


Лазерная технология превращается в токарный инструмент
В этом видео показано, как работает лазерная токарная обработка. Предоставлено:GFH GmbH
В точной механической обработке лазеры не играли заметной роли, кроме маркировки и гравировки деталей, но они были добавлены к токарным станкам швейцарского типа для резки материала труб, в первую очередь для медицинских целей. Лазеры были полезны для создания небольших отверстий и создания прорезей, спиралей, винтовых форм, вдов и других сложных геометрических форм в канюлированных материалах на этих машинах.
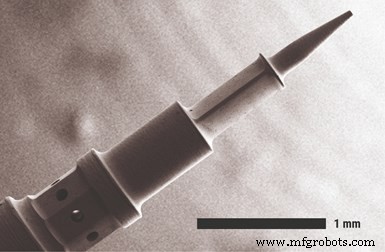
Теперь новая технология использует лазер в качестве режущего инструмента для «точения» деталей из цельного прутка. Этот процесс, разработанный немецкой компанией GFH GmbH, заменяет обычный токарный инструмент бесконтактным лазером, который испаряет материал с помощью ультракоротких лазерных импульсов, потребляя при этом меньше энергии, чем традиционные методы токарной обработки. Высокоскоростной прецизионный токарный станок GL.smart, доступный для клиентов из США через GFH в Германии, особенно удобен для микрообработки, обеспечивая высокую точность для небольших сложных деталей, которые часто являются тонкими и трудными для обработки при использовании обычных токарных процессов.
«Благодаря бесконтактному удалению материала заготовка остается свободной от силы и деформации в течение всего процесса обработки», — объясняет Флориан Ленднер, генеральный директор GFH. «Это означает, что точность не снижается даже при работе с очень тонкими и хрупкими компонентами».
Станок также разделяет луч от одного лазерного источника и подает его на две отдельные головки, поэтому он может точить, а также фрезеровать, сверлить и гравировать две детали одновременно. Конструктивно представьте двухшпиндельный вертикально-фрезерный станок с двумя поддонами, каждая станция которого способна выполнять токарную и пятиосевую обработку.
Бесконтактная обработка
Сердцем станка является твердотельный лазер с диодной накачкой, подающий импульсы в пикосекунды или фемтосекунды на заготовку. Этот метод «импульс по запросу» позволяет регулировать подвод тепла к материалу, снижая вероятность перегрева заготовки. В результате ни напряжения, ни части

Использование мощного лазера в сочетании с разделением луча позволяет проводить одновременную обработку на двух станциях. Фото предоставлено:GFH GmbH
происходит деформация. Компания заявляет, что этот процесс хорошо подходит для компонентов, изготовленных как из очень твердых, так и из хрупких материалов.
Хотя лазер с диодной накачкой является стандартным лазером для GL.smart, в зависимости от потребностей заказчика GFH может предоставить различные типы лазерных источников, различающихся по длине волны, мощности лазера или длительности импульса. С помощью этих сверхбыстрых и ультракоротких лазерных импульсов максимально возможное удаление материала осуществляется за счет черновой обработки. При чистовой обработке детали конечное качество достигается за счет меньшей энергии лазера.
Лазерный луч может быть направлен на середину детали или по касательной, в зависимости от операции. Например, если деталь имеет фиксированный диаметр, лазерный луч попадает на материал по касательной. Однако, если по всему диаметру обрабатываются только определенные области, например отверстия, лазерный луч попадает в среднюю точку материала.
Диапазон глубины материала, который лазер может обработать/удалить за один проход, зависит от материала и самого процесса токарной обработки. При тангенциальном удалении диапазон от чистовой до черновой обработки составляет от 1 микрона до 200 микрон, а при направленном в середину лазерном луче диапазон составляет от 0,1 микрона до 10 микрон (чистовая обработка до черновой обработки).
После обработки готовые детали обрабатываются и собираются либо оператором вручную из зажимной системы, либо деталями, падающими в контейнер под зоной обработки. Для удаления эродированного материала из машины GL.smart оснащен системой всасывания аэрозолей и пыли.
«Умные» возможности
По словам GFH, механические цеха, которые поставляют продукцию для медицинской и часовой промышленности, особенно выиграют от возможностей микрообработки GL.smart. Например, машина может производить микроинструменты, такие как пинцеты, микролезвия и имплантаты, а также шарниры, которые устанавливаются в часовой механизм, говорится в сообщении компании.
По словам представителей компании, лазерный токарный станок может обрабатывать практически любой материал и выполнять операции токарной обработки, сверления, резки и гравировки с высокой скоростью и точностью. Станок также предлагает комбинированную обработку

Возможности GL.smart разнообразны и варьируются от медицинских микроинструментов, таких как пинцеты и микроблейды, до шарниров, встроенных в часовой механизм.
а также параллельная обработка на двух рабочих станциях с осью C одновременно, что удваивает производительность.
Благодаря пятиосевому перемещению все операции можно выполнять за один установ. Таким образом, заготовку можно гравировать, резать, сверлить или структурировать без повторного зажима.
Шпиндели основных заготовок с пневматическим подшипником оснащены приводом крутящего момента, который можно использовать для индексации/позиционирования деталей и вращения до 3500 об/мин за 0,4 секунды. Радиальная и осевая концентричность в нанометрах позволяют производить с допусками на шлифование. Машина также оснащена цанговой системой с регулируемым усилием натяжения. Компактный корпус GL.smart размером 2212 мм (Д) × 1026 мм (Ш) × 2320 мм (В) заключен в корпус из черного стекла, обеспечивающий защиту от лазерного излучения.
Станок может иметь до 16 одновременных осей, управляемых собственной разработанной системой GL.control. Каждая рабочая станция (ось Z одинаковая для обеих рабочих станций; ось Y отдельная для каждой рабочей станции) может быть оснащена главным шпинделем (оси X и A) и поворотным блоком (X-, B- и ось С). Оставшиеся три оси помещаются в оптический блок для управления лучом.
ЧПУ контролирует точность лазера
Запрограммированное и управляемое с помощью программного обеспечения GL.control, разработанного GFH, система числового программного управления станка (ЧПУ) состоит из одного компьютера, который отвечает исключительно за программное обеспечение числового управления, и другого блока, который отвечает за операционное программное обеспечение. ЧПУ объединяет функции CAD/CAM, а также все его подсистемы. Быстрый программируемый логический контроллер (ПЛК) GL.smart предназначен для лазерной обработки и обеспечивает доступ в режиме реального времени для управления лазером, поэтому лазер можно включать с точностью до 40 нанометров при полном диапазоне перемещения осей.
Процесс создания программы CAD/CAM для резки детали включает:
- Загрузка 3D-файла в программное обеспечение машины
- Выбор всех геометрий для создания
- Создание G-кода для лазерной обработки
- Редактирование параметров материала
- Загрузка в ПЛК
- Запуск задания обработки
По словам Ленднера, настройка лазерного токарного станка для обработки нового типа детали может быть простой или несколько более сложной, в зависимости от размера исходного материала. «Если исходный материал имеет одинаковый размер, для создания нового дизайна достаточно изменить настройки программного обеспечения», — говорит он. «Если это новый тип размера сырья, оптическая установка и система зажима также должны быть изменены». Машина принимает сырье диаметром до 12 мм и длиной до 2 м.
Создание собственной машины
GFH предлагает множество надстроек и аксессуаров для GL.smart, которые помогают пользователям создавать собственные машины для своих конкретных задач. Опции включают аксессуары для автоматизации, мониторинга и контроля качества.
Лазерный токарный станок GL.smart обеспечивает<сильный> бесконтактное удаление. Это означает, что даже при работе с очень тонкими и хрупкими компонентами точность не снижается.
Из-за растущей популярности и частой необходимости автоматизации механического цеха для GL.smart доступна дополнительная система обработки заготовок с помощью шестиосевого робота и устройство подачи прутка. Внедрение этой опции также предоставляет возможности для автоматической обработки.
Другие варианты лазерного токарного станка включают вращающийся поворотный блок в качестве противошпинделя и либо короткую, либо длинную токарную конструкцию, либо и то, и другое. Настройка цанги и направляющей детали определяет, будет ли станок иметь короткую или длинную токарную конструкцию.
GFH предлагает следующее оборудование в качестве опций для GL.smart, которые легко программируются через GL.control.
Лазерный луч с низким уровнем вибрации: GL.beam включает в себя полный путь луча от лазера до технологической оптики внутри машины. Лазер устанавливается и выравнивается на гранитном основании в соответствии со спецификациями производителя для работы с низким уровнем вибрации.
Точная система зажима: Для многократного зажима деталей станок может быть оснащен прецизионной зажимной системой GL.clamp от Erowa. По запросу также доступны зажимные системы других производителей или вакуумные зажимные устройства.
Режимы мониторинга и регулировки луча: Лазерные системы могут быть расширены режимами работы GL.om3 и GL.om4. Рабочий режим 3 используется для мониторинга процесса, а рабочий режим 4 — для регулировки луча.
Система сканирования: Для точного изготовления деталей или глубокой гравировки станок может быть оснащен системой сканирования под названием GL.scan. Он направляет лазерный луч на заготовку через два гальванических зеркала.
Оптическая измерительная система: Оптическая измерительная система GL.vision облегчает позиционирование компонента под лазером, а также предлагает возможность оптических измерений с разрешением микроскопа.
Модуль фиксированной оптики: Модуль GL.optifix обеспечивает фиксированную оптику для лазерного сверления, прецизионной резки и абляции. В оптике нет движущихся компонентов, что снижает погрешность позиционирования до точности системы координат.
Модуль расстояния: Модуль GL.distance доступен для самых высоких требований к точности микросверления и прецизионной резки. Отклонения и допуски поверхности компонента могут быть записаны и исправлены перед обработкой.
ГФХ ГмбХ | gfh-gmbh.de/en/
Промышленное оборудование
- Токарный центр с ЧПУ
- Фиксированная и подвижная передняя бабка, токарная обработка на одном станке
- Непрерывное включение токарно-фрезерных станков
- Перекрывающиеся последовательности токарной обработки инструмента
- Вертикальный токарный центр для тяжелой обработки
- Двухшпиндельный многозадачный центр Quicktech TTS-42
- Новое изобретение токарной обработки с PrimeTurning
- Понимание точности и процесса технологии лазерной резки
- Лазерная резка:технологии и возможности
- Sandvik представляет новую концепцию токарной обработки