


Краткое изложение навыков токарной обработки тонкостенных деталей
В процессе резания тонкая стенка легко деформируется силой резания, что приводит к появлению овала или «талии» с небольшой серединой и большими концами. Кроме того, тонкостенные втулки склонны к термической деформации из-за плохого отвода тепла при обработке, и трудно обеспечить качество обработки деталей. Детали, показанные на рисунке ниже, не только неудобны в установке и зажиме, но и сложны в обработке обрабатываемых деталей. Необходимо разработать специальный тонкостенный корпус и кожух вала.
Анализ процесса
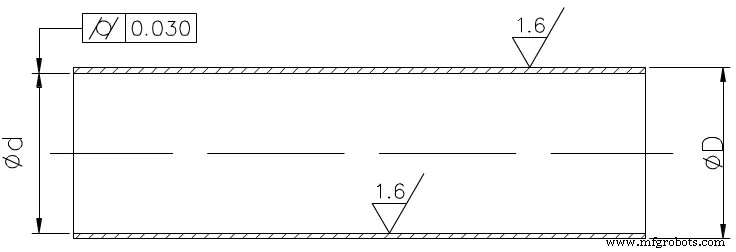
Согласно техническим требованиям, представленным на чертеже, заготовка обрабатывается бесшовной стальной трубой. Шероховатость поверхности внутреннего отверстия и внешней стенки составляет Ra1,6 мкм, что достигается точением, но цилиндричность внутреннего отверстия составляет 0,03 мм, что требуется для тонкостенных деталей выше. В массовом производстве технологический маршрут примерно таков:заготовка-термическая обработка-торец вагона-внешний круг вагона-внутреннее отверстие вагона-контроль качества.
Процесс «обработки внутренних отверстий» является ключом к контролю качества. Нам сложно вырезать внутреннее отверстие без внешнего круга и тонкостенного корпуса, чтобы гарантировать цилиндр диаметром 0,03 мм.
Ключевая технология Поворот Отверстие
Ключевой технологией токарной обработки отверстий является решение проблемы жесткости и удаления стружки инструмента для токарной обработки внутренних отверстий. Чтобы увеличить жесткость инструмента для точения внутреннего отверстия, примите следующие меры:
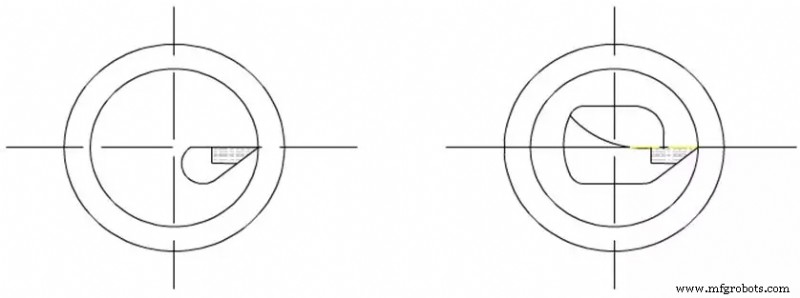
(1) Попробуйте увеличить площадь поперечного сечения держателя инструмента, обычно кончик инструмента для токарной обработки внутреннего отверстия расположен в верхней части держателя инструмента, так что площадь поперечного сечения держателя инструмента меньше, меньше чем 1/4 площади поперечного сечения отверстия, как показано на левом рисунке ниже. Если кончик токарного инструмента для внутреннего отверстия расположен на центральной линии держателя инструмента, площадь поперечного сечения держателя инструмента в отверстии может быть значительно увеличена, как показано на правом рисунке ниже.
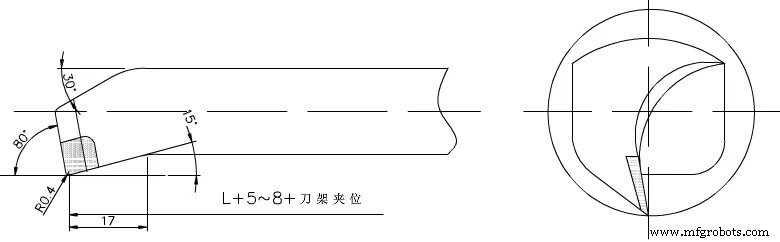
(2) Расширенная длина держателя инструмента должна составлять 5-8 мм от длины обрабатываемой заготовки, чтобы повысить жесткость держателя токарного инструмента и уменьшить вибрацию в процессе резки.
Решить проблему удаления чипа
В основном контролируйте направление оттока резки. Инструмент для чернового точения требует, чтобы стружка стекала на обрабатываемую поверхность (удаление передней стружки). По этой причине используется инструмент для токарной обработки внутреннего отверстия с положительным наклоном кромки, как показано на рисунке ниже.
При чистовой токарной обработке необходимо, чтобы стружка стекала к центру, чтобы наклонить стружку вперед (удаление стружки из центра отверстия), поэтому при заточке инструмента обратите внимание на направление заточки режущей кромки и метод удаления стружки. наклон дуги вперед, как показано на рисунке ниже, для тонкой токарной обработки. В ножевом сплаве используется YA6, текущий тип M, который имеет лучшую прочность на изгиб, износостойкость, ударную вязкость, а также устойчивость к стали и температуре.
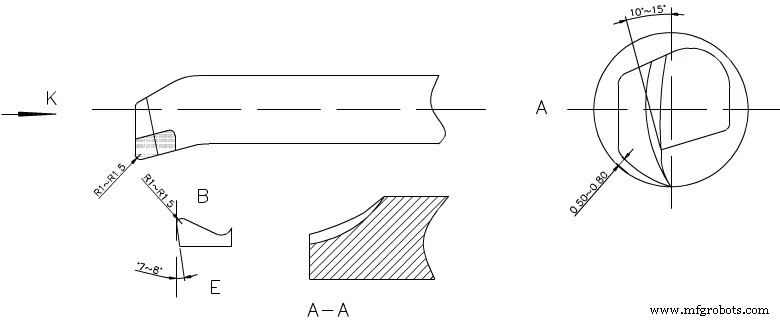
При заточке передний угол округляется до дугообразного угла в 10-15°, а задний угол составляет 0,5-0,8 мм от стенки в соответствии с дугой обработки (нижняя линия инструмента в радианах), а угол режущей кромки c составляет §0,5-1. Зачистной элемент в точке В кромки стружки R1-1,5, вспомогательный задний угол шлифуется до 7-8°, а точка АА внутренней кромки Е шлифуется в круг для удаления стружки.
Обработка Методы
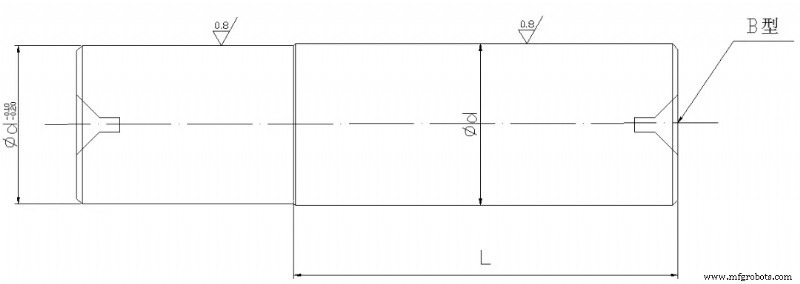
(1) Перед обработкой необходимо изготовить защиту вала. Основное назначение кожуха вала - закрыть внутреннее отверстие тонкостенной втулки автомобиля оригинальным размером и зафиксировать его передним и задним центрами для обработки наружного круга без деформации, а также для сохранения качества и точность внешнего круга. Поэтому обработка кожуха вала является ключевым звеном в процессе обработки тонкостенного кожуха.
Круглая сталь с углеродистой структурой 45﹟используется для обработки заготовки защиты вала; торец автомобиля, два B-образных центральных отверстия открыты, внешний круг шероховатый, а поля 1 мм. После термической обработки, отпуска и формовки, а затем чистовой токарной обработки с запасом 0,2 мм для шлифовки. Повторно нагрейте поверхность разбитого огня до твердости HRC50, а затем отшлифуйте ее цилиндрической шлифовальной машиной, как показано на рисунке ниже. Точность соответствует требованиям и будет использована после завершения.
(2) Чтобы завершить обработку заготовки за один раз, заготовка сохраняет положение зажима и режущую кромку.
(3) Во-первых, термическая обработка заготовок, закалка и отпуск, твердость составляет HRC28-30 (твердость диапазона обработки).
(4) Токарный инструмент использует C620. Сначала вставьте передний центр в конус шпинделя и закрепите его. Во избежание деформации заготовки при зажиме тонкостенной втулки добавлена толстая разомкнутая втулка, как показано на рисунке ниже.
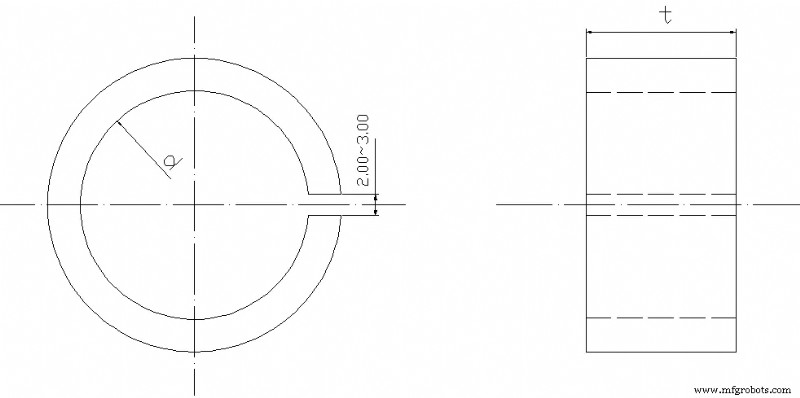
Для поддержания массового производства внешний конец тонкостенного корпуса обрабатывается до одинакового размера d, линейка t является осевым положением зажима, а тонкостенный корпус сжимается для улучшения качества внутреннего отверстия. автомобиля и сохранить размер. Учитывая, что при резке выделяется тепло, размер расширения заготовки трудно понять. Необходимо залить достаточное количество смазочно-охлаждающей жидкости, чтобы уменьшить термическую деформацию заготовки.
(5) Плотно зажмите заготовку с помощью автоматического центрирующего трехкулачкового патрона, поверните торец и грубо поверните внутреннюю окружность.
Оставьте запас 0,1–0,2 мм для чистовой токарной обработки и замените его инструментом для чистовой токарной обработки, чтобы обработать режущую кромку до тех пор, пока вал защитного кожуха не будет соответствовать требованиям чрезмерной посадки и шероховатости. Снимите токарный инструмент с внутренним отверстием, вставьте вал защитного кожуха в передний центр, используйте центр задней бабки для зажима в соответствии с требованиями к длине, замените внешний токарный инструмент, чтобы сделать внешний круг шероховатым, а затем завершите токарную обработку в соответствии с требованиями чертежа. После прохождения осмотра отрезным ножом отрежьте длину в соответствии с требуемым размером. Чтобы рез был ровным при отсоединении заготовки, режущая кромка должна быть заточена, чтобы торец заготовки был гладким; небольшая часть защитного вала должна быть отшлифована, чтобы уменьшить зазор, оставшийся после резки, а защитный вал должен уменьшить деформацию заготовки, предотвратить вибрацию и при резке причину падения и ушибов.
Заключение
Вышеупомянутый метод обработки тонкостенных корпусов решает проблему деформации или возникновения погрешностей размеров и формы, не отвечающих требованиям. Практика показала, что эффективность обработки высока, прост в эксплуатации и подходит для обработки длинных тонкостенных деталей, а размер удобен для восприятия. Одноразовое завершение, массовое производство также более практично.
Производственный процесс
- DARVA - Помощник по мероприятиям
- Я на тренировке
- Оптимизация стойкости инструмента:влияние углов в плане на токарные операции
- Преодоление трудностей крутого поворота
- Улучшение тонкостенных деталей, изготовленных с помощью токарной обработки с ЧПУ
- В чем преимущество токарного шпинделя
- Фрезерование и токарная обработка вместе создают преимущества для повышения производительности
- Токарный инструмент для любой работы
- Токарный центр и соответствующая обработка
- Токарный центр и технология станков