


Оптимизация схемы литья в песчаные формы
Клиент почти никогда не видит самую важную часть литья в песчаные формы, потому что это шаблон. Узор — это то, что образует полость в песке, которая впоследствии заполняется расплавленным металлом. Получите правильный дизайн шаблона, и процесс литья в песчаные формы будет производить качественные детали, требующие минимальной механической обработки. Сделаете это неправильно, и вам вечно придется бороться с дефектами литья, плохим выходом продукции и жалобами клиентов.
Проделывать дыру в песке
В отличие от литья под давлением, для которого нужны прецизионные формы, изготовленные из массивных кусков стали, для литья в песчаные формы не требуется ничего, кроме песка, двух ящиков и деревянного шаблона. Это делает этот процесс экономичным для небольших и средних заказов.
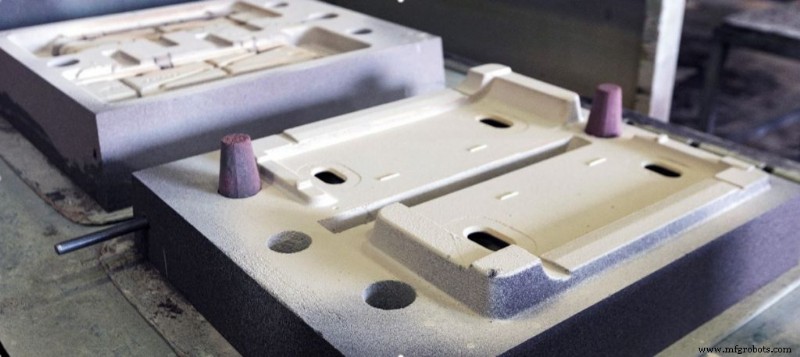
Шаблон номинально имеет тот же размер и форму, что и готовая деталь, с корректировками, чтобы приспособиться к процессу литья в песчаные формы и свойствам заливаемого металла. Кроме того, должны быть включены литники, направляющие, ворота и подступенки. Это проходы, по которым металл стекает в образовавшуюся в песке полость по рисунку.
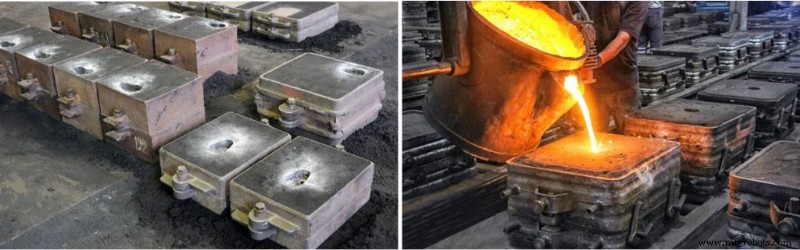
Песок для литья песка упакован в две коробки. После удаления шаблона они укладываются друг на друга. Нижняя коробка, перетяжка, всегда имеет пустоту, образованную узором. В нем также будут каналы для потока металла.
Верхний ящик, выступ, может не иметь какой-либо формы, и в этом случае он называется «плоской спинкой». Однако для большинства сложных отливок требуется часть формы, формирующаяся в верхней части, что создает разделение и линию разъема в отливке.
Соображения по шаблону
Есть несколько моментов, которые следует учитывать при разработке и создании шаблона.
- Шаблон освобождается, не повреждая песок. Это достигается за счет придания сторонам шаблона угла наклона, а не вертикального положения.
- Полость заполняется плавно – ворота, обычно расположенные таким образом, чтобы полость заполнялась снизу, являются отверстиями, которые ограничивают скорость поступления металла. Оптимальная скорость заполнения без турбулентности или пузырей и без замерзания металла до того, как он достигнет всех внутренних углов. и поверхности.
- Допуски на усадку и деформацию — металл сжимается при охлаждении, поэтому для изготовления детали необходимого размера шаблон должен создавать полость немного большего размера. Кроме того, металл не везде будет остывать с одинаковой скоростью.
- Размер подступенка — подступенок представляет собой открытую область на вершине, которая заполняется последней. Это обеспечивает визуальную индикацию того, что полость заполнена. Он также образует резервуар расплавленного металла, который стекает обратно в полость по мере того, как металл там охлаждается и сжимается.
Планирование отливки детали
Первое, что нужно сделать, это убедиться, что рисунок не оставляет карманов, в которых может задерживаться воздух при заполнении полости. Одним из способов достижения этого является размещение стояка в самой высокой точке. Однако одной из особенностей литья в песчаные формы является то, что, в отличие от литья под давлением, захваченный воздух может в небольшой степени проникать сквозь песок.
Когда литая деталь выходит из песка, к ней прикрепляются ворота и стояки. Они должны быть отрезаны перед обработкой детали.
Раздельное литье будет иметь линию разъема, проходящую по периферии. Допуски на то, как подгонка и перетаскивание вместе, а также на размещение шаблона, означают, что может быть небольшое смещение между верхней и нижней половинами отливки.
Перед созданием шаблона группа литья будет работать с дизайнером детали, чтобы свести к минимуму влияние этих элементов на механическую обработку и конечную деталь.
Все дело в шаблоне
Деталь, отлитая в песчаную форму, может быть настолько хороша, насколько позволяет модель. Требуется большой опыт, чтобы получить максимальную отдачу от процесса. В Impro мы получили международное признание за наш опыт литья в песчаные формы. Если вы хотите узнать, как мы подходим к литью ваших деталей, свяжитесь с нами .
Промышленные технологии
- Свойства формовочного песка | Материалы | Кастинг | Металлургия
- Вот как 3D-печать разрушает литье в песчаные формы
- 10 различных типов узоров в литье
- Литье в песчаные формы и ковка
- Что такое литье в песчаные формы?
- Типы оборудования для литья в песчаные формы
- Типичное время выполнения литья в песчаные формы
- Введение в терминологию литья в песчаные формы
- Литье в песчаные формы с использованием технологий 3D-печати
- Что такое формовочный песок?