


Затяжка соединений динамометрическим инструментом
Следующие ниже рекомендации помогут вам выявить подводные камни, связанные с затяжкой болтовых соединений.
Используйте правильный инструмент: Убедитесь, что используется откалиброванный динамометрический инструмент и значение крутящего момента указано в спецификации затяжки. Имейте в виду, что некоторые инструменты для автоматической затяжки, такие как ударные гайковерты, могут привести к значительным колебаниям крутящего момента и предварительного натяга болтов. Поэтому для окончательной затяжки или проверки используйте откалиброванный динамометрический инструмент.
Укажите правильный момент затяжки: По возможности указывайте момент затяжки на основе фактических результатов испытаний, а не теоретического значения. Экспериментально определите момент затяжки, измерив удлинение болта и тензодатчики или используя датчик нагрузки, встроенный в соединение.

Рис. 1. Последовательность затяжки крест-накрест.
Укажите последовательность затяжки: Большинство соединений состоят из более чем одного болта и соединяемых поверхностей, которые не являются полностью плоскими. Последовательность затяжки болтов может иметь большое влияние на результирующие предварительные нагрузки. Для таких соединений укажите последовательность затяжки болтов. Поскольку стыковые поверхности сжимаются, затягивание одного болта рядом с другим повлияет на предварительную нагрузку, создаваемую первым затянутым болтом.
Правильная последовательность затяжки обеспечивает равномерное распределение предварительного натяга в соединении (рис. 1). Поскольку соединения, содержащие обычные прокладки, имеют сравнительно низкую жесткость на сжатие, предварительные нагрузки болтов в таких соединениях особенно чувствительны к последовательности затяжки. Исходя из опыта, если болты расположены по кругу, обычно указывается перекрестная последовательность. Для некруглых схем расположения болтов указана спиральная последовательность, начинающаяся с середины (рис. 2).
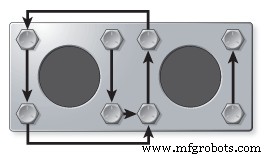
Рис. 2. Последовательность затяжки спирали.
На критических соединениях вы можете указать схему, при которой болты затягиваются более одного раза, чтобы обеспечить равномерное распределение предварительной нагрузки.
Осторожно с плоскими шайбами: Зазор между стержнем болта и отверстием под шайбу может привести к относительному боковому смещению. Он может изменить поверхность трения от гайки и шайбы к шайбе и поверхности соединения во время затяжки. Это влияет на соотношение крутящего момента и натяжения и приводит к большим колебаниям предварительной нагрузки. В некоторых ситуациях, например, чтобы закрыть пазы или уменьшить поверхностное давление под головкой болта, требуются плоские шайбы. В таких обстоятельствах убедитесь, что они имеют достаточную толщину и твердость и хорошо подходят к стержню болта.
Болты с фланцевой головкой: На относительно мягких материалах или при использовании болтов с высокой прочностью на разрыв рекомендуется использовать болты и гайки с фланцевой головкой. Такие крепежные детали уменьшают поверхностное давление под поверхностью гайки, уменьшая величину предварительного натяга, теряемого при заливке. Из-за того, что поверхности подшипников большего диаметра, требуется более высокий момент затяжки, поскольку больший крутящий момент рассеивается за счет трения.
Прокладки: Обычные прокладки неэластичны; это приводит к уменьшению предварительного натяга болта с течением времени. Это состояние обычно возникает вскоре после установки и вызывает ослабление болта. Чтобы уменьшить влияние таких проблем, повторно затяните болты по прошествии некоторого времени после первоначальной затяжки.
Встраивание: Эта пластическая деформация возникает в резьбе застежки и в соединении. Это вызвано высокими напряжениями, возникающими в процессе затяжки. Это приводит к потере растяжения болта и, как следствие, предварительного натяга. Обычно потери предварительной нагрузки из-за заливки составляют около 10 процентов. Он увеличивается с увеличением количества зажимаемых поверхностей стыка и с увеличением шероховатости этих поверхностей. Высокое поверхностное давление под головкой болта также может быть причиной чрезмерного заделывания. Это может быть связано с использованием прочных крепежных элементов в относительно мягких материалах. Закаленные шайбы или использование фланцевых крепежных элементов могут уменьшить такие эффекты.
Соблюдайте осторожность при использовании коротких болтов для соединения нескольких интерфейсов. В таких соединениях небольшое удлинение болта может быть значительно уменьшено за счет большого количества заделок, которое можно ожидать.
Эта статья предоставлена Mountz Inc., производителем динамометрических инструментов. Для получения дополнительной информации посетите www.etorque.com .
Техническое обслуживание и ремонт оборудования
- Советы по покупке дрели / шуруповерта
- Фрезерные инструменты в сочетании с станками с ЧПУ повышают надежность
- Ужесточение стандартов крутящего момента экономит Boeing большие деньги
- Настойчивость и настойчивость в руководстве
- Выбор инструментов повышения надежности
- Как запустить программу обеспечения надежности
- Уменьшите количество узких мест с помощью 5 простых инструментов
- ATI сотрудничает с 3M, чтобы представить веб-семинар об инструментах для удаления материала
- Universal Robots сотрудничает с Phillips Machine Tools India
- Автоматическая токарная обработка с коротким временем работы