


Раскрытие тайны литья под давлением:комплексное руководство по производству пластиковых деталей
Понимание литья под давлением
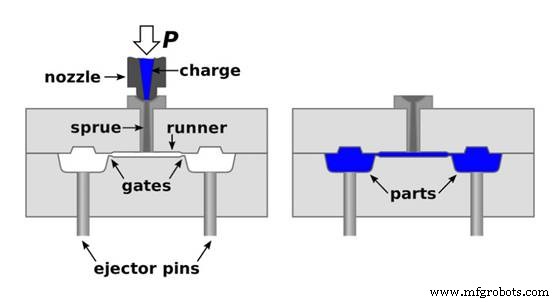
Литье под давлением — это прецизионная технология производства, при которой изготавливаются высококачественные пластиковые детали путем нагнетания расплавленного полимера в изготовленную по индивидуальному заказу форму. Смола нагревается значительно выше точки плавления, затем впрыскивается под высоким давлением, позволяя ей заполнить каждую деталь полости, прежде чем охладиться и затвердеть до окончательной геометрии.
Принципы работы
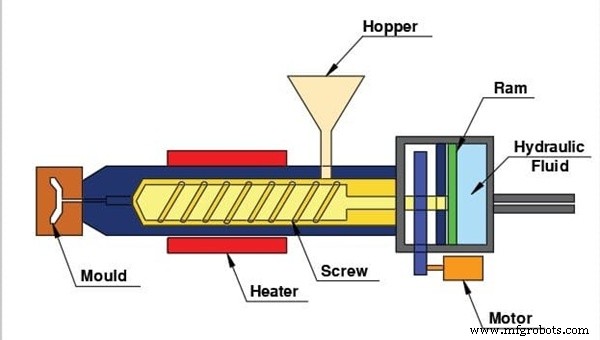
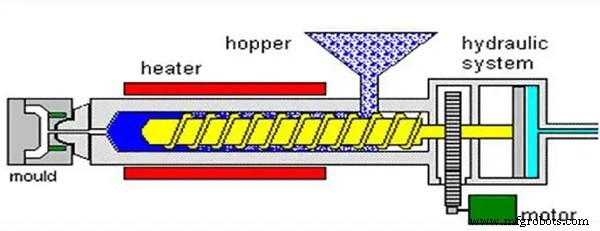
Процесс напоминает работу шприца:сырые гранулы подаются в бункер, нагреваются в бочке до тех пор, пока они не разжижаются, а затем гидравлический шнек нагнетает расплавленный пластик в закрытую форму. Впрыск происходит при давлении 100–150 МПа, обеспечивая полное заполнение полости до того, как деталь начнет остывать.
Как только форма откроется, выталкиватели удалят затвердевшую деталь. Цикл повторяется в течение нескольких секунд, позволяя производить тысячи единиц продукции в минуту.
1. Проектирование и создание пресс-форм
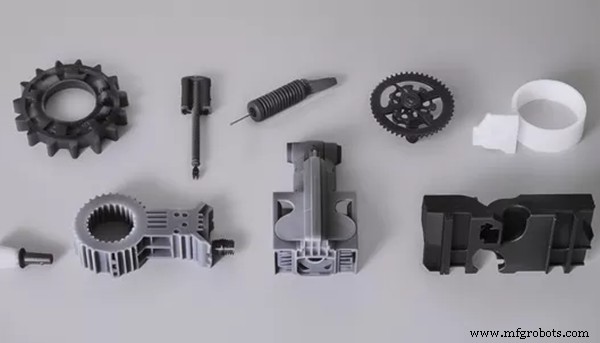
Форма является краеугольным камнем процесса. Он определяет форму, размер и конструктивные особенности детали. Обработка на станке с ЧПУ или усовершенствованная 3D-печать обычно используются для достижения точной геометрии, углов уклона и критических размеров, необходимых для надежного выброса и охлаждения.
Пресс-формы обычно изготавливаются из алюминия или стали и состоят из компонентов сердечника и полостей, литников, желобов, литников и эжекторных систем. Правильный выбор материала и точность обработки необходимы для долговечности и повторяемости.
2. Выбор материала
Выбор правильного полимера имеет решающее значение. Учитывайте механическую прочность, гибкость, химическую стойкость и температурную устойчивость в соответствии с предполагаемым использованием детали. Обычно используемые термопласты включают АБС-пластик, полипропилен и нейлон, каждый из которых обладает различными эксплуатационными характеристиками.
3. Настройка машины
Перед началом производства операторы устанавливают параметры температуры, давления и времени цикла. Они также выравнивают форму, загружают пластик и проводят пробную инъекцию, чтобы проверить целостность системы и качество детали.
4. Цикл литья под давлением
В ходе цикла расплавленный пластик заполняет полость, принимает форму по контурам формы и начинает затвердевать. Время охлаждения зависит от материала, толщины стенок и размера детали; внутренние каналы охлаждения помогают поддерживать равномерную температуру и уменьшают количество дефектов.
5. Выброс деталей
После достаточного охлаждения форма открывается, и выталкивающие штифты или пластины автоматически освобождают деталь. Этот автоматический выброс предотвращает повреждение и ускоряет производительность.
6. Проверка и постобработка
После извлечения группы контроля качества проводят визуальный осмотр, проверку размеров и механические испытания, чтобы гарантировать соответствие спецификациям. В зависимости от применения детали могут подвергаться чистовой обработке поверхности, механической обработке или сборке.
Основные соображения по дизайну
Успешное литье под давлением зависит от продуманного дизайна. Ниже приведены ключевые факторы, которые следует учитывать.
Допуски
Типичные допуски составляют ±0,005 дюйма. Достижение более жестких допусков увеличивает стоимость, и при проектировании необходимо учитывать степень усадки каждого полимера, чтобы избежать смещения размеров.
Толщина стенки
Равномерная толщина стенок уменьшает деформацию и следы от раковин. Стремитесь к отклонениям не более 0,04–0,15 дюйма с поправкой на размер детали и материал.
Основная геометрия
Спроектируйте сердцевину так, чтобы обеспечить равномерный поток материала и эффективное охлаждение. Избегайте острых внутренних углов, которые создают концентрацию напряжений и ослабляют деталь.
Угол уклона
Применяйте уклон в 1–2 градуса (или более для глубоких элементов), чтобы облегчить извлечение без повреждения детали.
Подрезы
Сведите к минимуму или устраните подрезы, если они не служат функциональному назначению, поскольку они усложняют конструкцию пресс-формы и увеличивают стоимость.
Ворота
Размер и расположение ворот влияют на поток, время цикла и качество поверхности. Прецизионные детали выигрывают от небольших, стратегически расположенных литников.
Ребрышки
Ребра усиливают прочность, сохраняя при этом постоянную толщину стенок. Толщина ребер должна составлять 40–60 % от толщины окружающей стены, чтобы не было вмятин.
Выталкиватели
Расположите выталкивающие штифты так, чтобы избежать видимых следов или деформации. Адекватная тяга может вообще исключить необходимость в штифтах.
Типы процессов литья под давлением
Литье под давлением включает в себя несколько специализированных методов.
Вставка молдинга
Интегрирует готовые компоненты, такие как металлические вставки или резьбовые элементы, непосредственно в пластиковую деталь, создавая прочную конструкцию из нескольких материалов.
Выдувное формование
Идеально подходит для полых предметов, таких как бутылки. Нагретый пластик обдувается стенками формы, образуя легкий и прочный контейнер.
Наложение
Накладывает более мягкий полимер на жесткую подложку, что часто используется для улучшения сцепления или создания компонентов из двух материалов.
Литье под давлением жидкости (жидкая силиконовая резина)
Компания использует термореактивные полимеры для производства гибких, термостойких деталей, таких как медицинские уплотнения и прокладки.
Часто используемые полимерные смолы
Ниже приведен краткий обзор наиболее часто используемых термопластов.

АБС (акрилонитрил-бутадиен-стирол)
Обеспечивает прочность, ударопрочность и гладкую поверхность. Широко используется в автомобилестроении, электронике и потребительских товарах.
Нейлон (полиамид)
Высокая прочность, износостойкость и температурная стабильность делают нейлон идеальным для изготовления шестерен, подшипников и сложных механических деталей.
Поликарбонат (ПК)
Прозрачная ударопрочная смола, подходящая для оптических корпусов и электрических корпусов; подвержен царапинам, но термически стабилен.
ПММА (акрил)
Прозрачный, легкий и легко поддающийся формованию, но менее ударопрочный, чем поликарбонат.
Полипропилен (ПП)
Легкий, химически стойкий и экономичный — обычно используется в упаковке и автомобильных компонентах.
Полиэтилен (ПЭ)
Универсальный, прочный и гибкий вариант с вариантами из полиэтилена высокой плотности, обеспечивающими дополнительную прочность контейнеров и труб.
Добавки
Усилители, такие как ПТФЭ, углеродное волокно, кевлар, тальк, глина и стеклянные волокна, смешиваются с базовым полимером для улучшения смазывающей способности, прочности, ударопрочности или стабильности размеров.
Плюсы и минусы
Преимущества
- Высокая эффективность :Быстрые циклы обеспечивают массовое производство с минимальным временем простоя.
- Точность :Возможность обработки сложной геометрии с жесткими допусками.
- Маленькие отходы :Излишки материала можно перерабатывать между запусками.
- Универсальность :поддерживает термопласты, реактопласты и специальные полимеры.
- Экономичность при масштабировании :Высокая первоначальная стоимость оснастки компенсируется низкими затратами на единицу продукции в больших объемах.
- Автоматизация :машины могут работать с минимальным вмешательством человека, что повышает согласованность.
Ограничения
- Высокая первоначальная стоимость :Создание пресс-форм и инвестиции в оборудование имеют большое значение.
- Жесткость конструкции :Изменения в форме требуют больших затрат и времени.
- Срок выполнения :Изготовление индивидуальных форм может занять от нескольких недель до месяцев.
- Усадка и деформация :Правильный выбор материала и конструкция смягчают, но не устраняют эти проблемы.
- Экологические проблемы :Пластиковые отходы и материалы, не подлежащие вторичной переработке, создают проблемы устойчивого развития.

Советы экспертов для достижения успеха
Выберите правильный материал
Подбирайте свойства полимера — прочность, гибкость, температурную устойчивость — в соответствии с функциональными требованиями детали и воздействием окружающей среды.
План массового производства
Литье под давлением выгодно при больших объемах. Мелкосерийные работы могут быть более экономичными при обработке на станке с ЧПУ или 3D-печати.
Оптимизация толщины стенок
Постоянная минимальная толщина стенок сокращает расход материала и время охлаждения, но при этом должна соответствовать требованиям прочности.
Уменьшить подрезы
Упростите геометрию, чтобы облегчить извлечение и снизить стоимость формы.
Точная настройка конструкции ворот
Правильный размер и размещение ворот предотвращают такие дефекты, как неравномерное заполнение или раковины. Для более крупных деталей может потребоваться несколько затворов.
Улучшение охлаждения и вентиляции
Хорошо спроектированные каналы охлаждения и системы вентиляции способствуют равномерному затвердеванию и устранению газовой пористости.
Общие приложения
Автомобилестроение
Легкие компоненты — топливные баки, бамперы, дверные панели — повышают топливную экономичность и безопасность.
Медицинские
Биосовместимые, стерилизуемые детали, такие как трубки для внутривенного вливания, перчатки и одноразовые наборы, выигрывают от точности и экономической эффективности литья под давлением.
Упаковка продуктов питания и напитков
Пластиковые бутылки, пакеты и пакетики заменяют стекло и металл, обеспечивая химическую стойкость и меньший вес.
Аэрокосмическая отрасль
Высокоэффективные полимеры, такие как PEEK, позволяют создавать легкие и устойчивые к коррозии структурные и внутренние компоненты.
Электроника и электрика
Изоляционные корпуса, кабельные наконечники и защитные кожухи изготовлены из литого пластика, что обеспечивает безопасность и надежность.
Когда использовать литье под давлением
Идеально подходит для крупносерийных, повторяемых деталей, требующих жестких допусков. Избегайте прототипов небольшого объема или конструкций, которые часто меняются:альтернативные процессы, такие как 3D-печать или обработка на станке с ЧПУ, могут оказаться более подходящими.
Бонус 1:Обзор оборудования для литья под давлением
Машины различаются — гидравлические, электрические или гибридные, но все они имеют общие основные компоненты:
- Зажимной блок :Защищает форму во время инъекции.
- Инъекционный блок :плавит и впрыскивает смолу через шнек и цилиндр.
- Плесень :точный инструмент, формирующий деталь.
- Система управления :регулирует температуру, давление и поток.
- Система охлаждения :Ускоряет затвердевание.
- Система выброса :удаляет готовые детали.

Бонус 2:распространенные дефекты и их устранение
- Деформация :решается за счет равномерного охлаждения и сбалансированного потока материала.
- Знаки раковины :Минимизируется за счет постоянной толщины стенок и достаточного охлаждения.
- Flash :Контролируется посредством правильного размера ворот и управления давлением.
- Короткие снимки :можно избежать, обеспечив достаточное давление впрыска и заполнение формы.
- Следы ожогов :уменьшено за счет оптимизации настроек температуры и воздушного потока.
Бонус 3:стратегии снижения затрат
- Сохраняйте одинаковую толщину стенок, чтобы сократить сложность материала и инструментов.
- Экономия за счет масштаба за счет массового производства.
- Планируйте регулярное техническое обслуживание, чтобы продлить срок службы инструмента.
- Используйте переработанные или экономичные смолы, если это позволяет производительность.
Литье под давлением остается отраслевым стандартом производства высокоточных и экономичных пластиковых деталей в различных отраслях. Придерживаясь правильных принципов проектирования и контроля процессов, производители могут максимизировать производительность, минимизировать отходы и поставлять надежные компоненты в больших масштабах.
Промышленные технологии
- FEMA обеспечивает дополнительные наборы тестов на COVID-19 без использования Закона об оборонном производстве
- Как найти неисправности в кабелях? Неисправности кабеля, типы и причины
- Выбор между алюминиевыми сплавами ADC12 и A380:экспертные заключения для успеха литья под давлением
- Высококачественные металлы для мелкосерийного производства
- Что такое квантовое превосходство? И почему это так важно?
- 4 метода контроля и 3 решения для обработки на станках с ЧПУ
- Правила проектирования печатных плат для улучшения ЭМС
- Многоразовые респираторы и PAPR в медицинских учреждениях
- 5 ключевых компонентов системы управления активами
- Разница между производством, изготовлением и обработкой