучшее. Загрузите файл с дизайном сегодня и получите мгновенное предложение.
Влияющие факторы Алюминиевый профиль <сильный>
Хотя экструзия алюминия является эффективным производственным процессом, некоторые факторы влияют на конечные результаты, которые вы получите в результате этого процесса. Лучше всего помнить об этих факторах, чтобы обеспечить успех вашего проекта.
Вытесненный С надеется <сильный>
Форма будет определять, насколько легко и дорого будет выдавливать деталь. Экструзия может производить широкий спектр форм, но существуют некоторые ограничения. Например, простые сплошные формы выдавливать гораздо проще и быстрее, чем полупустые. Они также были бы менее дорогими — как правило, чем сложнее форма, тем сложнее и дороже ее выдавливание.
Вытеснение С мочился <сильный>
Как правило, скорость экструзии напрямую зависит от давления и температуры металла внутри контейнера. Таким образом, скорость, давление и температура должны быть правильно связаны, чтобы поддерживать устойчивый процесс и создавать постоянный экструдированный сегмент.
Заготовка Т температура <сильный>
Лучшая температура заготовки та, которая обеспечивает приемлемый допуск и состояние поверхности. В то же время он обеспечивает максимально короткое время цикла. Всегда идеально проводить экструзию заготовок при минимально возможной температуре, которую может позволить процесс.
Слишком высокие температуры сделают металл более жидким. Это заставит металл сопротивляться проникновению в ограниченные области. Следовательно, размеры формы могут оказаться ниже требуемых допусков. Точно так же чрезмерные температуры могут привести к разрыву металла на острых углах и тонких кромках.
Вытеснение Р атио <сильный>
Коэффициент экструзии любой формы является хорошим показателем того, какая механическая работа будет выполняться при ее экструзии. Когда коэффициент экструзии секции низкий, механическая работа над частями формы, в которых задействована наибольшая масса металла, будет минимальной. С другой стороны, при высокой степени экструзии потребуется большее давление. Давление протолкнет металл через меньшие отверстия, и потребуется экстремальная механическая работа.
Нажмите О операция <сильный>
Мысль о прибыльной работе пресса делает вес на фут важным для алюминиевых профилей. Как и следовало ожидать, для экструзии более легких секций обычно требуются прессы меньшего размера. Однако есть и другие факторы, которые могут потребовать прессов большей производительности. Типичным примером является более крупная тонкостенная полая форма.
Несмотря на небольшой вес на фут, тоннаж пресса, необходимый для его экструзии, может быть больше. Фактор оказывает такое же влияние, как коэффициент экструзии. Больший коэффициент затрудняет выдавливание детали. Следовательно, это влияет на производство прессы.
Язык Р атио <сильный>
Отношение шпунта также важно для определения производительности экструзии компонента. Вы можете определить соотношение языка экструзии, сопоставив самое маленькое отверстие с пустотой. Затем вычислите всю площадь формы и разделите квадрат отверстия на эту площадь. Чем выше коэффициент выступа, тем сложнее будет выдавить деталь.
Что такое Приложения Алюминиевый профиль с ? <сильный>

Характеристики материала делают экструзионный алюминий эффективным производственным процессом для нескольких отраслей промышленности. Соотношение прочности и веса материала, а также предел прочности при растяжении делают его идеальным для экструзии блоков двигателей, панелей, картеров трансмиссии, рейлингов на крыше, шасси транспортных средств и других компонентов.
Из экструдированного алюминия также производятся детали для автомобильных радиаторов, конденсаторных трубок, кондиционеров, ядерных реакторов и охлаждающих устройств в электронике. В экструдированных алюминиевых трубах могут размещаться провода и коаксиальные кабели, поскольку они немагнитны. Коррозионностойкие и антикоррозийные свойства алюминиевого материала также делают его полезным для наружного применения. Кроме того, алюминиевые профили обладают высокой отражающей способностью. Таким образом, они помогают защитить продукты от света, инфракрасного излучения и радиоволн.
Алюминиевый профиль :важный производственный процесс <сильный>
Процесс экструзии алюминия необходим для производства деталей с нестандартными профилями поперечного сечения. Процесс довольно интересный, и вы можете получить изделия различной формы, которые можно подвергнуть термообработке, изготовить и отполировать в соответствии со спецификацией. RapidDirect предлагает лучшие услуги экструзии алюминия для достижения желаемого результата. Свяжитесь с нами сегодня, и давайте воплотим ваш проект в жизнь. Вы также можете загрузить свой файл дизайна на нашу цифровую платформу для расчетов, чтобы получить мгновенные расценки и сделать процесс заказа прозрачным.
Промышленные технологии