


Литье алюминия:сравнение методов
<сильный> 
Алюминий можно формовать с помощью самых разных процессов, в том числе:
- Кастинг
- Выдавливание
- Ковка
- Прокат
Для любого типа металла литье возможно, является наиболее универсальным из всех формовочных процессов и приводит к наибольшему разнообразию деталей. На самом деле, по оценкам Министерства энергетики США, более 90 % всех промышленных товаров содержат изделия из металлического литья.
Те же методы литья, что и для других металлов, могут быть применены к алюминию, но одними из самых популярных методов, используемых с алюминием, являются литье в постоянную форму. , литье в зеленый песок и литье под давлением .
Постоянное литье в форму
Постоянное литье в форму предполагает создание многоразовой формы из металла с высокой температурой плавления. Если отливается алюминий, форма часто изготавливается из серого чугуна или стали. Две половины формы соединяются и затем предварительно нагреваются. Расплавленный металл заливают из ковша, чтобы заполнить форму, и дают ему застыть до тех пор, пока он не затвердеет достаточно, чтобы удалить отливку. В большинстве случаев отливку убирают для охлаждения, как только она затвердевает; в противном случае негибкая форма может вызвать образование дефектов по мере охлаждения и сжатия отливки. После удаления отливки процесс можно сразу же повторить.
Преимущества постоянного литья в формы:
- Поскольку пресс-форму можно использовать повторно, первоначальные затраты на оснастку можно легко окупить за счет больших тиражей.
- Высокая точность размеров может быть достигнута, если используется точно обработанная пресс-форма.
- Повторяемость высокая, и между отливками требуется небольшая подготовка.
Недостатки литья в постоянные формы:
- «Постоянные» пресс-формы не служат вечно, и их может потребоваться заменить в середине большого тиража.
- Негибкие формы могут привести к дефектам, если отливки не удаляются быстро.
- Стоимость инструментов относительно высока по сравнению с литьем в сырую смесь.
Отливка из зеленого песка
Отливка из зеленого песка это распространенная форма литья в песчаные формы, при которой для формирования формы используется влажный, связанный глиной песок. Сначала вокруг шаблона набивают песок, чтобы сформировать полость формы. Затем шаблон удаляется, а полость формы помещается в скобу и соединяется с другой ее половиной, аналогично литью в постоянную форму. Далее в полость заливают расплавленный металл. После того, как отливка затвердеет, форму разбивают, чтобы извлечь отливку. Затем отливка завершается путем шлифовки ненужных элементов, таких как выступы и стояки. Многие предприятия могут регенерировать большой процент песка, используемого при литье в сырую песчаную форму.
Преимущества литья в зеленый песок:
- Практически любая деталь может быть отлита из песчаника самых разных размеров и веса.
- Стоимость инструментов и материалов очень низкая
Недостатки литья в зеленый песок:
- Поверхность не такая гладкая, как при других методах литья.
- Точность размеров также ниже, чем у других методов литья.
Литье под давлением
Литье под давлением похож на литье в постоянные формы тем, что в нем используются многоразовые металлические формы, а не одноразовые формы на основе песка. Однако при литье под давлением расплавленный металл часто впрыскивается в форму под высоким давлением. Высокое давление приводит к большей детализации и более тонкой обработке поверхности по сравнению с другими методами литья, но долговечность литья под давлением может быть поставлена под угрозу из-за захваченных воздушных карманов. Хотя литье под давлением предпочтительнее для больших тиражей мелких деталей, сложность литья под давлением ограничена. Конфигурация устройства для литья под давлением ограничивает количество вставляемых стержней.
Преимущества литья под давлением:
- Детали могут быть отлиты с большей детализацией и превосходным качеством поверхности
- Матрицы, часто изготавливаемые из высококачественной инструментальной стали, служат дольше, чем другие пресс-формы.
Недостатки литья под давлением:
- Первоначальные затраты на инструменты очень высоки
- Сложность ограничена, особенно для продуктов с полыми секциями.
- Общая прочность может снижаться из-за пористости и других дефектов.
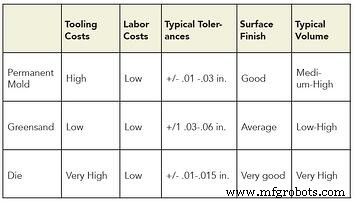
Сравнение методов литья алюминия
 <час>
<час> Этот пост взят из нашей электронной книги Производство с использованием алюминия:история, методы формовки и передовой опыт . Нажмите ниже, чтобы загрузить электронную книгу бесплатно.
Производственный процесс
- Что такое литье в одноразовые формы?
- Что такое постоянное литье в пресс-форму?
- Четыре основных подхода к отливке в постоянные формы
- Различные методы изготовления алюминиевых деталей
- Что такое литье по выплавляемым моделям?
- Как улучшить качество поверхности алюминиевого литья в песчаные формы?
- Алюминиевые формы через три недели или меньше
- 5 методов литья алюминия
- Допуски на алюминиевое литье для аэрокосмической промышленности
- Что такое литье по выплавляемым моделям?