


Проект Clean Sky 2 FRAMES продвигает моделирование нагрева термопластичного композитного материала AFP с ксеноновой лампой-вспышкой
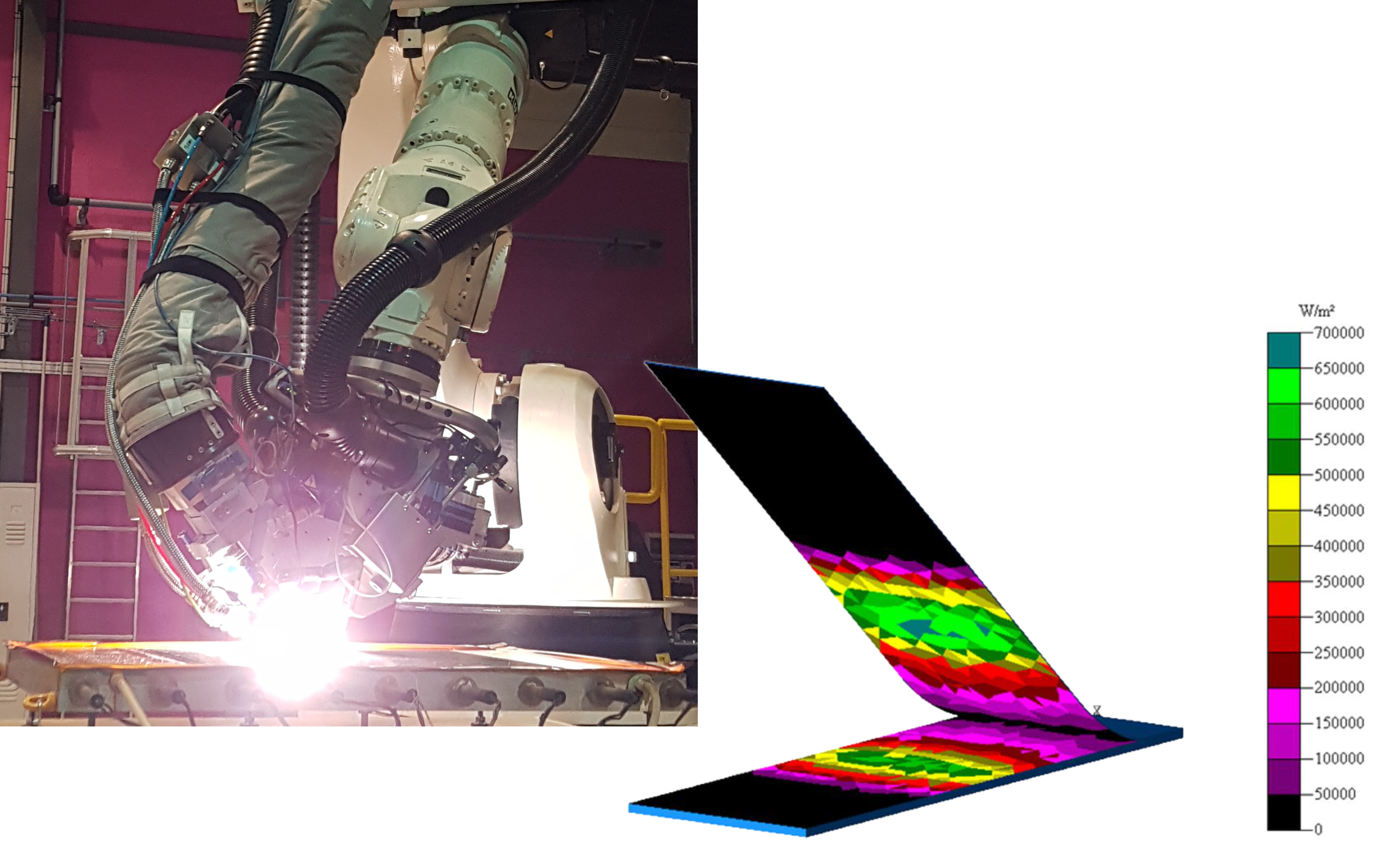 Фото предоставлено:Heraeus Noblelight и Compositadour
Фото предоставлено:Heraeus Noblelight и Compositadour
Основная цель проекта FRAMES Clean Sky 2 (CS2), который стартовал в июле 2020 года, - это проверка производственного подхода, используемого для производства Advanced Rear End Demonstrator, производимого Немецким аэрокосмическим центром (DLR) в рамках технологии CS2. платформа для большого пассажирского самолета (ББА). Этот демонстрационный образец призван предложить надежные и конкурентоспособные решения для моделирования нагрева во время автоматизированного размещения волокон (AFP) для достижения высокопроизводительного производства термопластичных элементов жесткости и самонагревающейся оснастки для поддержки совместной консолидации узла оболочки и элемента жесткости.
Дополнительную информацию о том, как FRAMES соответствует целям проекта Advanced Rear End Demonstrator, см. В последнем разделе этой статьи.
Оптическое тепловое моделирование нагрева ксеноновой лампой-вспышкой система
AFP термопластичных композитов, армированных углеродным волокном (CFRTP), в основном полагался на лазерный нагрев для достижения высоких температур, необходимых для обработки высокоэффективных термопластичных матричных материалов, таких как PEEK (полиэфирэфиркетон), PEKK (полиэфиркетонекетон) и LM-PAEK (легкоплавкий полиарилэфиркетон). Однако появилась новая технология, основанная на использовании импульсной ксеноновой лампы-вспышки. В этом методе высокоэнергетические короткие импульсы, доставляемые мощным широкополосным источником тепла, собираются и передаются кварцевым световодом. Расположенный рядом с точкой зажима головки AFP, кварцевый световод формирует и направляет световую энергию для нагрева подложки и поступающих жгутов до того, как произойдет уплотнение под уплотняющим роликом. Было показано, что эта ксеноновая лампа-вспышка соответствует быстрому времени отклика лазера и достигает температур, необходимых для обработки термопластичных композитов.
Во время обработки AFP необходимо контролировать импульс ксеноновой лампы-вспышки, чтобы учитывать изменения скорости и геометрии и поддерживать заданную температуру. Это достигается за счет изменения энергии, длительности и частоты импульса импульсной лампы. Для оптимизации этих параметров была создана опто-термическая имитационная модель, в которой используются методы оптической трассировки лучей (вычисление угла преломления / отражения на каждой поверхности) для характеристики источника лампы-вспышки, а также анализ методом конечных элементов (FEA) для прогнозирования результирующая температура обработки. Используя эти инструменты моделирования, можно избежать проб и ошибок; Параметры импульса можно выбрать для достижения желаемой температуры обработки без дорогостоящих и трудоемких физических испытаний.
Heraeus Noblelight (Кембридж, Великобритания) возглавляет разработку оптической тепловой модели, применяемой к ее системе фонарей Humm3. Процесс создания надежного моделирования включает в себя оптическую характеристику источника ксеноновой лампы-вспышки с использованием гониометрических (вращение вокруг оси) измерений и измерений спектральной освещенности (световой энергии, принимаемой поверхностью), которые затем используются для определения уровней спектральной энергии, пространственного распределения. и коэффициент полезного действия источника с электрической энергией на излучательную.
Измерение спектральной энергии
На рисунке 1 ниже показана экспериментальная установка, разработанная для определения энергии излучения ксеноновой лампы-вспышки в зависимости от длины волны с использованием измерений спектральной освещенности. В этой системе свет от ксеноновой лампы-вспышки попадает в детектор на заданном расстоянии (обычно от 0,5 до 1 метра, слева внизу). Затем этот свет транспортируется по оптическому кабелю в систему с двойным монохроматором (внизу слева внизу), которая определяет интенсивность света на определенной длине волны. В результате получается подробный график спектральной освещенности источника света - в этом случае измеряется вся кривая излучения ксеноновой световой энергии от лампы-вспышки Humm3 (рис. 2).
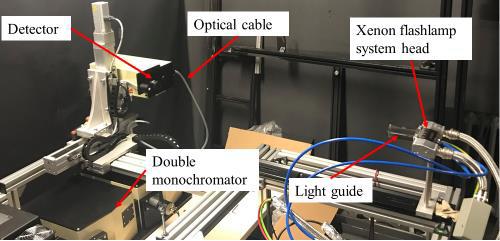
Рис. 1. Испытательная установка с двойным монохроматором, используемая для измерения спектральной освещенности. Свет от ксеноновой лампы-вспышки (вверху справа) попадает в детектор (вверху слева), который передает его по оптическому кабелю в двойной монохроматор, который измеряет интенсивность света на определенной длине волны. Это позволяет получить подробный график по всему спектру излучаемой световой энергией лампы-вспышки. Фото:Heraeus Noblelight
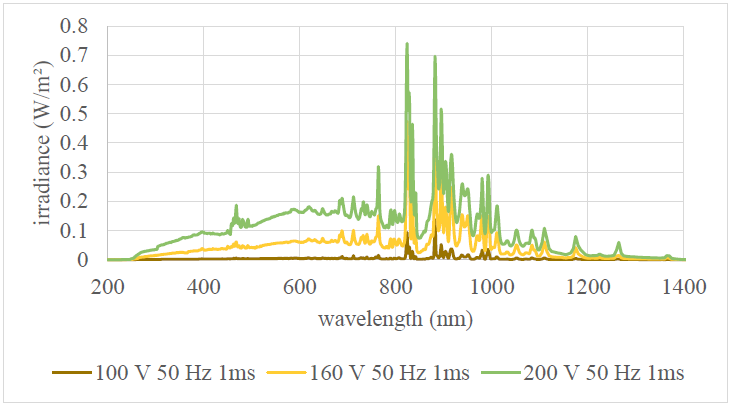
Рис. 2. Измерения спектральной освещенности света, выходящего из ксеноновой лампы-вспышки Humm3. Фото:Heraeus Noblelight
Измерение энергоэффективности
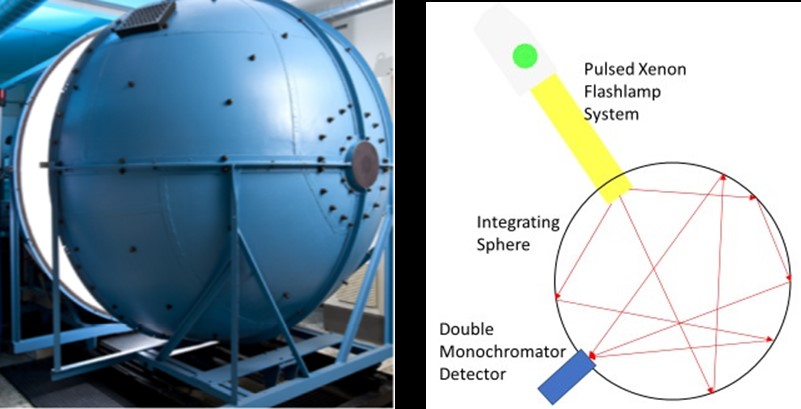
Рис. 3. Схема интегрирующей сферы, используемой для измерения спектральной мощности излучения. Фото:Heraeus Noblelight
Эффективность системы также была оценена с использованием интегрирующей сферы (рис. 3) в лаборатории Heraeus в Ханау, Германия, чтобы точно определить спектральную энергию, выходящую из световода Humm3 при различных уровнях напряжения. Сфера имеет сильно отражающую диффузную поверхность, которая направляет практически всю оптическую энергию, выходящую из головки лампы-вспышки, на детектор с двойным монохроматором. Путем модуляции энергии импульса для заданной длительности и частоты импульса средняя оптическая мощность, выходящая из головы Humm3, измеряется как функция длины волны для диапазона напряжений лампы-вспышки.
Анализ углового распределения энергии
Положение головки лампы-вспышки относительно точки зажима головки AFP также является критическим аспектом для получения высококачественной компоновки композитов. Параллельно с измерениями выходной мощности измерялось изменение силы света ксеноновой лампы-вспышки в зависимости от угла, под которым она находилась от источника. Все измерения были нормализованы для исследования углового распределения энергии, а не абсолютной выходной мощности в этой точке. Эти результаты были использованы для проверки моделирования трассировки лучей лампы-вспышки, чтобы предсказать, как энергия импульсов лампы-вспышки распределяется между подложкой, точкой зажима и падающими пучками.
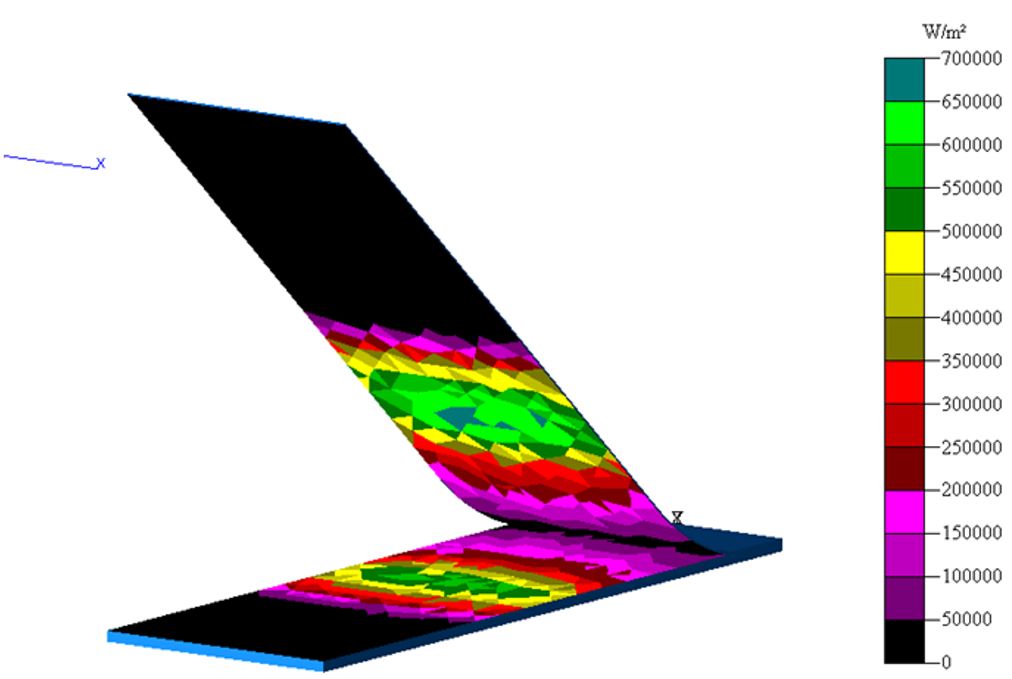
Анализ оптической трассировки лучей (рис. 4), выполненный с помощью программного обеспечения TracePro (Lambda Research Corp., Литтлтон, Массачусетс, США), затем детализируется для расчета профилей освещенности поверхности композитного жгута и подложки. Эти профили освещенности используются в качестве входных граничных условий для теплового моделирования. Оптические и термические характеристики лент LM-PAEK, армированных углеродным волокном, также были охарактеризованы для подачи в модель при соответствующих температурах обработки.
Проверка с помощью физических испытаний
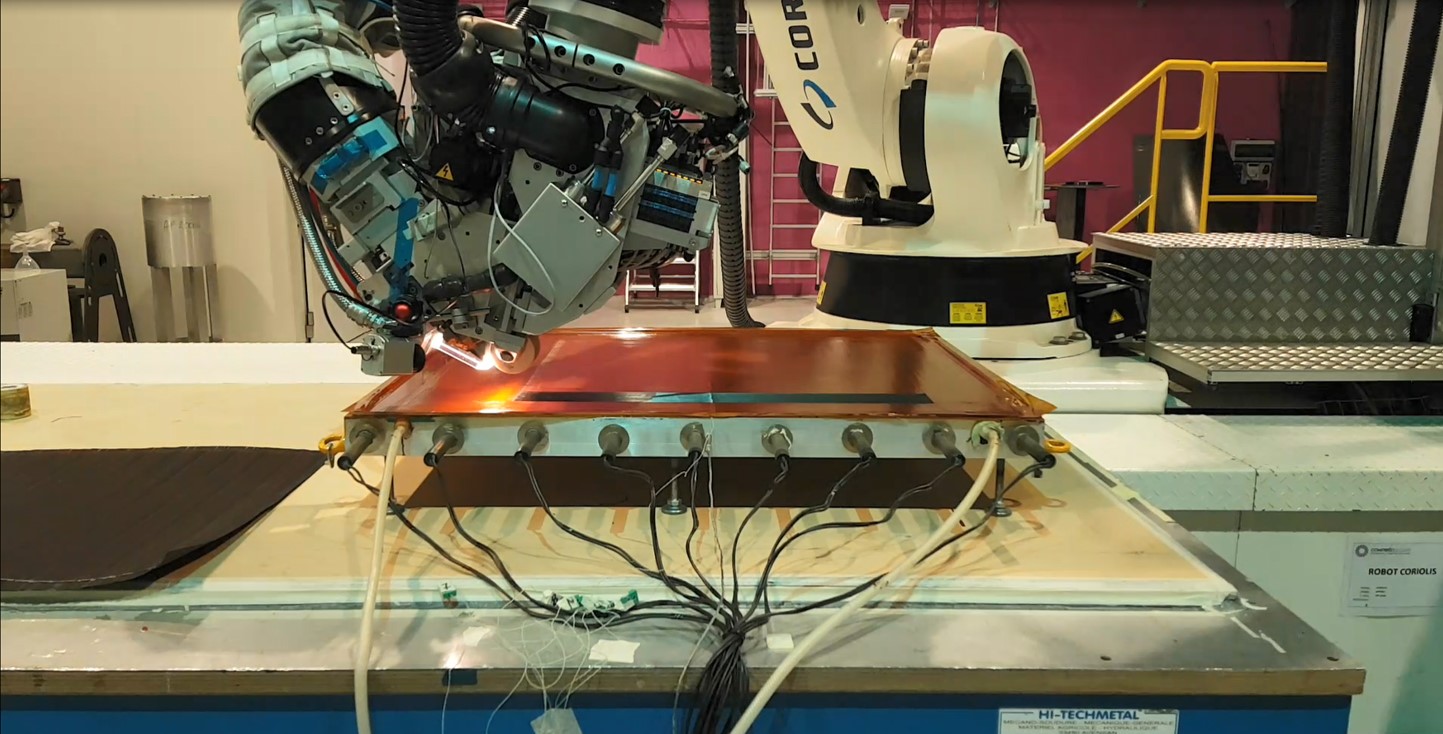
В качестве этапа проверки были проведены физические испытания AFP в Compositadour (Байон, Франция), чтобы продемонстрировать способность моделирования предсказывать значения температуры, наблюдаемые во время фактического размещения AFP. Инфракрасная термография и встроенные тонкие термопары внутри композитных слоев были использованы для измерения температуры обработки во время испытаний AFP. Измерения показывают разумное согласие с прогнозируемыми профилями температуры в области закрытия точки контакта, а также по толщине.
Эти измерения, однако, также подчеркивают влияние инструмента на управление температурой для первых нескольких слоев. В начале укладки первые несколько слоев находятся очень близко к поверхности инструмента, которая может действовать как теплоотвод. По этой причине использовался нагретый инструмент. Температура инструмента оказывает сильное влияние на температуру точки контакта AFP.
На этом начальном этапе простоя параметры импульса ксеноновой лампы-вспышки необходимо отрегулировать, чтобы поддерживать постоянную температуру точки перегиба. Но как только уложено несколько слоев, укладка начинает превращаться в своего рода изолирующий слой, и влияние температуры инструмента уменьшается. На этом этапе процесса нет необходимости в дальнейшей настройке параметров импульса.
Во время проверочных испытаний проекта FRAMES нагретый инструмент использовался для оценки различных температур обработки во время AFP, объясняет Гийом Фураж, главный инженер композитных проектов Compositadour. «Подход к производству усовершенствованного демонстратора задней части еще не заморожен, и мы оцениваем различные варианты укладки обшивки с целью найти правильный баланс между временем обработки, потреблением энергии и качеством укладки. Изменение температуры поверхности инструмента требует от нас соответствующей регулировки параметров импульса для достижения надлежащей температуры точки зажима. Это часть плана разработки оптической тепловой модели и помогает нам повысить надежность и устойчивость моделирования в различных условиях размещения ».
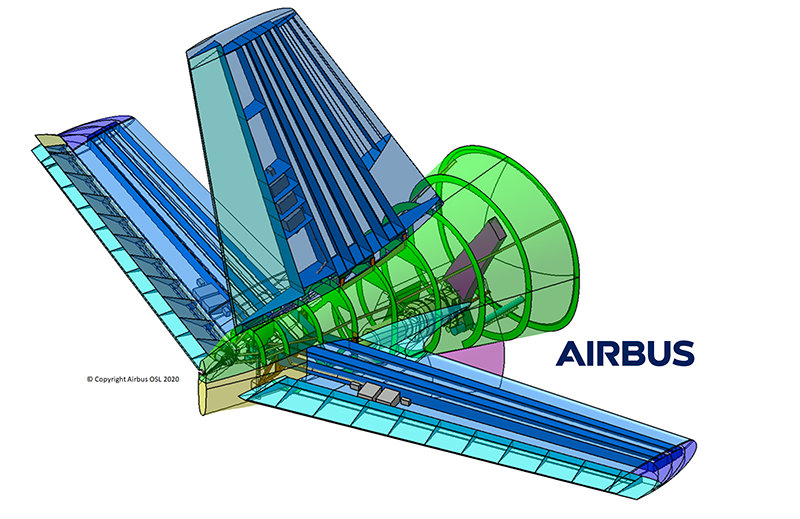
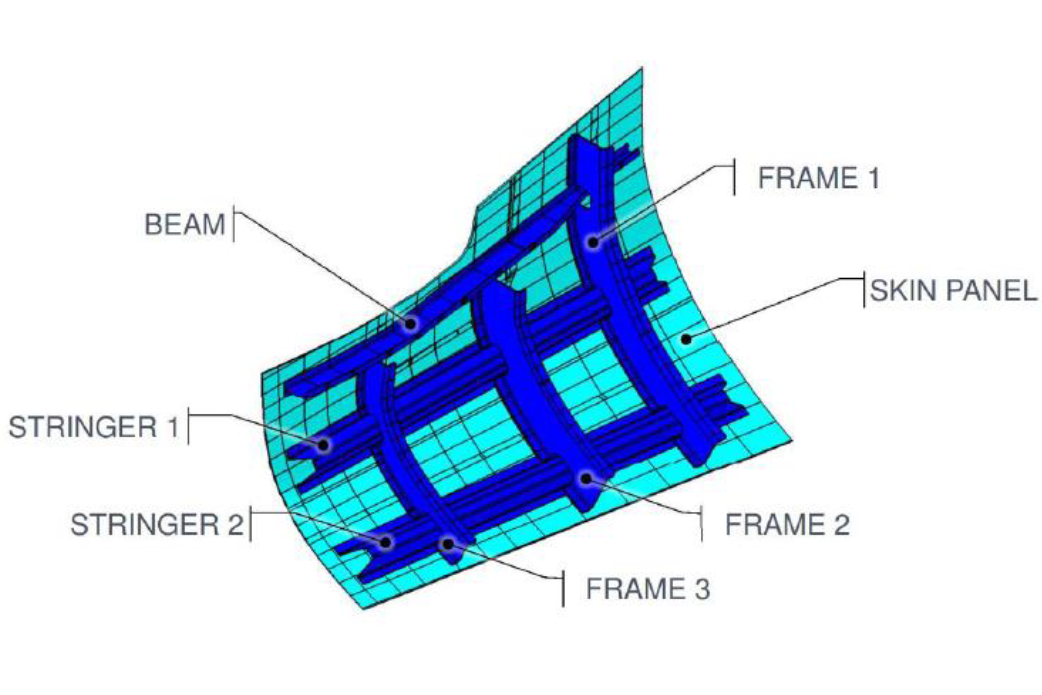
Демонстрационный образец усовершенствованной задней части (ARE) из термопластичного композита для Clean Sky 2. Автор фотографии: (вверху) Airbus, (внизу) ESTIA-Compositadour
Эта имитационная модель в настоящее время адаптируется к окончательной конфигурации системы нагрева и оснастки, которые будут использоваться для изготовления демонстратора усовершенствованной задней части (ARE) из термопластичного композита CS2. Детали будут изготовлены в 2021 году для сборки в 2022 году с целью достижения TRL 6 к концу проекта в 2023 году. Параллельно достигается уровень производственной готовности (MRL) 5/6, не только для демонстратора ARE. , но также и для связанных производственных процессов и инструментов, которые разрабатываются. Общие цели демонстрационного проекта ARE включают:снижение затрат до 20%, вес компонентов до 20% и расход топлива до 1,5%, а также улучшение аэродинамики в соответствии с экологическими целями Clean Sky.
Этот проект получил финансирование от Совместного предприятия Clean Sky 2 (JU) в рамках грантового соглашения № 886549. JU получает поддержку от исследовательской и инновационной программы Европейского Союза Horizon 2020 и других членов JU Clean Sky 2, помимо Союза.
За дополнительной информацией обращайтесь к Гийому Фуражу, [email protected]
Смола
- Переработка:армированные непрерывным волокном термопластические композиты с переработанным поликарбонато…
- Solvay увеличивает емкость термопластичного композитного материала
- Управляйте своей световой системой с помощью голоса
- Проект Clean Sky 2 FUSINBUL разрабатывает полномасштабные напорные переборки из углеродного волокна
- Clean Sky 2 публикует результаты проекта
- Strohm поставляет в Австралию катушки для перемычек из термопластичных композитных труб
- Консорциум нацелен на решения для термопластичных композитных конструкций из углеродного волокна
- Hexcel сотрудничает с Lavoisier Composites, Arkema
- Двери из термопласта впервые для автомобильных композитов
- Быстрое производство индивидуальных композитных заготовок