


Ender 3 (Pro &V2) настройки ABS; Предотвратить деформацию и многое другое.
ABS — один из самых сложных материалов для правильной печати на Ender 3, Pro или V2, и это в основном связано с тем, что это не закрытый принтер.
Тем не менее, вы все еще можете печатать ABS на Ender 3, изменив некоторые настройки и используя некоторые приемы для улучшения сцепления с поверхностью.
Вот краткая версия:Чтобы печатать ABS на Ender 3, вам нужно установить температуру печати в диапазоне от 230°C до 240°C, температуру слоя до 100°C, выключить вентилятор охлаждения детали и нанести немного клея. приклеиваются к поверхности сборки, чтобы улучшить сцепление и предотвратить деформацию.
Конечно, это еще не все, и я рекомендую вам продолжить чтение, чтобы узнать, как прошли мои тесты, как улучшить сцепление с постелью, как предотвратить пару проблем и многое другое.
Если вы не хотите проходить через все пробы и ошибки, которые мы сделали, чтобы найти идеальные настройки для создания высококачественных отпечатков на вашем Ender 3, обязательно ознакомьтесь с нашими собственными профилями Cura, созданными специально для вас. для серии принтеров Ender 3 (все они доступны всего за 7 долларов США).
Рекомендуется:использовать вложение

Прежде чем я перейду к настройкам, я должен упомянуть, что вы должны обязательно использовать корпус для печати ABS на Ender 3, так как это будет поддерживать постоянную температуру внутри принтера и предотвратит деформацию и разделение слоев.
Однако стоит отметить, что вам не обязательно покупать корпус, так как вы можете сделать его самостоятельно или даже накрыть принтер большой картонной коробкой, и это тоже будет работать нормально.
Конечно, это может быть потенциальная опасность возгорания, поэтому я не рекомендую это, но это работает. Я бы порекомендовал приобрести доступный негорючий корпус Creality, чтобы быть в безопасности.
Теперь, если вы уже знаете свои настройки печати и хотите сразу перейти к советам о том, как улучшить сцепление с поверхностью, чтобы предотвратить деформацию, нажмите здесь.
Температура печати
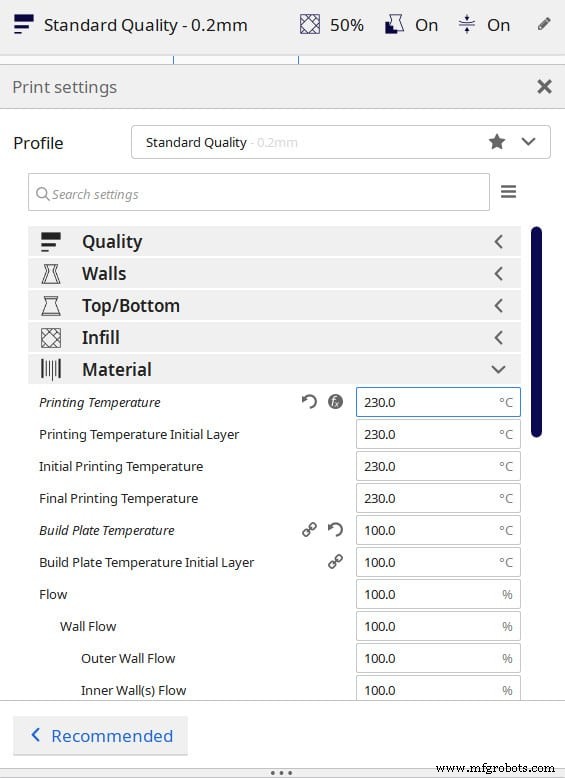
На Ender 3 (Pro и V2) температура от 230°C до 240°C кажется оптимальной не только с точки зрения детализации, но и качества перемычек и выступов, а также предотвращения нежелательных артефактов. Температура ниже 230°C приводит к ухудшению адгезии слоев, тогда как температура выше 240°C может привести к ухудшению качества перекрытия.
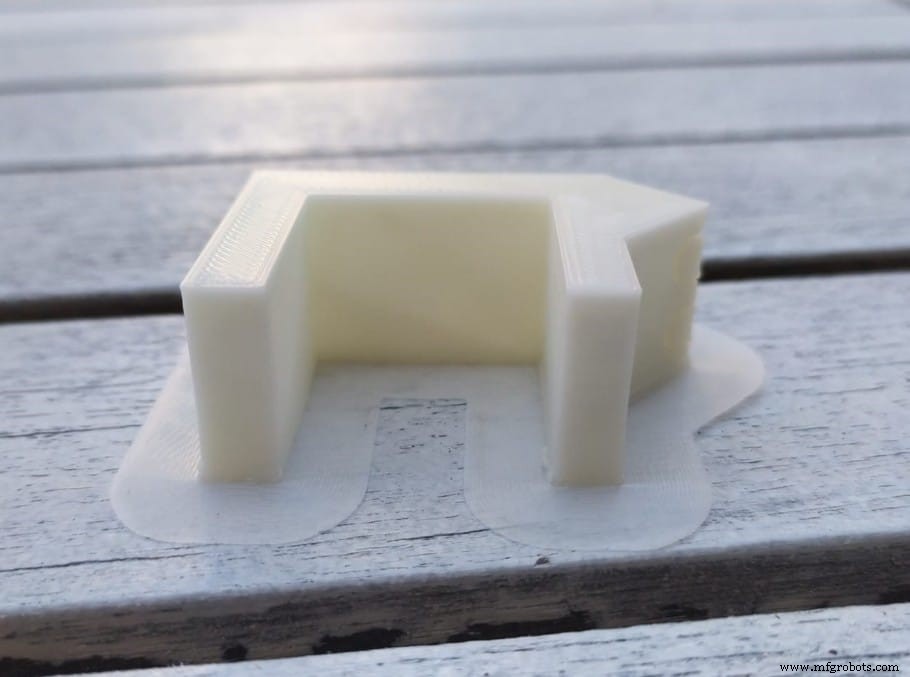
Я напечатал несколько температурных градирен, некоторые побольше, а некоторые поменьше, так как я хотел одновременно проверить адгезию к кровати, а также я напечатал разработанную мной простую направляющую для кабеля, которая крепится к моему столу.
Как я только что упомянул, лучшая температура для Ender 3, кажется, между 230°C и 240°C, особенно если есть перемычки и выступы. Что касается кабельных направляющих, я не заметил никакой разницы в качестве между разными температурами, поскольку они были простой конструкции.
Тем не менее, и это восходит к вопросу о том, что требуется корпус, поскольку я не использовал его для этих тестов, потому что я предполагаю, что у большинства из вас его нет, направляющие кабеля всегда трескались в одном и том же месте (230 ° C). трещина была шире, чем у 240 °C), что показывает, насколько важно ограждение для поддержания высокой и постоянной температуры вокруг объекта.
Примечание :Если вы хотите узнать больше о важности ограждений и о том, зачем они вам могут понадобиться, ознакомьтесь с этой статьей.
Теперь стоит отметить, что ABS можно печатать при гораздо более высоких температурах, но причина, по которой я остановился на 240 ° C, заключается в том, что трубка из PTFE не способна выдерживать температуры выше 245 ° C и может быть повреждена и выделять очень много. ядовитые пары. Поэтому не превышайте 245 °C, если только вы не замените тефлоновую трубку или не внесете какие-либо другие изменения в принтер.
- Идеальная температура печати Ender 3 ABS: от 230°C до 240°C.
Идеальная температура кровати
Если есть что-то, что вам нужно сделать правильно с ABS, так это прилипание к кровати, и установка правильной температуры кровати абсолютно необходима (также с использованием краев, но подробнее об этом чуть позже).
Было проведено исследование того, как температура слоя влияет на адгезию, и был сделан вывод; «Это исследование показывает значительное увеличение силы сцепления при печати деталей при температуре слоя немного выше температуры стеклования печатного материала».
По сути, если у вас возникли проблемы с адгезией слоя, увеличьте температуру слоя немного выше температуры стеклования нити (60 °C для PLA, 100 °C для ABS и 80 °C для PETG).
Для Ender 3 (Pro и V2) идеальная температура слоя при печати ABS составляет от 100°C до 110°C (для повышения адгезии). В некоторых случаях может потребоваться использование клея-карандаша, чтобы отпечаток не отсоединился от рабочей пластины.
Теперь без корпуса вам всегда придется иметь дело с короблением, так как ABS слишком сильно сжимается, а в некоторых случаях отпечаток может полностью отделиться от рабочего стола, даже если вы установите температуру стола на 110 ° C (опять же, подробнее о том, как предотвратить деформацию, далее в этом посте).
- Идеальная температура кровати Ender 3 ABS: от 100°C до 110°C.
Частичное охлаждение
Поскольку при охлаждении ABS сжимается больше, чем другие пластики, вероятность деформации отпечатка выше, поскольку верхние слои, не нагреваемые станиной, остывают и оказывают тянущее усилие на нижние слои, что может привести к деформации отпечатка. деформация или разделение слоев (реже).
Вот почему вы можете свести охлаждение к минимуму или отключить его не только для первых нескольких слоев, но и всегда.
В ходе тестирования я обнаружил, что выключение вентилятора для первых нескольких слоев, а затем его работа на скорости 30 % дали отличные результаты.
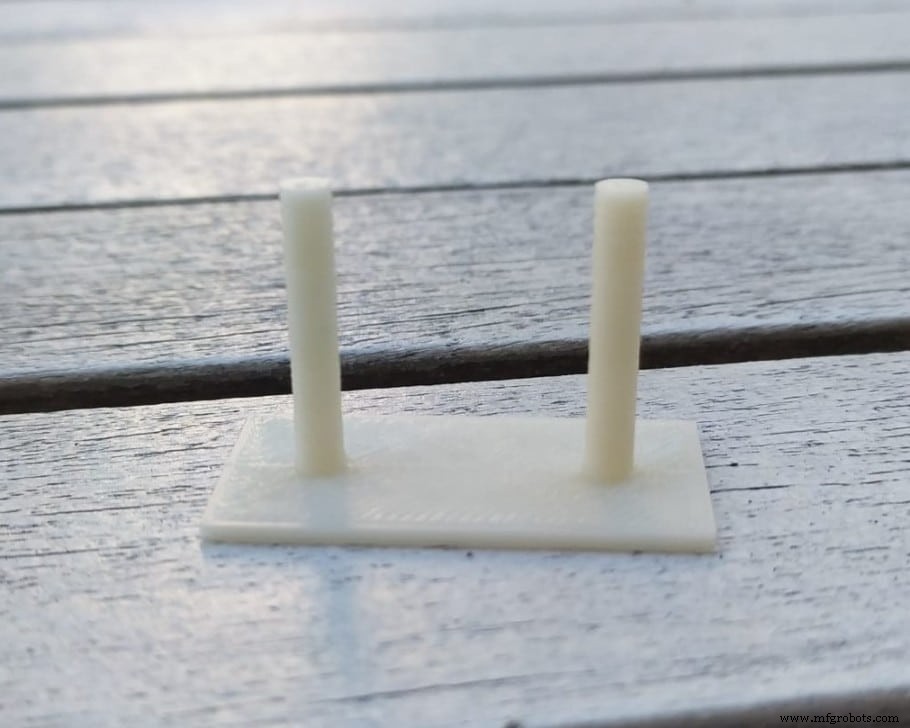
Тем не менее, перемычки могут быть проблемой с ABS, поскольку для работы требуется, чтобы пластик охлаждался как можно быстрее, а это означает, что чем выше скорость вращения вентилятора, тем лучше выходят перемычки.
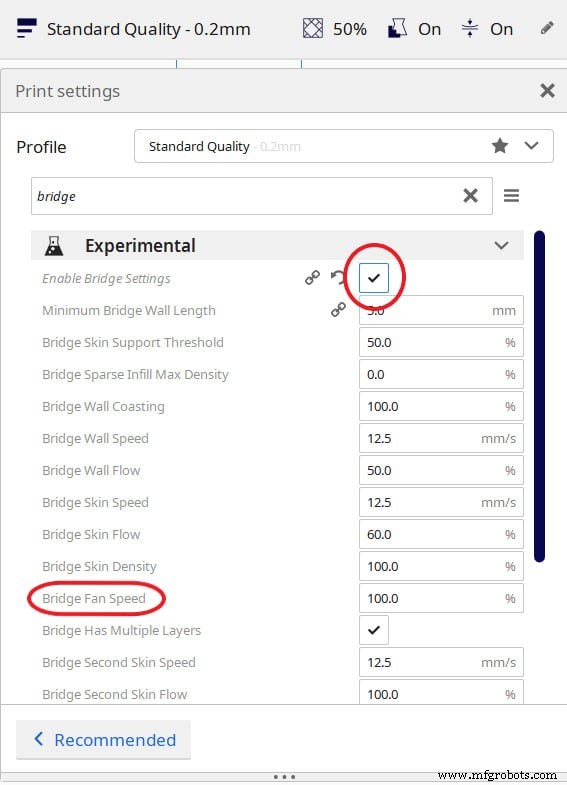
К счастью, в Cura есть экспериментальная настройка под названием «Включить охлаждение печати», где вы можете настроить «Скорость вентилятора моста», что позволяет установить вентилятор охлаждения печати на 100% только при печати мостов (чтобы найти настройку, введите «мост» в строку поиска настроек, установите флажок «Включить охлаждение печати» и прокрутите вниз до «Скорость мостового вентилятора», чтобы настроить его).
Настройки охлаждения Ideal Ender 3 ABS:
- Веер полностью отключен для первых слоев.
- Веер на 30 % или выключен для остальной части отпечатка.
- Веер на 100 % для мостов.
Настройки отзыва
Я провел тест втягивания/наложения строк и получил абсолютно отличные результаты с теми же настройками, которые я использую для PLA, которые также являются настройками по умолчанию в Cura, а именно:
- Режим расчесывания:ВКЛЮЧЕН и установлен на «Внутри заполнения» (по умолчанию «не в коже», оба варианта работают).
- Расстояние отвода:6,5 мм
- Скорость отвода:25 мм/с.
- Максимальное количество отзывов:100.
- Минимальное окно расстояния экструзии:10 мм
С этими настройками мой строковый текст получился очень чистым, нигде не было видно никаких строк.
Настройки скорости
Как и в случае с PLA, печать со скоростью от 40 мм/с до 60 мм/с идеально подходит для ABS на Ender 3 и обеспечивает великолепные отпечатки без многих артефактов, ореолов и звона. Лучший компромисс между скоростью и качеством — 50 мм/с.
Теперь, несмотря на то, что вы можете получить отличные результаты при 50 мм/с и 60 мм/с, могут быть случаи, когда вы захотите увеличить скорость до 35 или 40 мм/с, в зависимости от сложности модели и уровня детализации. Я хочу максимально избежать звона и фантомных изображений.
- Идеальный Ender 3 Настройки скорости ABS: От 40 до 60 мм/с.
Если вы не хотите проходить через все пробы и ошибки, которые мы сделали, чтобы найти идеальные настройки для создания высококачественных отпечатков на вашем Ender 3, обязательно ознакомьтесь с нашими собственными профилями Cura, созданными специально для вас. для серии принтеров Ender 3 (все они доступны всего за 7 долларов США).
Решение проблем с ABS на Ender 3
Как я упоминал ранее, ABS сжимается намного больше, чем другие термопласты, при охлаждении, и это приводит к его деформации, а иногда даже к растрескиванию вдоль линий слоев.
Это означает, что охлаждение печати необходимо учитывать больше, чем при использовании других более простых в печати нитей, таких как PLA или PETG, поэтому я настоятельно рекомендую инвестировать в корпус, поскольку это предотвратит большую часть АБС-пластика. проблемы, такие как коробление, плохая адгезия слоя (поскольку это также вызвано короблением), расслоение/растрескивание слоя и т. д.
Однако, если вы не хотите его приобретать и собираетесь печатать на Stock Ender 3, вот несколько советов, которые помогут повысить ваши шансы на успех:
Держите принтер подальше от сквозняков
Сквозняки холодного воздуха будут охлаждать отпечаток быстрее, чем это необходимо, а также неравномерно, а это означает, что пластик сожмется больше с одной стороны, чем с другой, что приведет к деформации отпечатка и, возможно, к его растрескиванию.
Если вы печатаете без кожуха, держите принтер в максимально теплой комнате и закройте все окна и двери, чтобы предотвратить сквозняки.
Примечание :АБС-пластик выделяет токсичные пары, и вам не следует находиться в одной комнате с принтером во время его работы.
Печать с помощью Brim
Так как прилипание к кровати может быть серьезной проблемой с ABS, вы должны использовать все доступные настройки слайсера, чтобы улучшить его, и использование края, вероятно, лучший способ справиться с этим.
Край — это, по сути, юбка, которая соприкасается с отпечатком и помогает приклеиваться к основанию и, в частности, короблению, поэтому всегда печатайте из АБС-пластика с краем.
Используйте клей-карандаш для лучшего сцепления
Мне удалось уберечь отпечаток от отделения от станины и даже от деформации, нанеся на поверхность оттиска немного клея-карандаша.
Клей-карандаш значительно улучшит адгезию, а также поможет удалить отпечаток после того, как платформа остынет.
Стоит отметить, что снять отпечаток, пока платформа еще горячая, будет практически невозможно из-за того, насколько прочным становится соединение с клеем, поэтому сначала дайте ему остыть до комнатной температуры, а затем удалите его.
Использование Glue Stick, безусловно, дало мне наилучшие результаты при печати ABS с точки зрения прилипания к основанию, и даже несмотря на то, что происходила небольшая деформация, это было едва заметно.
Используйте малярную ленту
Приклеивание малярной ленты к поверхности сборки также значительно помогает прилипанию к основанию. Просто следите за тем, чтобы полоски ленты наклеивались как можно аккуратнее и не оставляли зазоров между ними.
Что касается адгезии, ABS очень хорошо прилипает к ленте и вызывает меньше беспорядка по сравнению с клеем-карандашом, и его удаление также намного проще.
Однако клей-карандаш работает немного лучше, поэтому я рекомендую использовать его поверх скотча.
Растрескивание печати (разделение слоев)
Хотя единственный реальный способ решить эту проблему — печатать с использованием корпуса, чем сильнее связь между слоями, тем ниже риск расслаивания, а это означает, что использование большего сопла может предотвратить растрескивание отпечатка, поскольку оно обеспечивает гораздо больший контакт. площадь поверхности между слоями, существенно увеличивая прочность связи между ними.
Холодная среда и сквозняки еще больше увеличивают риск появления трещин на отпечатках, поэтому держите принтер в закрытом помещении с максимально возможной температурой окружающей среды.
Заключение
Главным врагом ABS является быстрое и неравномерное охлаждение, поскольку оно может привести к деформации оттиска, его отслоению от платформы и даже растрескиванию.
Печать с использованием корпуса решит все эти проблемы, а печать с использованием АБС-пластика будет легкой прогулкой, но если у вас нет корпуса, вы можете нанести немного клея или малярной ленты на поверхность сборки для улучшения адгезии и сохранить принтера в закрытом помещении вдали от сквозняков.
Повышение температуры слоя чуть выше температуры стеклования АБС (100°C) также улучшит адгезию слоя, так что поэкспериментируйте с температурой слоя. Наилучшие результаты я получил без использования клея-карандаша при 110°C.
Разница между 100°С и 110°С без клея-карандаша была весьма заметна, с ним, однако, не так заметна. Вот почему я бы рекомендовал держать кровать при температуре 100 ° C и наносить на нее немного клея, так как это, безусловно, лучшая адгезия, которую мне удалось получить.
Наконец, не забудьте опустить или полностью выключить охлаждающий вентилятор, чтобы получить лучшие результаты, просто не забудьте включить настройку, которая включает вентилятор во время печати мостов, иначе они не будут хорошо выглядеть.
Ознакомьтесь с разделом рекомендуемых продуктов

Мы создали раздел рекомендуемых продуктов, который позволит вам избавиться от догадок и сократить время, затрачиваемое на поиски того, какой принтер, нить накала или обновления приобрести, поскольку мы знаем, что это может быть очень сложной задачей и обычно приводит к путанице. .
Мы выбрали лишь несколько 3D-принтеров, которые, по нашему мнению, подходят как для начинающих, так и для продвинутых пользователей и даже для экспертов, что упрощает принятие решения, а нити, а также перечисленные обновления были протестированы нами и тщательно отобраны. , чтобы вы знали, что любой из них будет работать так, как задумано.
3D печать
- Как заменить сопло на Ender 3 (Pro и V2)!
- Поддается ли АБС-пластик вторичной переработке и биоразложению?
- Ender 3 Z Offset; Как настроить!
- Провисание оси X Ender 3; Как решить!
- Является ли PLA термостойким? ABS, ASA, PETG и многое другое!
- Обзор Ender 3 Pro:стоит ли приобретать его в 2022 году?
- Проблемы с выравниванием кровати Ender 3; Как их исправить!
- Ender 3:Как выровнять кровать и держать ее ровной!
- Обновления Ender 3 (Pro и V2); Для печати и для покупки!
- Идеальные настройки Ender 3 (Pro и V2) PETG!