


Скорость 3D-печати; Как печатать быстрее и сэкономить время!
3D-печать — не самый быстрый процесс:на печать некоторых небольших моделей может уйти вечность (я только что напечатал модель, на которую ушло 37 часов). Но есть ли способ ускорить процесс, особенно без снижения качества печати?
В этой статье я расскажу о различных настройках, которые вы можете настроить в своем слайсере, чтобы значительно сократить время, необходимое для завершения печати, о том, как поддерживать качество печати (в некоторой степени), а также о паре различных советов и приемов. чтобы все это произошло.
Итак, без лишних слов, приступим!
Скорость и качество

Способность машины работать с заданной скоростью будет важным фактором, который следует учитывать при оценке того, как скорость влияет на качество печати.
Конструкция и материал, из которого изготовлены машины, могут повлиять на качество на высоких скоростях. Это связано с тем, что быстрые движения экструдера могут вызывать сильные вибрации.
У нити тоже есть свои ограничения, так как для плавления требуется определенная температура, и если машина движется слишком быстро, это может ограничить скорость потока из-за того, что машина не может плавить нить с такой скоростью.
Кроме того, если принтер работает слишком быстро, нить может не успеть создать прочную связь, что приведет к слабой адгезии слоев. Вот вам расширенная статья по теме.
Увеличение размера сопла может привести к значительному сокращению времени печати, но, опять же, за счет снижения качества.
Вообще говоря, чем быстрее печать, тем ниже качество.
Настройки слайсера, влияющие на время печати
Слайсер — это компьютерное программное обеспечение, отвечающее за преобразование модели в формате STL в команды принтера в формате G-кода.
Почти все эти приложения позволяют вам управлять несколькими параметрами, такими как функции заполнения и периметра, ширина и высота слоя, скорость и т. д., и все они могут иметь большое влияние на скорость печати.
Давайте посмотрим, как лучше всего сократить время печати, постаравшись как можно меньше влиять на качество печати:
Количество снарядов (количество линий стены)
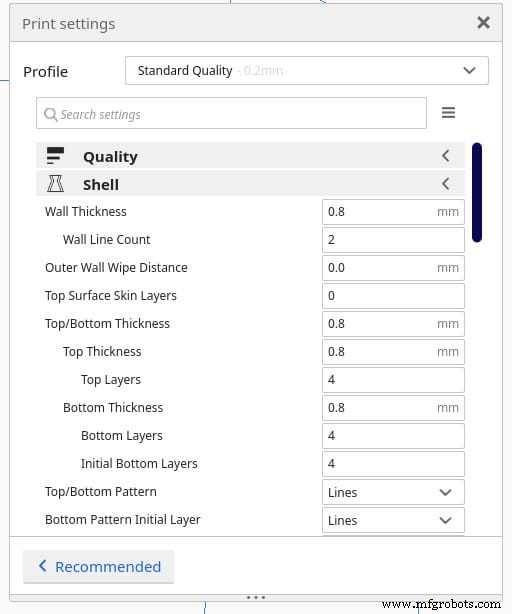
Оболочка (или периметр) составляет внешнюю часть напечатанных на 3D-принтере деталей и может быть разделена на две части:стены, верх и низ.
Регулируя толщину стены, вы автоматически устанавливаете количество периметров. Например, установка толщины стенки на 1,2 мм означает, что принтер будет печатать в общей сложности три периметра (отображаемых как количество линий стены в Cura), поскольку толщина каждого периметра составляет 0,4 мм.
Уменьшение количества периметров означает, что путь печати становится короче, а количество экструдируемого материала уменьшается, что сокращает время печати.
Короче говоря, уменьшение количества периметров/оболочек приводит к более быстрой печати.
Плотность заполнения
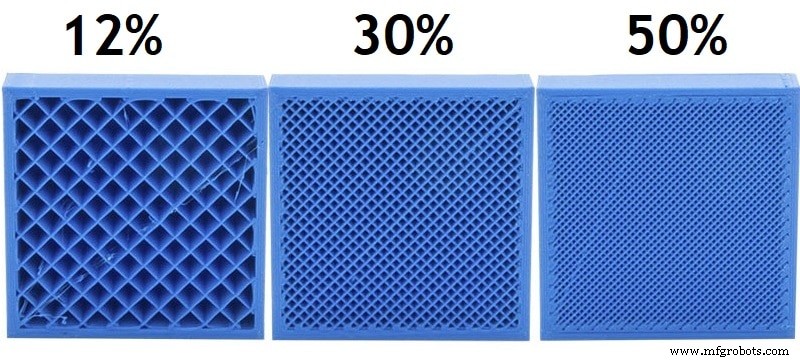
Заполнение составляет внутренний объем моделей, и одним из его параметров, который мы можем настроить, является плотность, которая показывает, сколько или как мало материала будет составлять внутреннюю часть модели, и он может от 0 %, что означает, что он полностью полый, до 100 %, что означает, что он полностью твердый.
Чем плотнее изделие, тем больше материала необходимо выдавить, и тем больше времени потребуется принтеру для завершения печати.
Поэтому, если вы хотите печатать быстрее, вам следует уменьшить плотность заполнения, но всегда помните, что это может повлиять на прочность отпечатка.
Итак, короче; Снижение плотности заполнения примерно до 10 % может сэкономить от нескольких минут до нескольких часов на отпечатке.
Этапы постепенного заполнения
Есть один способ избежать снижения плотности заполнения по всему отпечатку и в то же время уменьшить потерю прочности.
При использовании постепенного заполнения вы получите градиент плотности по всей модели, и это уменьшит количество используемого материала, начиная с процента низкой плотности в нижних слоях и постепенно увеличивая его вблизи верхних слоев.
Вы можете настроить два разных параметра:шаг постепенного заполнения, который представляет количество раз, когда заполнение уменьшается наполовину, и высоту, которая управляет высотой, на которой плотность заполнения уменьшается.
Сколько времени может сэкономить этот параметр, зависит от самой модели, поэтому включите этот параметр и настройте два параметра, затем разрежьте модель и сравните предполагаемое время печати со временем без шагов постепенного заполнения.
Шаблон заполнения
Шаблон заполнения — это форма или дизайн, используемый для печати заполнения, который также влияет на время печати. В настройках слайсера доступно множество различных шаблонов заполнения (некоторые из них зависят от используемого вами программного обеспечения), и каждый из них предоставляет модели разные характеристики (в основном, насколько прочной будет модель).
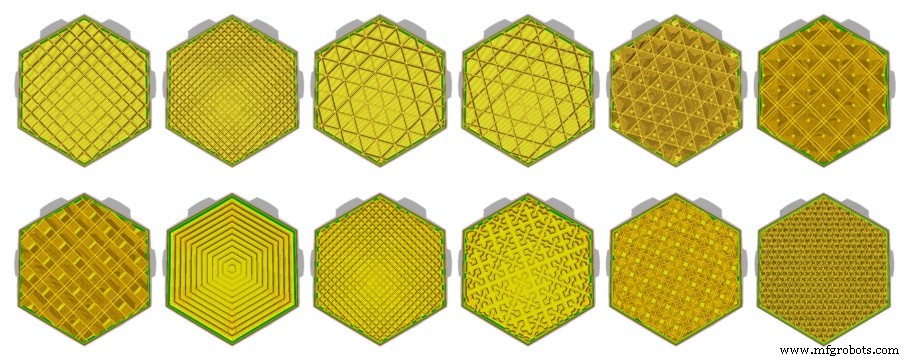
Как правило, шаблон заполнения «Линии» является самым быстрым, за ним следует «зигзаг» из-за того, что его проще создать, но это также зависит от формы модели и других факторов.
Вообще говоря, вы должны выбрать шаблон, который лучше всего подходит для конкретной модели, которую вы создаете, потому что он может сделать ее намного сильнее, но вы можете попробовать разные, чтобы найти, какой из них сократит количество времени, которое вы создаете. требуется, чтобы закончить модель.
Скорость печати и скорость перемещения
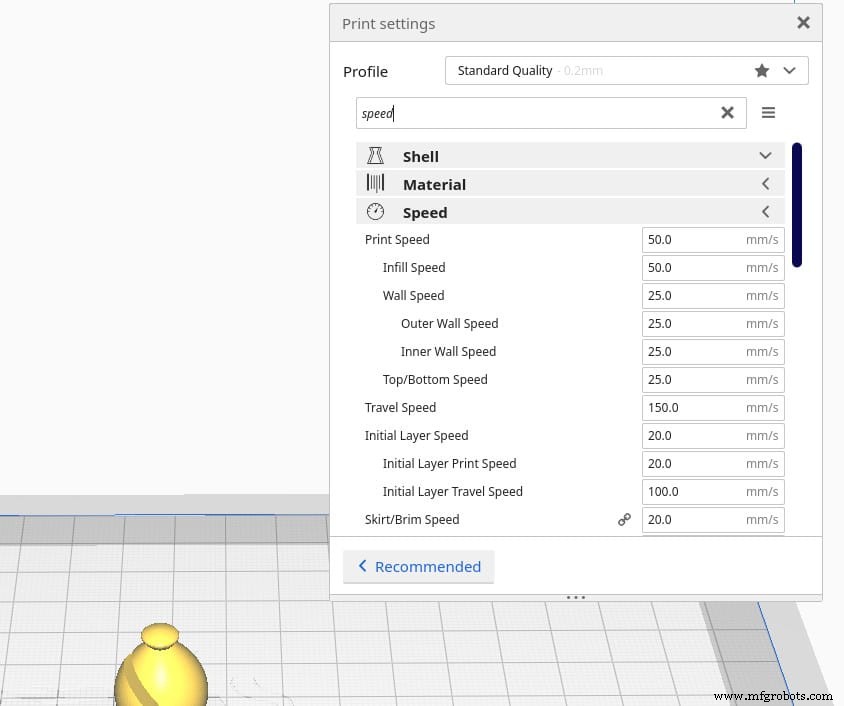
Скорость печати определяет, насколько быстро сопло перемещается по рабочему столу во время печати. Если вы установите эту скорость очень высокой, вы можете поэкспериментировать со звоном или даже с проблемами экструзии. Вы можете попробовать установить базовую скорость, а затем постепенно увеличивать ее, пока не увидите какие-то дефекты на поверхности.
С другой стороны, скорость перемещения показывает, насколько быстро движется сопло, пока оно не выдавливает нить. Установка слишком высокой скорости может привести к значительным вибрациям и столкновению сопла с другой частью отпечатка во время движения.
Настройки скорости печати позволяют контролировать скорость каждой части (заполнение, стенки, верх и низ) отдельно.
Вы можете резко увеличить скорость заполнения без ущерба для качества. Оболочки/стены потребуют дополнительных испытаний, но с большинством принтеров вы можете получить скорость до 60 мм/с без существенной потери качества (некоторые принтеры могут печатать со скоростью 200 мм/с без потери качества).
Ускорение и рывок
Ускорение и рывок — это значения, установленные в прошивке машины, они не прописаны в G-коде и более детально определяют, как выполняются движения.
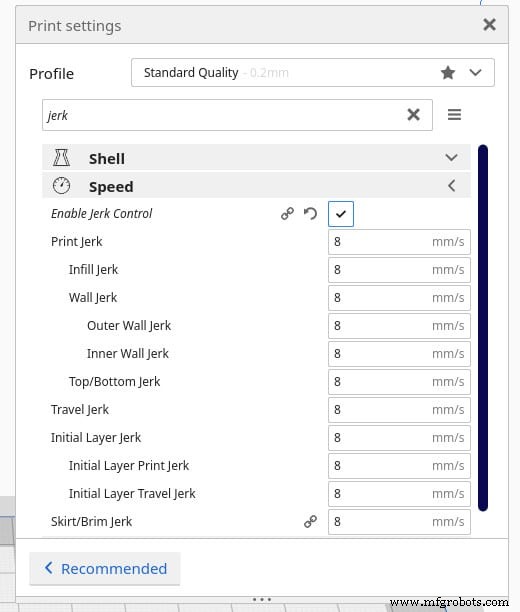
Параметр Jerk представляет собой максимальное мгновенное изменение скорости, при котором печатающая головка перемещается из неподвижного положения:чем выше значение параметра, тем быстрее она будет выходить из стабильного положения, чем меньше значение параметра, тем медленнее она будет выходить из стабильного положения. положение.
Например, когда печатающая головка неподвижна, она дает принтеру указание мгновенно перейти от 0 мм/с к заданному значению рывка, игнорируя параметр ускорения. Он также работает в обоих направлениях, поскольку он также будет контролировать скорость, с которой печатающая головка будет замедляться, пока не достигнет 0 мм/с.
Если значение рывка высокое, для достижения максимальной скорости или остановки потребуется меньше времени, что сократит время печати (а также качество печати, поскольку эти быстрые изменения скорости могут вызвать вибрации).
Параметр «Ускорение» показывает, насколько быстро печатающей головке разрешено ускоряться; чем выше значение параметра, тем быстрее печатающая головка достигает максимальной скорости, чем ниже значение параметра, тем медленнее печатающая головка достигает своей максимальной скорости. Увеличение ускорения сократит время печати, если печатающей головке достаточно места для перемещения.
Используя следующий калькулятор, вы можете ввести параметры ускорения, расстояние/длину оси и желаемую максимальную скорость, и вы увидите, через какое время ваш принтер достигнет желаемой скорости.
Настройки поддержки
Опоры — это обычная функция, используемая в 3D-печати, поскольку при печати каждый слой должен поддерживаться слоем под ним. Иногда экструдеру необходимо разместить материал в точке, где под ним нет материала, и именно здесь вступают в действие опоры.
Теперь печать поддержек требует очень много времени, поэтому, если ваша цель — ускорить процесс печати, вы должны сделать все возможное, чтобы напечатать как можно меньше вспомогательного материала.
Этого можно добиться, снизив температуру экструзии, улучшив охлаждение слоя, уменьшив скорость потока и скорость печати, но, как я обнаружил, лучше всего работает ориентация отпечатка таким образом, чтобы уменьшить количество необходимый вспомогательный материал, а затем увеличить угол, под которым слайсер начинает вводить опоры (в Cura по умолчанию он составляет 45 градусов).
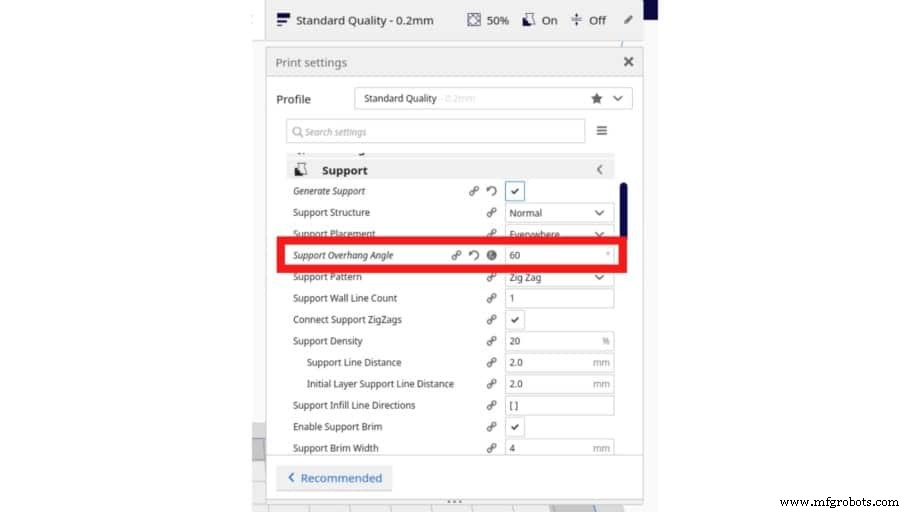
Чтобы узнать, под каким максимальным углом ваш принтер может комфортно печатать без поддержки, вы можете распечатать этот тест нависания и перекрытия и посмотреть, в какой момент он начинает давать сбой. Если ваш принтер может комфортно печатать под углом 60 градусов, но начинает давать сбои при 65 градусах, включите поддержку под углом 65 градусов.
Еще один способ ускорить печать, а также сократить общий расход материала — уменьшить плотность заполнения опоры.
Чтобы узнать больше о опорах и оптимизации их использования, ознакомьтесь с этой статьей, которую мы написали на эту конкретную тему.
Высота слоя
Высота слоя – это расстояние между соплом и предыдущим слоем экструдированного материала. Этот параметр связан с уровнем разрешения модели:чем ниже высота слоя, тем выше уровень детализации, и наоборот.

С точки зрения скорости печати более толстые слои означают, что для достижения той же высоты потребуется меньше слоев, что приведет к более быстрой печати.
С другой стороны, чем больше вы увеличиваете высоту слоя, тем меньшее разрешение вы получите, и, в дополнение к этому, использование более толстых слоев также может отрицательно сказаться на прочности модели, поскольку площадь контакта поверхности между ними намного меньше. слои.
Вообще говоря, хорошая высота слоя с точки зрения качества, скорости и прочности составляет 0,2 мм.
Ширина линии (ширина экструзии)
Ширина линии определяет ширину печатаемой строки. Обычно оно равно ширине отверстия сопла, но вы можете увеличить или уменьшить его, отрегулировав этот параметр.
При большей ширине экструзии давление внутри сопла также увеличивается, чтобы выдавливать материал в стороны после того, как он выходит из сопла. Таким образом, из сопла одновременно выходит больше материала, что означает более быструю печать.
Конечно, вы не можете рассчитывать на увеличение ширины линии до 200% и получение точно такого же качества печати (хотя на данном этапе очень похожего). Как правило, небольшое уменьшение ширины линии повышает качество печати за счет снижения скорости печати, тогда как чрезмерное ее увеличение снижает качество печати, но увеличивает скорость.
Совет :Печать в режиме вазы (Спирализация внешнего контура в Cura) обычно приводит к несколько слабым отпечаткам при использовании стандартного сопла 0,4 мм, но увеличение ширины линии до 200%, по сути, напечатает вазу со стенкой вдвое толще, что приведет к гораздо более четкая печать и не требует больше времени для завершения.
Настройки прилегания к кровати (не используйте поля или подложку)
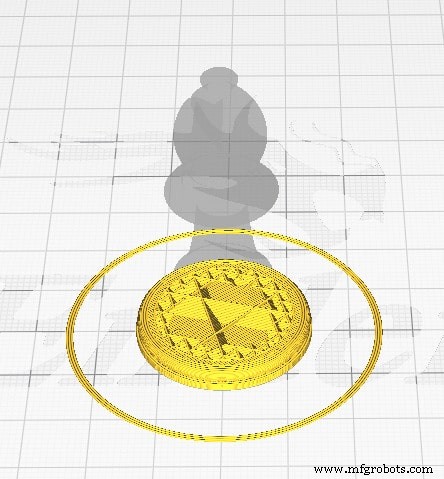
Юбки, поля и плоты предназначены для облегчения сцепления с кроватью (в основном поля и плоты). Юбка — это линия экструдированного пластика, окружающая модель и напечатанная без соприкосновения с самим принтом. Он используется для заполнения экструдера и получения плавного потока перед началом печати изделия.
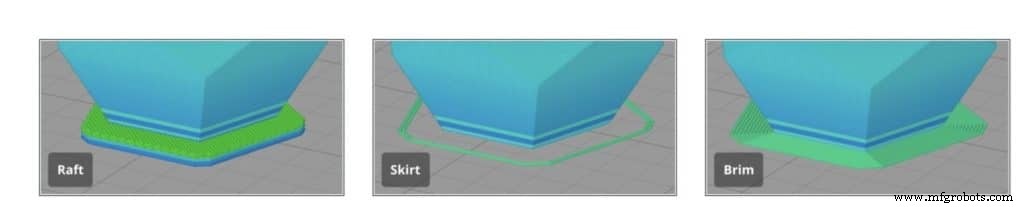
Поля — это слой материала, окружающий модель, как и юбка, но фактически соприкасающийся с краями модели. Это помогает прилипанию к кровати и предотвращает деформацию.
Raft — это печатная поверхность, используемая в качестве основы для печати 3D-модели. Это помогает гарантировать, что первый слой будет хорошо напечатан и не будет отделяться от поверхности сборки.
Как вы можете себе представить, использование подложки добавит много времени процессу печати, а также потребует больше материала. Я настоятельно рекомендую использовать юбку или вообще ничего, поскольку принтер обычно в любом случае загружает экструдер, печатая линию сбоку от платформы.
Если возникает проблема прилипания к слою, рассмотрите возможность использования края и повышения температуры слоя немного выше температуры стеклования нити накала.
Адаптивные слои
Адаптивные слои помогают значительно сократить время печати без потери качества и разрешения, поскольку они используют переменную высоту слоя; это означает, что принтер будет увеличивать или уменьшать высоту слоя при печати в зависимости от формы модели.
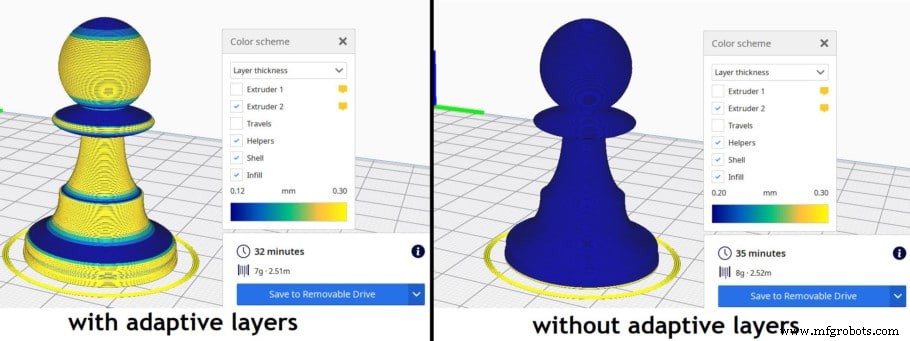
В Cura эта функция автоматически уменьшает высоту слоя при печати изогнутых геометрических областей, в то время как области с меньшими структурными изменениями будут печататься более толстыми слоями.
В зависимости от самой модели адаптивные слои могут практически мгновенно сэкономить время до 15 %, а в некоторых случаях даже до 20 %.
Другие методы увеличения скорости печати
Помимо настроек слайсера, мы можем прибегнуть к другим методам, чтобы увеличить скорость, с которой отпечатки выходят из принтера.
Используйте сопло большего размера (ухудшает качество печати)
Использование сопла большего диаметра позволяет печатать по более широкому периметру, уменьшая общее необходимое количество.

К тому же, сопло большего диаметра также позволит вам увеличить высоту слоя, что, как обсуждалось ранее, напрямую влияет на скорость печати, хотя это приводит к явному снижению качества печати.
Еще одним преимуществом печати с большим соплом является то, что, поскольку сам слой намного шире, площадь контакта с поверхностью намного больше, и это напрямую коррелирует с прочностью отпечатков:чем шире сопло, тем шире ширина линии и эта увеличенная площадь контакта с поверхностью приводит к более сильным отпечаткам.
Печать большими партиями
Если вам нужно напечатать несколько экземпляров, подходящим вариантом будет печать большими партиями.
Это сокращает время нагрева и охлаждения принтера, а также количество выравниваний платформы (автоматическое выравнивание платформы также занимает много времени).
Единственным минусом печати больших партий является то, что если есть одна ошибка/проблема, например, печать отсоединяется от рабочей пластины, вся партия теряется, и вам нужно начинать все сначала.
Настройки заключения и примера
3D-печать — не совсем быстрый процесс. Даже отпечаток высотой всего несколько сантиметров может занять несколько часов.
Если вы будете следовать этому руководству, то сможете значительно увеличить скорость печати без резкого ухудшения качества.
В следующем списке показаны примеры настроек для более высокой скорости печати на стандартных дешевых 3D-принтерах, таких как Ender 3:
- Высота слоя :0,28 мм
- Счетчик линий стены :2
- Заполнение :5–10 %
- Адаптивные слои :включено
- Скорость :60 мм/с
- Начальная скорость слоя :20 мм/с
- Начальная высота слоя :0,2 мм
- Прилипание к кровати :Юбка
- Толщина линии :200%
- Начальная скорость вентилятора :0%
- Скорость вентилятора (после первых слоев):100%
- Угол выступа опоры :60º (отключить опоры, если возможно).
- Придурок: максимальное значение 20 мм/с.
- Ускорение: 400 м/с^2
3D печать
- Скорость 3D-печати:как это влияет на время сборки
- Как оптимизация топологии и 3D-печать открывают новые возможности дизайна
- Как 3D-печать меняет индустрию продуктов питания и напитков
- Как получить текущую дату и время в Python?
- Как оптимизировать производственные системы и сэкономить время
- The What, Why and How of Wrench Time
- Время простоя - определение, причины и способы его сокращения
- Итерации и прототипы быстрее, чем когда-либо с помощью 3D-печати
- Скорость 3D-печати и качество; Лучшие настройки!
- Технология аддитивного производства и как SDK могут помочь