


Процесс притирки:определение, принцип работы, типы, материал, преимущества, применение [Примечания в формате PDF]
Здравствуйте, читатель, надеюсь, у вас все хорошо! В этой статье мы собираемся подробно изучить процесс притирки и его подтемы, такие как определение, принцип работы, типы, материал, преимущества, недостатки и применение.
И PDF, который вы можете скачать в конце каждой статьи.
Итак, приступим,
Что такое процесс притирки?
Притирка — это процесс обработки при низком давлении, используемый для повышения точности размеров и чистоты поверхности заготовки. В процессе притирки используются мелкие абразивные частицы для выполнения режущего действия на поверхности заготовки.
Заготовка притирается к притирочной плите с помощью станка или вручную, между ними находятся порошкообразные абразивные частицы или абразивная паста.
Процесс притирки выравнивает поверхность заготовки, это повышает функциональность и эстетичность заготовки. Он также используется для обеспечения правильной подгонки двух заготовок и исправления мелких дефектов.
Принцип процесса притирки:
Простой процесс притирки включает в себя три элемента. Заготовка, притирочная пластина и абразивные частицы.
Абразивные частицы насыпают на притирочную пластину и притирают по ней заготовку.
Абразивные частицы удаляют микроскопический материал с заготовки при приложении силы во время относительного движения между пластиной и заготовкой.
Абразивные частицы имеют тенденцию уменьшать или сглаживать микроскопические пики и впадины, присутствующие на поверхности заготовки.
Характеристики процесса притирки:
Следующие характеристики процесса притирки:
- Размер абразивного зерна, используемого в процессе притирки, варьируется от 120 до 1200 меш в зависимости от желаемой гладкости поверхности.
- Используемый абразив может быть в порошкообразной форме или может быть смешан с некоторыми подходящими маслами или смазками, называемыми транспортными средствами.
- В процессе притирки удаляется очень небольшое количество материала, около 0,025 мм.
- Процесс притирки можно выполнять вручную или с помощью машин.
- Материалы, которые обычно притираются, представляют собой твердые материалы, такие как сталь.
- Давление, применяемое в процессе притирки, низкое по сравнению с другими процессами обработки поверхности.
Типы процессов притирки:
Существует два типа процессов притирки, которые далее делятся на соответствующие домены:
- Ручной притир и
- Процесс машинной притирки
Процесс ручной притирки:
Как следует из названия, процесс притирки, при котором все усилия прикладываются вручную, называется ручной притиркой. Существует два типа систем ручной притирки, используемых для улучшения качества поверхности заготовки.
№1. Притирка плоской поверхности:
Притирочная пластина здесь изготовлена из серого чугуна. Он содержит несколько канав, которые используются для сбора металлической стружки и отходов абразивных частиц.
Внахлест насыпается абразивная крупка нужного размера. Затем заготовку тщательно растирают на коленях.
При необходимости добавляется большее количество абразивных частиц той же сетки. При необходимости можно использовать подходящую жидкость. Процесс должен выполняться квалифицированным оператором.
После того, как притирка закончена, притир необходимо очистить для следующего использования.
Примечание. Использование избытка абразивных частиц может привести к повреждению притира. Это может привести к неправильному завершению работы и срыву круга.
#2. Цилиндрическая притирка:
Притиры, применяемые для притирки внутренних и наружных поверхностей цилиндрических деталей, изготовляют из мягкого чугуна, меди или латуни.
Для притирки внутренней поверхности цилиндра притиры выполняют с точной посадкой по внутреннему диаметру. Притиры совершают беспорядочное осевое движение относительно заготовки. Это повышает чистоту поверхности заготовки, а также кругов.
При этом абразивные частицы смешиваются с маслом или смазкой. Притиры, используемые для притирки внешней поверхности цилиндра, называются кольцевыми притирками. Он снабжен винтом для регулировки с различными диаметрами.
Заготовка, подлежащая притирке, удерживается на токарном станке для обеспечения вращательного движения. Затем кольцевой притир совершает возвратно-поступательное движение на вращающейся заготовке. Можно использовать абразивные частицы, смешанные с некоторыми маслами и смазками.
Процесс машинной притирки:
Когда операция притирки выполняется с использованием машин, это называется машинной притиркой. Ниже перечислены различные процессы машинной притирки, используемые для различных типов заготовок.
№1. Вертикальный притирочный станок:
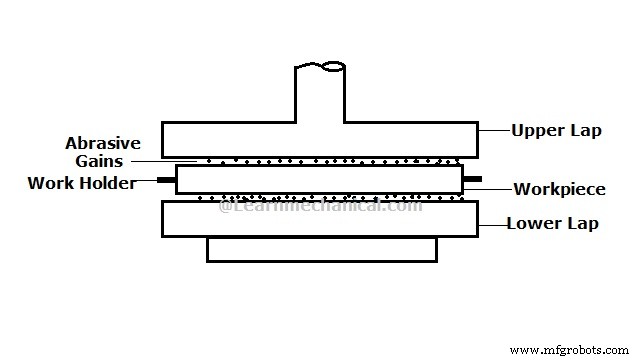
Установка для вертикальной притирки состоит из нижнего притира, верхнего притира и удерживающего устройства. Заготовка удерживается на нижнем колене и позиционируется в держателе задания. Верхний круг используется для загрузки и выгрузки заготовки.
Абразивные частицы, смешанные с пастообразными носителями, наносятся на притиры перед началом операции. В случае притирки плоской поверхности нижний притир удерживается неподвижно, а при цилиндрической притирке допускается его перемещение.
Различные работы притираются с помощью вертикальных притирочных станков, например прецизионных мерных блоков, валков роликоподшипников и шариков шарикоподшипников.
Другой тип вертикальной притирки состоит из абразивной ткани, прикрепленной к нижнему притиру. Идентичные заготовки можно притирать, произвольно перемещая держатель заготовки. Это называется транспонированием.
Примечание. Нижний притир необходимо зафиксировать при обработке плоской поверхности, так как он может опрокинуться.
#2. Бесцентровый притирочный станок:
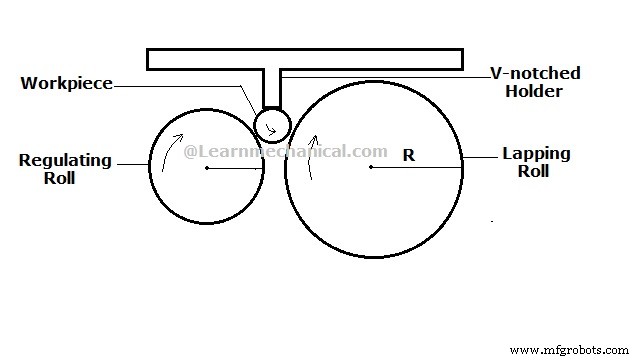
Бесцентровая валковая притирка состоит из регулирующего валика, притирочного валика, заготовки и волокнистого стержня с V-образным вырезом. Регулирующий ролик приводится в действие двигателем, обеспечивающим вращательное движение установки.
Притирочный ролик используется для притирки заготовки с другого направления. Диаметр притирочного ролика в два раза больше диаметра регулирующего ролика. Оба ролика изготовлены из чугуна из-за их стабильности и низкой стоимости.
Ролики связаны абразивными частицами. Волоконный стержень с V-образным вырезом используется для удержания заготовки, подаваемой между роликами. Заготовка подается в ролик очень медленно с возвратно-поступательным движением.
Удаление материала происходит за счет действия абразивных частиц заготовки. С помощью бесцентровой притирки можно получить очень тонкую шероховатость 0,05 мкм.
Удаление материала происходит очень медленно в случае бесцентровой притирки.
#3. Сферический притирочный станок:
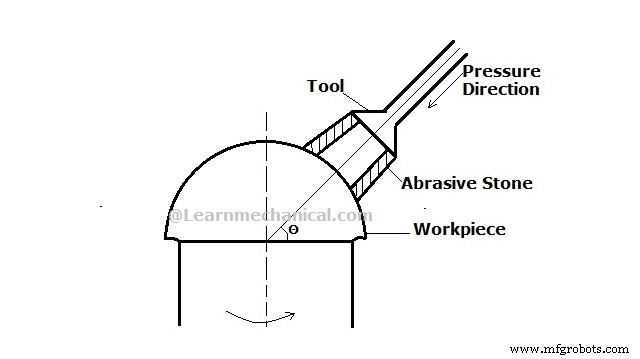
Притирочный станок, используемый для притирки сферических предметов, имеет другую конструкцию. В случае сферической притирки используются два шпинделя.
Заготовка, подлежащая притирке, крепится к первому шпинделю, который придает заготовке вращательное движение. Другой шпиндель используется для удержания инструмента под определенным углом относительно заготовки.
Давление на заготовку также оказывает инструментальный шпиндель. Как только заготовке придается вращательное движение, происходит удаление материала за счет контакта между абразивным инструментом и заготовкой.
#4. Притирка ремня:
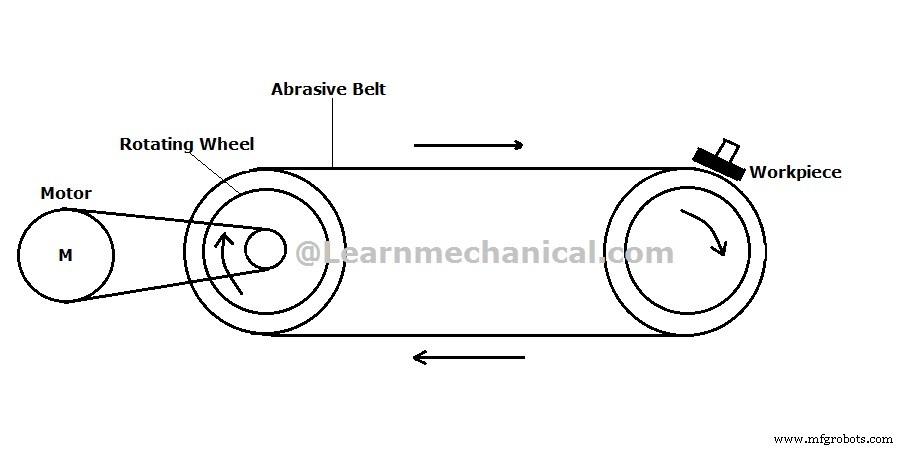
При ленточной притирке используется лента из абразивной ткани, используемая для процесса притирки. Ремень приводится в движение с помощью двигателя. Для привода ленты используются два колеса.
Заготовка вручную прикасается к ремню над колесом. Удаление материала происходит после контакта заготовки и движущейся ленты.
Это удобный метод притирки для низкоточных работ. Нет требований к зажиму заготовки.
Абразив, используемый для процесса притирки:
- Различные типы абразивов используются для притирки материалов различной твердости.
- Абразивные материалы, используемые для притирки твердых материалов, обычно представляют собой карбид кремнезема и плавленый оксид алюминия.
- Абразивные материалы, используемые для притирки мягких материалов, включают оксид хрома, нерасплавленный оксид алюминия и гранат.
Транспортные средства, используемые для притирки
Наполнители, используемые для процессов притирки, обычно представляют собой водорастворимые масла, растительные масла, минеральные масла, вазелин или смазки. Транспортные средства должны иметь следующие характеристики.
- Частицы должны быть равномерно распределены при смешивании с носителем. Он не должен содержать комочков.
- На вязкость транспортных средств не должны влиять изменения температуры.
- Автомобиль не должен испаряться при высоких температурах.
- Не должно способствовать коррозии металлических поверхностей.
- Он должен быть нетоксичным по своей природе.
- Он не должен прилипать к заготовке и легко удаляется простой очисткой.
Материалы, которые могут подвергаться притирке:
Существуют различные элементы, первоначально составные части, которые могут подвергаться процессу притирки. Некоторые из них:чугун, керамика, вольфрам, пластик, углеродные соединения, нержавеющая сталь, бронза, резина и кремний.
Параметры процесса притирки:
Следующий параметр:
- Скорость притирки: Скорость притирки для идеальной операции притирки должна находиться в диапазоне от 1,5 до 4 м/с.
- Давление притирки: Давление притирки зависит от твердости материала и используемых абразивных частиц. Давление притирки варьируется от 10 до 30 кПа для мягких материалов и до 70 кПа для твердых материалов.
- Припуск на притирку: Припуск на притирку прямо пропорционален времени притирки. По мере увеличения припуска время притирки также увеличивается. Припуск на притирку также зависит от притираемого материала.
- Чугун - 0,2 мм
- Алюминиевый сплав — 0,1 мм
- Мягкая сталь — от 0,05 до 0,1 мм
- Закаленная сталь — от 0,005 до 0,02 мм
Преимущества процесса притирки:
Это повышает чистоту поверхности заготовки за счет уменьшения пиков и впадин на поверхности материала. Это также обеспечивает эстетический контакт с заготовкой.
Процесс притирки также увеличивает срок службы сопрягаемых деталей за счет уменьшения трения между сопрягаемыми деталями.
Это увеличивает геометрию и размеры заготовки. Это также обеспечивает идеальную посадку между заготовками.
Внутри поверхности заготовки не возникает термических напряжений благодаря минимальному выделению тепла в процессе.
Процесс может осуществляться и неквалифицированной рабочей силой. Это связано с простотой и отсутствием компьютеризированного контроля.
Это увеличивает параллелизм между двумя частями, которые остаются параллельными друг другу для различных операций соединения.
Недостатки процесса притирки:
Притирка является дорогостоящим процессом, так как потери абразива больше. В результате увеличивается использование абразивных частиц для операций полировки, что, в свою очередь, увеличивает стоимость производства.
Еще одним недостатком процесса притирки является то, что процесс очень медленный. Скорость съема металла в случае процесса притирки очень меньше. Это делает обработку трудоемкой, что приводит к снижению производительности.
Управление отходами становится проблемой в случае процесса притирки. В процессе притирки образуется большое количество абразивных отходов. Это затрудняет утилизацию отходов.
Некоторые абразивные составы могут впитаться в поверхность заготовки, что впоследствии приведет к ее повреждению.
Процесс обычно не автоматизирован; эти результаты увеличивают трудоемкость и удорожают производство.
Применение процесса притирки:
Процесс притирки используется для полировки твердых и хрупких металлов, которые трудно полировать другими методами.
Он также используется для обработки таких материалов, как стекло, из-за низкой скорости съема материала.
Процесс притирки широко используется для изготовления образцов для металлургических испытаний.
Процесс притирки используется для изготовления клапанов из-за его точного равномерного удаления материала.
В автомобильной промышленности также используются процессы притирки для различных операций полировки.
Промышленные технологии
- Процесс хонингования:определение, детали или конструкция, принцип работы, преимущества, применение [Примечан…
- Типы стружки при резании металлов [Примечания в формате PDF]
- Передний угол:определение, важность и типы (положительный, отрицательный, нулевой) [Примечания с PDF]
- Механизм быстрого возврата:определение, типы, принцип работы, области применения, преимущества, недостатки [П…
- Электронно-лучевая сварка:определение, конструкция, работа, применение, преимущества и недостатки [Примечани…
- Процесс экструзии:определение, принцип работы, типы, области применения, преимущества и недостатки [Примечан…
- Что такое формирование? Типы процесса формовки [Примечания и PDF]
- Что такое экструзия? - Работа, типы и применение
- Процесс сварки твердого тела:принцип, виды, применение, преимущества и недостатки
- Сварка трением:принцип, работа, типы, применение, преимущества и недостатки