


Что такое кастинг? подробное объяснение | Механический пост
Кастинг представляет собой производственный процесс который осуществляется с древних времен. До сих пор «литье» является выбором многих производителей в качестве метода изготовления различных деталей. Сегодня давайте начнем с определения «приведения»

Общий процесс кастинга выглядит следующим образом:
- Металл нагревают до жидкого состояния.
- Расплавленный металл заливают в формы, чтобы придать расплавленному металлу желаемую форму и размер.
- Расплавленному металлу дают охладиться и затвердеть внутри формы.
- После затвердевания компонент вынимается из формы, очищается и при необходимости подвергается другой обработке.
Формованная деталь или компонент, который удаляется из формы после затвердевания, называется Отливкой. . Фабрика или мастерская, изготавливающая отливки, называется «Литейный завод». “.
В промышленности есть в основном два типа литейного производства:
- Литейный цех
- Собственный литейный цех
1. Литейный цех: Этот тип литейного производства является независимым производственным центром. Литейные заводы Jobbbing производят отливки на договорной/заказной основе.
<б>2. Внутреннее литейное производство : Эти литейные заводы находятся в исключительной собственности. Поскольку владение литейным цехом обходится недешево, закрытые литейные заводы обычно принадлежат крупным компаниям. Это как отдел производственного процесса компании. Внутреннее литейное производство производит отливки в соответствии с потребностями головной компании.
Процесс кастинга:
Блок-схема процесса литья.
- Создайте шаблон. Материал выкройки может быть:дерево, металл или пластик.
- С помощью шаблонов подготовьте форму и необходимые стержни.
- Правильно зажмите форму, правильно поместив стержни в полость формы.
- Расплавьте металл или сплав, который нужно отлить.
- Залейте расплавленный металл/полость в полость формы.
- Дайте расплавленному металлу остыть и затвердеть. Выньте отливку из формы. Эта операция называется «Вытряхивание».
- Очистите и закончите отливку.
- Проверить и проверить отливку.
- Устраните дефекты, если таковые имеются и если это возможно (Спасение отливки).
- Снятие напряжения с отливки с помощью термической обработки.
- Снова осмотрите отливку.
- Отливка готова к использованию.
Создание шаблона:
Процесс литья начинается с изготовления модели. По шаблонам изготавливаются формы для отливки, в которые будет заливаться расплавленный металл. Выкройки — это копии изделия, которое предполагается отлить. Выкройка немного больше по размеру, так как включает всевозможные припуски. Некоторые допуски: Допуск на усадку: Поскольку металлы имеют тенденцию к усадке при затвердевании, рисунок должен быть немного больше, чтобы компенсировать усадку. Припуск на обработку: Механическая обработка или отделка отливки приводит к удалению металла, поэтому конструкторы проектируют модель таким образом, чтобы после всех процессов механической обработки конечный продукт имел желаемую форму и размер. Точно так же есть много других припусков, включенных в выкройку.  |
| Деревянный шаблон детали машины. |
Материалы, используемые для изготовления выкроек:
- Для мелкосерийного производства:используется древесина, такая как белая сосна, красное дерево, клен, береза и вишня. Древесина используется в мелкосерийном производстве или когда необходимо произвести меньшее количество отливок. Деревянные модели легкие, недорогие по сравнению с металлическими, легко принимают нужную форму. Это делает деревянные узоры лучшим выбором. Помимо дерева, в качестве альтернативы можно использовать пластиковый узор.
- Для крупносерийного производства:когда речь идет о крупносерийном производстве, металлы используются для изготовления моделей. Они долговечнее, чем деревянные модели, и имеют более длительный срок службы, поскольку они могут противостоять износу. Другими преимуществами, которые делают металлы подходящим вариантом , являются то, что металлы не деформируются легко, могут выдерживать грубое обращение, устойчивы к износу, возможна лучшая отделка поверхности, коррозионная стойкость (кроме черных металлов) и т. д. Металлы, такие как латунь, алюминий, белый металл и чугун предпочтительнее для изготовления моделей.
Типы шаблонов:
- Цельный узор
- Раздельный шаблон или шаблон из двух частей
- Закрытый шаблон
- Скопировать и перетащить шаблон
- Шаблон развертки
- Шаблон скелета
Также читайте :
- Что такое токарный станок?
- Основные инструменты мастерской, которые вы должны знать
- Что такое сварка GTAW или TIG?
- Промышленная автоматизация и ее виды
Формование :
Теперь, когда шаблон сделан, шаблон используется для изготовления формы из него. Как ? посмотрим. Из всех формовочных процессов литье в песчаные формы наиболее широко используется для литья. Песочные формы являются «одноразовыми» или «одноразовыми». После отливки песчаная форма полностью разрушается для извлечения отливки из формы. Песок смешивают со связующими веществами и добавками вместе с водой, чтобы повысить пластичность песка. Для подготовки формы формовочный материал помещается вокруг шаблона. Как показано на рис., верхняя часть пресс-формы называется выступом, а нижняя часть называется перетяжкой. Форме дают затвердеть, а шаблон удаляют из формы только для того, чтобы обнажить полость, созданную таким образом, для заливки в нее расплавленного металла. Типы песчаных форм:- Зеленая песчаная плесень
- Сухая песчаная форма
- Формы для суглинка
- Формы для CO2 и т. д.
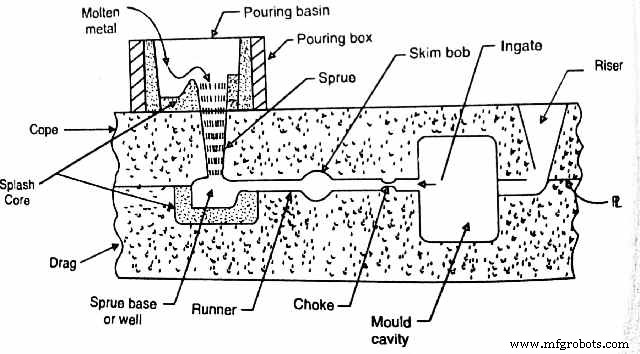
Форма содержит следующие элементы для успешного литья:
Ядро: Сердечник, обычно сделанный из песка, дерева или металла, используется для проделывания отверстий в отливке. Сердечник представляет собой тело, которое помещают в полость формы перед закрытием формы и заливкой расплавленного металла. Таким образом, сердечник помогает образовать полость внутри отливки. Поддон: Это резервуар в верхней части литника (в крышке), куда поступает пар расплавленного металла, выливаемого из ковша. Литник: Литник или нижний затвор представляет собой вертикальный канал, который соединяет разливочную ванну с полозьями и затворами. Он сделан несколько скошенным книзу для облегчения формования и, что более важно, имеет уменьшающуюся площадь поперечного сечения, соответствующую увеличению скорости расплавленного металла, когда он стекает по литниковому отверстию. Это предотвращает турбулентный поток и, следовательно, втягивание воздуха вместе с жидкостью в полость формы. Основание литника или колодец: Это резервуар в нижней части литника. Это предотвращает чрезмерную эрозию песка, когда расплавленный металл ударяется о бегунок у основания ели. Кроме того, в скважине наблюдается значительная потеря скорости. Бегун: Канал, как правило, представляет собой горизонтальный канал, функции которого заключаются в улавливании шлака и соединении основания литника с воротами, что позволяет расплавленному металлу поступать в полость формы. Ворота: Ворота – это каналы, через которые поступающий металл поступает непосредственно в полость формы. Подступенки: Подъемные или питающие головки являются частью системы подачи. Это резервуары расплавленного металла, которые питают металл непосредственно в отливке по мере его затвердевания, чтобы предотвратить образование усадочных полостей в отливке.Если вам нравится этот пост, сообщите нам об этом в комментариях и поделитесь с друзьями и семьей с помощью ссылок в социальных сетях, указанных ниже.
Промышленные технологии
- Литье по пропитке и литье в полную форму:в чем разница?
- Основы центробежного литья:что нужно знать
- Что такое сварка GMAW или MIG? – объяснил | Механический пост
- Что такое экструзия – подробное объяснение | Сообщение о механике
- Каковы основные типы механических систем передачи энергии?
- Что такое 5С? Объяснение элементов 5S для культуры бережливого производства
- Что входит в производственный процесс?
- Литье по выплавляемым моделям и литье под давлением:в чем разница?
- Литье в песчаные формы и литье под давлением:в чем разница?
- Что такое литье в песчаные формы?