


Как использовать зондирование (отображение поверхности) в высокоскоростной обработке

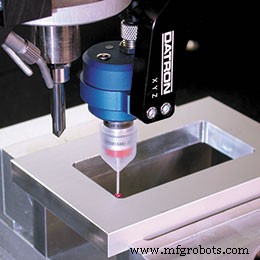
Зондирование — это одна из функций высокоскоростных фрезерных станков DATRON, за которую наши немецкие инженеры заслужили самые высокие оценки. Но многие операторы с традиционным опытом работы, использующие обычное оборудование с ЧПУ, не уверены, как использовать эту функцию в своих приложениях, и не знают об основных преимуществах картографирования поверхности и трехмерного измерения. Зонд с ЧПУ — это инструмент, который может измерять поверхность материала контактным путем. Измерения можно использовать для обеспечения одинаковой глубины фрезерования и гравировки.
В идеальном мире заготовки материалов, которые мы получаем от поставщиков, были бы идеально плоскими — отправная точка, которая помогла бы гарантировать, что наши готовые фрезерованные детали будут характеризоваться однородностью. На самом деле это просто не так. Например, два куска алюминия 6061 толщиной ½ дюйма от одного поставщика могут отличаться по фактической толщине друг от друга. Может быть даже разница в глубине от одного конца заготовки к другому или несколько пиков и впадин по всей поверхности листа. В некоторых приложениях разница в тысячные доли или микроны может не иметь значения для производителя. Но для многих производителей, производящих детали для аэрокосмической, электронной и медицинской промышленности, требуется жесткий допуск, а точность имеет решающее значение для их успеха. Таким образом, предпосылкой картирования поверхности при фрезеровании с ЧПУ является то, что обрабатывающий центр со встроенным датчиком может проводить измерения с различными интервалами или местами (настраиваемые матрицы) на поверхности заготовки материала, передавать эти данные в управляющее программное обеспечение и корректировать программу фрезерования. соответственно, чтобы поддерживать постоянную глубину резания независимо от врожденной дисперсии поверхности бланка. Все это делается динамически, еще до начала фрезерования, что помогает свести к минимуму количество отходов и сохранить однородность деталей. Но не все детали плоские, и поэтому они не начинаются с плоской заготовки, такой как листовой материал. Эти детали могут начинаться с закругленных заготовок, таких как прутки. В случае производства огнестрельного оружия оружейным компаниям часто приходится обрабатывать закругленные детали, такие как стальные стволы оружия, или изогнутые детали, такие как ствольные коробки оружия, сделанные из металлов, таких как сталь и алюминий.
Примером этого может быть гравировка серийных номеров, процесс, который регулируется ATF (Алкоголь, табак и огнестрельное оружие), потому что они требуют, чтобы серийные номера были выгравированы на определенной глубине (в настоящее время 0,003 дюйма), чтобы усложнить им задачу. для использования в преступной деятельности.
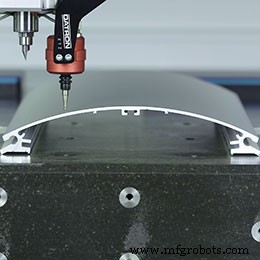
Для фрезерования или гравировки закругленных поверхностей требуется такой датчик, как Z-Correction Probe от DATRON, а во многих случаях также необходима ось вращения. Для обработки круглых заготовок или гравировки на круглых заготовках 4-я ось обеспечивает необходимую гибкость. Четвертая ось практически полностью интегрируется с ЧПУ. Четвертая ось может использоваться вместо оси X или оси Y и может динамически переключаться под управлением программы. 4-я и 5-я оси вместе обеспечивают гибкость, необходимую для самых сложных заготовок. 5-я ось используется для независимого вращения 4-й оси, каждая ось независимо и динамически управляется соответствующей программой обработки. В результате легко выполняется обработка под углом круглой детали.
Но у встроенного датчика ЧПУ есть и другие полезные применения. Возьмем, к примеру, идентификацию детали или ее местоположение. Идентификация детали — это когда датчик выполняет измерения, чтобы определить, какая заготовка была настроена, чтобы он мог автоматически запускать соответствующую программу фрезерования. Эта стратегия часто используется производителями, которые производят множество похожих, но разных деталей. Опять же, используя в качестве примера производство огнестрельного оружия, пистолеты 1911 года часто имеют одинаковый размер и форму, но бывают разных калибров — от 9 мм до 45 мм и т. д. Таким образом, если производитель использует фрезерный станок со встроенным щупом для идентификации деталей, даже если оператор станка помещает в станок не ту заготовку, станок можно запрограммировать на выполнение программы, подходящей для этой конкретной детали. Это устраняет потери, а в этой строго регулируемой отрасли это также избавляет от головной боли.
Что касается местоположения детали, то такой станок, как DATRON M8Cube со встроенным датчиком и удлинителем 3D-щупа, может исследовать особенности, уникальные для конкретной детали, чтобы определить точное положение и расположение этой детали на рабочем столе. Это включает в себя поиск центров отверстий и выступов, поиск кромок и предварительное измерение заготовок перед началом обработки. Расширение 3D-Probe позволяет Z-Correction Probe работать в трех измерениях. Интуитивно понятное программирование позволяет программам обработки подстраиваться под конкретную заготовку на станине. Изменения материала по осям X, Y и Z можно динамически компенсировать для поддержания качества и однородности деталей. Для дальнейшего контроля качества заготовки можно проверять после обработки почти так же, как на встроенной КИМ (координатно-измерительной машине). Наконец, не говорите своим конкурентам, что некоторые детали могут быть даже исследованы с целью реверс-инжиниринга.
Станок с ЧПУ
- Как использовать наш веб-сайт?
- Как поддерживается твердость быстрорежущей стали (HSS)?
- Как использовать токарный станок по дереву для начинающих?
- Как использовать поверхности для обработки сложной геометрии
- Как снизить стоимость обработки детали с ЧПУ?
- Как максимизировать рентабельность высокоточной обработки
- Нужен 5-осевой станок VMC?
- Введение в высокоскоростной горизонтальный обрабатывающий центр
- Как работает высокоскоростная линия продольной резки?
- Обработка мелких деталей