


Как сделать 3D-принты более прочными; пошаговое руководство!
Работая над некоторыми деталями, напечатанными на 3D-принтере, вы можете столкнуться с необходимостью усиления их полностью или локально, чтобы повысить их прочность и долговечность. Это может быть целая деталь или конкретная область, подверженная какой-либо нагрузке, такой как сжатие, растяжение, сдвиг, кручение или изгиб.
В этой статье мы рассмотрим множество методов, с помощью которых вы сможете получить более прочные отпечатки, например, повышение прочности на этапе проектирования, контроль температуры и скорости печати или выбор наиболее подходящего материала для вашего отпечатка. Но прежде чем сделать это, давайте сделаем краткий обзор того, что вы можете сделать, чтобы сделать ваши 3D-отпечатки более прочными.
Чтобы сделать напечатанные на 3D-принтере детали более прочными, важно выбрать правильную ориентацию печати, увеличить толщину стенки и плотность заполнения. Кроме того, также можно увеличить сопротивление, регулируя скорость потока, уменьшая скорость печати, увеличивая ширину линии, повышая температуру печати и даже отключая охлаждающие вентиляторы. И последнее, но не менее важное:рассмотрите возможность печати из нейлона и отжига объекта.
Начнем!
Начните с дизайна
В этом разделе мы укажем на важность дизайна перед печатью и на то, как его можно использовать в нашу пользу.
Выполнив анализ напряжений на детали, мы сможем определить области с высоким напряжением. Таким образом, локальное усиление детали и внесение изменений в эти области обеспечат максимальное соотношение прочности и веса, снизят расход нити и сведут к минимуму время печати.
Первое, что вы можете сделать, это изменить плотность заполнения, увеличив ее только в областях с высокой нагрузкой.
Работая с этими конкретными областями, вы также можете изменить периметры, увеличив их количество до нужной толщины.
Также возможно внутреннее усиление детали. Если вы моделируете внутреннее отверстие в области высокого напряжения, программное обеспечение для нарезки будет рассматривать отверстие как элемент детали. Таким образом, он напечатает его по периметру, создав внутреннюю структуру в виде небольшой трубки, что приведет к лучшему распределению нагрузки в этой области.
Настройки слайсера, влияющие на качество печати
Слайсер – это компьютерное программное обеспечение, которое играет важную роль в процессе 3D-печати, поскольку оно отвечает за преобразование модели в формате STL в команды принтера в формате G-кода.
В этих командах вы можете установить такие функции, как ориентация и температура печати, шаблон и плотность заполнения, которые могут повлиять на качество и прочность печати.
Ориентация печати
Ориентация слоя во многом определяет прочность отпечатка.
Важно знать, что граница между слоями является слабым местом, а это значит, что если вы приложите силу в этой точке прямо в направлении ориентации слоев, то вы, вероятно, сломаете кусок практически без усилий. Затем при размещении вашего дизайна в слайсере вы должны учитывать нагрузки, которым будет подвергаться деталь, и следить за тем, чтобы плоскость печати не располагалась параллельно этим силам.
Если вы хотите увидеть пример этого, вы найдете дополнительную информацию в этой статье.
Толщина стенки (количество оболочек/периметров)
Оболочки или периметры (название зависит от используемого вами программного обеспечения для слайсеров) составляют внешний вид напечатанных на 3D-принтере деталей. Как мы знаем, машина печатает его совершенно иначе, чем внутреннюю часть изделия.
Множество различных настроек влияют на то, как печатаются оболочки/периметры, и некоторые из них напрямую связаны с прочностью изделия. Примером этого является толщина стенки.
Настройка слайсера для толщины оболочки обычно делится на толщину стенки и толщину верхнего и нижнего слоев. Вы можете установить либо ширину стенки (в мм), которая определяет ширину набора стенок на отпечатке, либо желаемое количество проходов, которое сопло должно сделать для стенок. Эти параметры взаимосвязаны:изменение одного из них автоматически приводит к изменению другого.
Настройки почти одинаковы для верхнего и нижнего слоев. Толщина относится к высоте слоев. Для более прочных деталей следует использовать большие значения, например толщину стенки от 2 до 3 мм и толщину верха и низа от 1,6 до 2 мм.
Шаблон заполнения
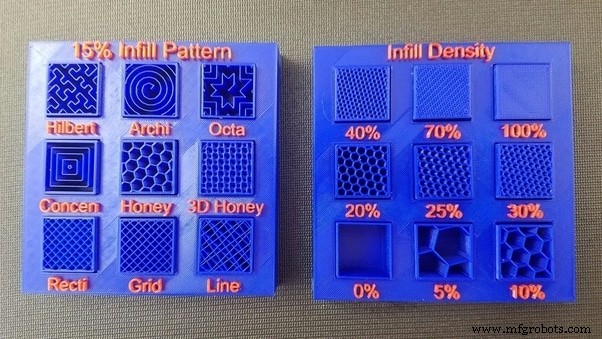
В настройках доступно множество различных шаблонов заполнения.
Если цель состоит в том, чтобы получить более прочную деталь, шаблоны заполнения, такие как куб, кубическое подразделение, октет, четверть куба и гироид, будут предпочтительнее шаблонов, таких как линии или зигзаг, которые представляют заполнение с меньшей прочностью.
Однако при выборе того или иного вы можете принять во внимание тип нагрузки, которой будет подвергаться деталь, направление, в котором они приложены, а также количество материала и время печати, затрачиваемое каждым шаблоном.
Несмотря на то, что каждая часть требует отдельного анализа, в целом наиболее прочным вариантом является соты с заполнением около 50% плотности.
Подробную статью о заполнении можно найти здесь
Плотность заполнения
Помимо рисунка, плотность является еще одной характеристикой заполнения, которая влияет на прочность ваших изделий. Чем плотнее заполнитель, тем прочнее изделие. Это связано с тем, что больше материала несет нагрузки, и вы получаете лучшее их распределение.
Однако не всегда 100% плотность является оптимальным вариантом. В зависимости от функций, которые вы хотите получить для деталей, вы должны учитывать, что это также увеличит время печати, расход нити, и вы также получите более тяжелые детали.
Что такое хорошая плотность заполнения?
В целом, установка плотности заполнения выше 75% не приведет к значительному увеличению прочности деталей. Процент заполнения 50% уже может дать вам ту же силу, что и 100%, или очень близкую к ней, в некоторых случаях.
Уменьшить высоту слоя
Высота слоя — это высота каждого слоя экструдированного пластика на 3D-принтере. Этот параметр связан с уровнем детализации или разрешением, которое мы получим в конечном результате.
Было проведено исследование, чтобы определить, как различная высота слоя и диаметр сопла повлияют на прочность печати. Они протестировали сопла 0,4 мм, 0,6 мм и 0,8 мм и разную высоту слоя и пришли к выводу, что чем больше вы увеличиваете высоту слоя, тем слабее становится деталь, фактически, от минимальной до максимальной высоты слоя разница в прочности составляла примерно в 3,5 раза.
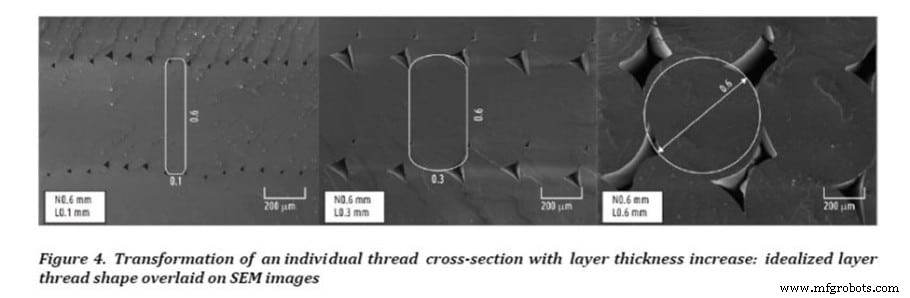
Как вы можете видеть на этом изображении, диаметр сопла играет важную роль, поскольку печать с помощью сопла большего диаметра, но с малой высотой слоя, обеспечивает более широкую площадь контактной поверхности для прилипания каждого слоя к предыдущему, что приводит к общему более прочному связь и, следовательно, более прочная 3D-печать.
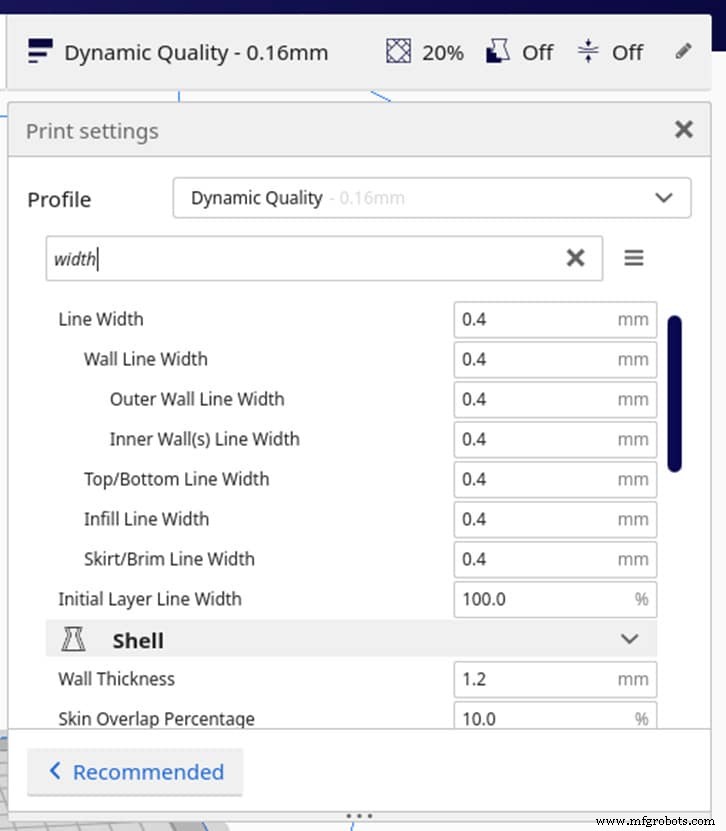
Увеличить ширину линии
Ширина линии — это ширина линии печатаемого материала. При большей ширине экструзии давление внутри сопла также должно быть выше, чтобы выдавливать материал в стороны после того, как он выходит из сопла.
Это давление не только сожмет материал в стороны, но и прижмет слои друг к другу, что приведет к лучшей адгезии между ними. Значения ширины линии могут быть выражены в процентах от сопла 0,4 мм.
Можно наблюдать, что адгезия и прочность слоев достигают своего максимума при 150%. После этого значения они начинают уменьшаться, потому что оно получается на очень шероховатых и напряженных поверхностях.
Отрегулируйте скорость потока
Причиной слабых деталей может быть недостаточная экструзия из-за зазоров, отсутствующих слоев или небольших отверстий, которые могут появиться в отпечатке. Эта проблема может быть связана с недостаточной скоростью потока. Чтобы решить проблему постепенно, увеличивайте этот параметр, пока не увидите некоторое улучшение.
Вы также можете столкнуться с противоположной проблемой; это означает чрезмерную экструзию. В этом случае решением может быть постепенное уменьшение потока, пока вы не заметите некоторое улучшение. Расслоение слоев — еще один способ потери прочности изделия. Как и прежде, решением может быть увеличение потока.
Уменьшить скорость печати
В зависимости от способности машины выдерживать заданную скорость, качество детали будет затронуто в большей или меньшей степени.
Быстрые движения экструдера вызывают значительную вибрацию, в результате чего получаются отпечатки низкого качества. Поэтому в некоторых случаях снижение скорости печати может быть хорошим решением.
Увеличить температуру печати
Более высокие температуры означают лучшую адгезию между слоями.
В то же время, поскольку очень низкие температуры могут привести к недостаточной экструзии, детали, напечатанные при более высоких температурах, имеют тенденцию быть более тяжелыми из-за того, что содержат большее количество материала. Больше материала обычно означает большую прочность.
Тем не менее, вы должны быть осторожны, полагая, что чрезвычайно высокие температуры являются лучшими для повышения прочности. Вы можете получить довольно вязкие детали даже с пустотами и пузырьками в них, что приведет к деградации материала, что сделает изделие более слабым.
Выключите вентилятор
Работа охлаждающего вентилятора заключается в том, чтобы охлаждать материал после его выхода, чтобы он быстро затвердевал и изделие не деформировалось во время печати. Но будьте осторожны, потому что, если вы слишком сильно охладите его, у вас могут возникнуть проблемы со сцеплением между слоями, и они могут расколоться.
С другой стороны, при этом могут возникнуть некоторые потенциальные проблемы, такие как плохое соединение или перегрев, что приводит к деформации конечной детали.
Идеальные настройки слайсера для более четких отпечатков
Вот таблица с идеальными настройками для нити PLA:
| Параметр | Настройка |
| Температура печати | 200–210ºC |
| Температура кровати | 50 – 65ºC |
| Высота слоя | 0,12 мм (чем меньше, тем лучше) |
| Отзыв | 6 мм |
| Заполнение | 50% или выше |
| Скорость | 30 – 50 мм/с |
| Начальная скорость слоя | 20 мм/с |
| Начальная высота слоя | <тд>0,2 мм|
| Начальная скорость вентилятора | <тд>0%|
| Скорость вентилятора | 0 % для более ярких отпечатков |
| Угол выступа опоры | 45° |
Для других распространенных материалов идеальные температуры печати:
- АБС:230–240 ºC
- ПЭТГ:220–230 ºC
- ТПУ:220–240 ºC
Идеальная температура кровати:
- АБС:90–110 ºC
- ПЭТГ:70–85 ºC
- ТПУ:50–65 ºC
Используйте более прочную нить
Материал, который мы используем, напрямую влияет на его прочность и долговечность. С точки зрения прочности победителем, кажется, является поликарбонат, который считается самым прочным типом нити. При правильной печати и при правильной температуре из поликарбоната можно получить чрезвычайно прочные и долговечные компоненты.
Затем у нас есть нейлон, который можно сравнить с поликарбонатом. Этот материал устойчив к ударам, усталости и нагреванию, а его преимущество в том, что его легче печатать, чем поликарбонат.
PLA и PETG — другие распространенные материалы, преимущество которых в том, что их легче печатать, чем, например, поликарбонат. PLA часто рекомендуют в качестве исходного материала для начинающих. PLA жестче, а PETG более гибок, поэтому его сложнее сломать, так как он больше изгибается.
Эта характеристика также делает PETG более ударопрочным, чем PLA, поскольку он лучше поглощает удары. С другой стороны, PLA прочнее с точки зрения прочности на растяжение.
В следующей таблице показана ударная вязкость для различных материалов при разных ориентациях (Джоули/метр):
| Плоский | Горизонтальный | Вертикаль | |
| Поликарбонат | <тд>354515 | 42 | |
| Нейлон | <тд>325 <тд>24960 | ||
| ПЭТГ | <тд>239178 | <тд>35||
| ПЛА | 153 | <тд>113 <тд>77||
| АБС | 129 | <тд>149 <тд>55
Подробное сравнение PLA и PETG можно найти здесь.
Какая нить устойчива к внешним воздействиям?
Есть некоторые желательные свойства материала, чтобы он был устойчивым к воздействию окружающей среды, например устойчивость к ультрафиолетовому излучению, температуре и воде.
Но какие материалы наиболее рекомендуются для наружного применения?
PETG обладает устойчивостью к ультрафиолетовому излучению, а также водостойкостью, что делает его хорошим вариантом для использования на открытом воздухе.
ASA устойчив к ультрафиолетовому излучению и может выдерживать любые погодные условия. Он имеет высокую температуру стеклования, что обеспечивает устойчивость к высоким температурам, а также ударопрочность и химическую стойкость.
С другой стороны, нейлон, PLA и HIPS не рекомендуются для наружного применения из-за недостаточной устойчивости к ультрафиолетовому излучению. Со временем они потеряют цвет и станут ломкими.
Подробную информацию по этому вопросу можно найти здесь.
Какая нить лучше всего противостоит нагреву?
Термостойкость – это максимальная температура, которую может выдержать отпечаток, прежде чем он расплавится или растрескается.
Поликарбонат известен своей прочностью и долговечностью, а также обладает высокой термостойкостью. Температура стеклования поликарбоната составляет 150°C, а отпечатки могут выдерживать нагрев примерно до 140°C.
Еще одним популярным филаментом является АБС-пластик, обладающий высокой термостойкостью и устойчивостью к повреждениям. Температура стеклования составляет 105 °C, и готовые отпечатки могут выдерживать температуру, близкую к 100 °C, но не в течение длительного периода времени.
Нить PETG также обладает хорошими качествами в отношении термостойкости, и ее также очень легко печатать. PETG выдерживает температуру до 75°C.
Подробнее о термостойкости нити здесь.
Отжиг печати
Отжиг помогает увеличить прочность и долговечность детали. Этот процесс вызывает увеличение количества крупных кристаллических структур в пластике. Это помогает более равномерно перераспределять нагрузки и тепловую энергию.
Процесс заключается в воздействии на деталь очень определенной температуры:выше температуры стеклования, но ниже температуры плавления, примерно на 30–45 минут.
Для получения дополнительной информации ознакомьтесь с этой статьей .
Заключение
Как мы уже видели, для получения качественных и прочных изделий нужно сделать многое.
Обычно вам придется прибегать к некоторым из них вообще.
Начиная с этапа проектирования, выполняя анализ напряжения детали, затем устанавливая правильные настройки слайсера и выбирая наиболее подходящий материал для работы, вы сможете получить высокопрочные и долговечные детали.
3D печать
- Руководство для новичков по силиконовой 3D-печати
- Полное руководство по 3D-печати методом струйной печати
- 3D-печать TPU:руководство по 3D-печати гибких деталей
- Структуры поддержки 3D-печати:полное руководство
- 3D-печать на металле:полное руководство (2021 г.)
- Руководство по 3D-печати с использованием титана
- Насколько экологически безопасна промышленная 3D-печать?
- Как создавать потрясающие 3D-отпечатки с 3D-текстурой в SOLIDWORKS 2019
- Руководство по выбору материалов для 3D-печати
- Как сделать гидравлику более прочной?