


CMM расширяют свою нишу
Почтенная координатно-измерительная машина по-прежнему набирает обороты, и производители используют ее возможности автоматизации для облегчения трудовых проблем

Для CMM хорошие времена продолжают катиться. «Одна из удивительных вещей, произошедших всего за последние три-четыре года, — это огромный объем поставляемых нами КИМ», — сказал Ангус Тейлор, президент Hexagon Manufacturing Intelligence, Северная Америка (Северный Кингстаун, Род-Айленд). «Кажется, рынок действительно взрывается».
Вопрос в том, почему именно сейчас?
Есть множество причин. Современные КИМ выдерживают более широкий диапазон температур и вибраций. Они прочнее, меньше и измеряют точнее. Они измеряют быстрее, чем когда-либо. Кроме того, торговые залы уже не те, что раньше. «Сами производственные предприятия становятся чище», — сказал Тейлор. Сегодняшняя точная обработка и производство требуют более чистой окружающей среды. При этом они также становятся более удобными для CMM.
Возможно, самое главное, это может просто дойти до людей.
«Производители не находят достаточно квалифицированных кадров, поэтому теперь они рассматривают КИМ как автоматизированную измерительную систему», — пояснил Тейлор. «Один человек может создать программы измерений для 20 [управляемых компьютером] КИМ». Это сводит набор навыков оператора к знанию того, как загружать и выгружать детали, возможно, используя прецизионные приспособления, и тому, как выбрать правильную программу измерения. Hexagon предлагает три КИМ для цеха:4.5.4SF, 7.10.7SF и новейшее дополнение TIGO SF.
С помощью штрих-кодов и роботизированной обработки материалов можно автоматизировать даже погрузку/разгрузку.
«Существует также тенденция к тому, чтобы метрология стала частью [производственной] операции», — сказал Майкл Мариани, директор по стратегическому развитию Hexagon Manufacturing Intelligence. Это означает, что метрологические устройства интегрированы в замкнутую производственную ячейку, такую как недавно продемонстрированная Hexagon. Демонстрация показывает, как детали обрабатываются, а затем перемещаются роботом на КИМ. Затем КИМ автоматически предоставляет информацию о том, как при необходимости отрегулировать операцию обработки для соблюдения допусков.
Датчики и рост

КИМ становятся все более полезными, поскольку поставщики предлагают больше датчиков. Это разнообразие отражено в собственном наборе зондов Hexagon. Компания предоставляет сенсорные датчики, сканирующие датчики и устройства для измерения шероховатости поверхности, а также оптический датчик HP-O, основанный на интерферометрической лазерной технологии.
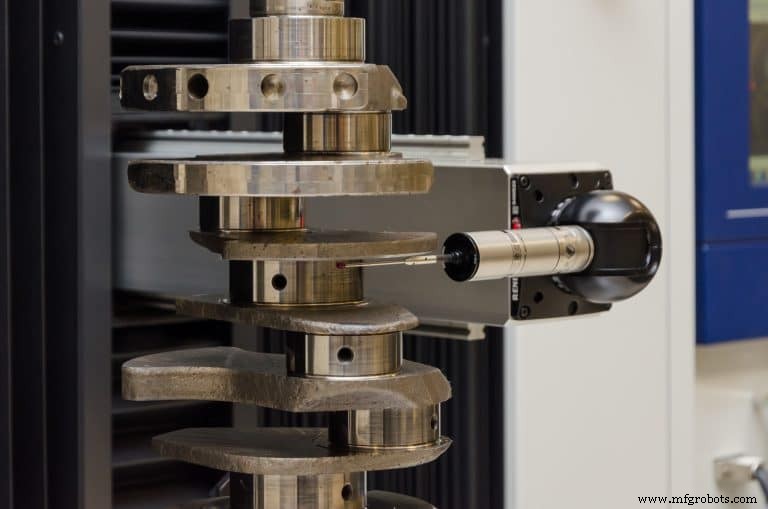
Датчики и преобразователи являются основным направлением деятельности компании Renishaw PLC (Западный Данди, Иллинойс, и Нью-Миллс, Глостершир, Великобритания), изобретателя сенсорного датчика, который сделал КИМ такими популярными. В дополнение к трехосевому датчику PH10 компания изобрела пятиосевые быстроходные головки PH20 и Revo для повышения производительности КИМ. Компания делает это, разрешая локальное перемещение, в то время как механизм КИМ остается неподвижным, перемещая меньшую массу при более быстром сборе данных. Это также означает меньшую жесткость системы и больше ошибок, что приводит к более медленным измерениям.
Датчики и датчики не всегда должны быть на КИМ. Они могут быть в гибких измерительных приборах, таких как Renishaw Equator, или в самих станках. Тем не менее, КИМ должна гарантировать точное изготовление продукта. По словам Майкла Литвина, бизнес-менеджера компании Renishaw по продукции для КИМ, станки могут выйти за допустимые пределы. «Вам нужна прослеживаемость до стандартного артефакта NIST. Вам по-прежнему нужна эта КИМ в качестве независимой проверки», — сказал он.
Компания осознает, что даже стандартные в отрасли сенсорные и сканирующие аналоговые датчики не могут удовлетворить все потребности. В феврале 2018 года компания Renishaw представила датчик измерения шероховатости поверхности SFP2 для использования с пятиосевой измерительной системой REVO на КИМ. «Это делает контроль шероховатости поверхности неотъемлемой частью измерения КИМ и позволяет переключаться между сканированием и измерением шероховатости поверхности», — сказал он. SFP2 представляет собой скользящий зонд с алмазным наконечником щупа радиусом 2 мкм. Компания заявила, что ее возможности измерения поверхности находятся в диапазоне от 6,3 мкм до 0,05 мкм (от 250 мкдюймов до 2 мкдюймов) при измерении в Ra.
Компания Renishaw также представила систему технического зрения для использования на своей головке Revo-2 — датчик технического зрения RVP. По словам Литвина, он измеряет особенности 2D-изображений с помощью обнаружения краев. Трехмерные данные получаются путем захвата нескольких изображений под разными углами вместе с постобработкой. «Это дает еще один способ измерения характеристик там, где тактильные измерения не подходят», — сказал он. «Это включает в себя небольшие отверстия для охлаждения в лопатках турбины или детали из листового металла со сложной трехмерной геометрией».
«КИМ обычно предназначены для крупных элементов, но не обязательно для больших объемов. Многие рынки продвигают меньшие функции и возможности, требующие бесконтактных технологий», — сказал Нейт Роуз, менеджер по разработке новых продуктов, Quality Vision International Inc. (Рочестер, Нью-Йорк).

Он отметил, что новейшие пятиосевые станки и системы аддитивного производства позволяют детали иметь сложные, сложные элементы, размеры и положение которых необходимо проверять. «Иногда эти особенности лучше всего измерять оптическим бесконтактным датчиком в рамках более крупного тактильного зондирования для сбора точек для анализа», — сказал он.
Вот почему QVI предлагает свои видеосистемы, лазеры линейного сканирования, датчики белого света Rainbow и лазерные датчики TeleStar в дополнение к контактным датчикам Renishaw TP20, TP200 и SP25 в своей линейке КИМ.
«Мультисенсорная головка VersaFlex позволяет одновременно использовать до трех датчиков на PH10, поэтому они могут работать практически с любой ориентацией», — сказал Роуз. «Меньшие элементы иногда не подходят для тактильных методов, когда местоположение этого элемента не контролируется. Активация датчика зрения на VersaFlex позволила нам сначала найти функцию, установить ее в качестве эталона, а затем провести тактильные измерения. Точечные лазерные датчики позволяют получать профили поверхности с высоким разрешением».
Как и другие OEM-производители КИМ, компания Wenzel America Ltd. (Уиксом, Мичиган) предлагает тактильные датчики Renishaw вместе с двумя собственными датчиками. Датчик Wenzel Phoenix использует структурированный свет, иногда называемый технологией белого света, для захвата трехмерного облака точек. Этот датчик белого света достаточно легкий, чтобы его можно было установить на зондовую головку КИМ. Другим датчиком компании является лазерный линейный сканер Shapetracer, который также устанавливается на стандартную головку датчика Renishaw.
Машины и интеграция
ШМ существуют в производственных экосистемах. «То, что мы наблюдаем, — это смена владельцев метрологического оборудования», — сказал Дрю Шеменски, президент Wenzel America. «Настоящий сдвиг, который мы наблюдаем, — это переход от машины, находящейся в лаборатории, контролируемой группой контроля качества, к производственной команде. Теперь они отвечают за оборудование и являются его владельцами».
В мае Wenzel представила КИМ SF 87 для цеха. Шеменски подчеркнул, что эта машина поддерживает работу с несколькими датчиками и готова к работе со всеми датчиками Wenzel и Renishaw. Компания утверждает, что измерительный объем КИМ 800 x 700 x 700 мм соответствует стандартным размерам металлорежущих и формовочных станков. По словам компании, он также может похвастаться высокой скоростью движения и ускорением для ускорения измерений. Чтобы еще больше повысить готовность к работе в цеху, он имеет термостойкую конструкцию и грязеотталкивающие направляющие и шкалы. Измерительное пространство доступно с трех сторон и интегрируется с другими средствами автоматизации с помощью дополнительного интерфейса автоматизации Wenzel.
«Рынок КИМ сегодня силен, — соглашается Джин Ханц, специалист по КИМ компании Mitutoyo America Corp. (Аврора, Иллинойс). Mitutoyo предлагает мостовые, манипуляторные и горизонтальные КИМ, а также стандартные, высокоточные и сверхвысокоточные. «Мостовая КИМ стандартной точности — это рабочая лошадка наших машин, — сказал он.
Видел ли он изменения в использовании КИМ? «Совершенно определенно, продолжая работу в цехе», — заявил он. «Будь то пешеходная машина [для общего пользования] или интегрированная в роботизированную ячейку». Интегрированные установки, которые он видел, варьируются от простых с ручным размещением до полностью автоматизированных, с роботизированными ячейками, которые автоматически загружают и выполняют программы измерения деталей.
Как и другие поставщики КИМ, Mitutoyo предлагает КИМ для развертывания в цеху, например, серию Mach в трех различных моделях. Mach-3A представляет собой горизонтальную руку, предназначенную для поточных измерений. Горизонтальный рычаг экономит место. Серия Mach-V предназначена для использования на производственной линии и обеспечивает обратную связь до и после обработки на станке для регулировки обработки.
Интересным подходом к предложению КИМ является Mach Ko-Ga-Me, монтируемая КИМ. «Вы можете установить его на приспособление любой конструкции, даже внутри фрезерного станка с ЧПУ», — пояснил Ханц. Он имеет диапазон измерения всего 120 x 120 x 80 мм со скоростью перемещения до 340 мм/с и точностью до 2 мкм, что делает монтажную КИМ идеальной для небольших деталей.
«Технологии зондов продолжают расширяться, и мы предлагаем все, что доступно», — сказал Ханц. «Самым популярным у нас является сканирующий аналоговый датчик Renishaw SP25, собирающий данные со скоростью до 100 мм/сек». Mitutoyo также предлагает датчик для измерения шероховатости поверхности на салазках. Датчик CMM Surftest является производным от серии портативных устройств для отделки поверхностей Mitutoyo SJ-210/310. Доступны пять различных датчиков:стандартные датчики, датчики с малым отверстием, датчики с очень маленьким отверстием, датчики с глубокими канавками и датчики с зубьями.
«В медицинском и аэрокосмическом сегментах растет спрос, особенно на мультисенсорные системы, — сказал Дэвид Вик, менеджер по управлению продуктами Carl Zeiss Industrial Metrology LLC (Мейпл-Гроув, Миннесота). В апреле компания Zeiss представила зонд для измерения шероховатости, датчик Rotos. Это дополняет набор сенсорных, сканирующих и оптических бесконтактных датчиков КИМ. К бесконтактным датчикам относятся датчики камеры и конфокальный датчик белого света.
Датчик измерения поверхности Rotos представляет собой бесскользящий контактный датчик текстуры поверхности с детектором LVDT и двумя непрерывными осями вращения/наклона. В зависимости от измерительной машины и конкретного щупа Zeiss измеряет значения шероховатости Ra до 0,03 мкм при скорости от 0,25 до 1,0 мм/с.

Zeiss также предлагает линейку КИМ для производства в цеху. Это GageMax, CenterMax и DuraMax. Вик сказал, что DuraMax расширился до четырех отдельных моделей:DuraMax LTE, DuraMax CNC, DuraMax CNC с поворотным столом и DuraMax HTG. HTG предназначен для использования в средах с температурой до 100°F (38°C). КИМ оснащены сканирующим датчиком, имеют небольшие размеры и легкий доступ к измеряемому объему.
CenterMax — это КИМ мостового типа, который, по словам Вика, особенно полезен при крупносерийном производстве высокотехнологичных деталей, таких как автомобильные силовые агрегаты и детали для аэрокосмической отрасли. «Мы добавили наш новый датчик для измерения шероховатости поверхности [Rotos] в CenterMax. [Теперь] с помощью одной настройки наши пользователи могут измерять такие параметры, как диаметры и отверстия, а затем измерять критическую шероховатость поверхности», — сказал он.
Один зонд, одна машина
Поскольку клиенты находят полезность в КИМ, оснащенных комбинацией датчиков, компания Alicona Corp. (Бартлетт, Иллинойс) выбрала несколько иную тактику, найдя больше применений для одного датчика. Основой технологии компании является бесконтактный датчик, использующий изменение фокуса.
Этот метод позволяет получать данные о поверхности с высоким разрешением, используя ограниченную глубину резкости. Этот метод похож на конфокальную визуализацию или оптическое сечение, но более совершенен, поскольку он также предоставляет данные о цвете. Он измеряет как форму поверхности, так и шероховатость. По словам компании, это особенно полезно в производственных условиях.

Аликона адаптировала его в качестве альтернативного средства измерения формы и геометрии, расширив возможности его использования. Поскольку ему не хватает диапазона, компании нужно было иметь возможность перемещать его точно над большим объектом для измерения формы. Именно поэтому компания Alicona установила свой измерительный прибор 3D Focus-Variation на прецизионный трехосевой столик, называемый координатно-измерительной машиной µCMM. Добавление моторизованного блока вращения, усовершенствованного модуля вращения Real3D, при желании обеспечивает пятиосевую систему. Компания публикует данные о точности EMPE =(0,8 + L/600) мкм в соответствии со спецификациями ISO10360:8.
«Благодаря уникальным характеристикам нашего датчика мы можем воздержаться от следования стратегии, которая сейчас становится очень распространенной в мире КИМ, а именно интеграции нескольких датчиков в одну раму КИМ. Особенности изменения фокуса позволяют использовать один датчик. [Это также обеспечивает] более надежное, менее хрупкое и более удобное для пользователя [устройство], чем если бы вам приходилось возиться с несколькими датчиками», — сказал Шерер.
CMM в контексте
Компания Zeiss Wick видит большое будущее для КИМ. «Конечно, новые инструменты и расширенные мультисенсорные возможности будут расти, но то, как они вписываются в экосистему, становится важным», — сказал он. «Особенно в Европе есть много примеров, когда клиенты используют свои КИМ вместе с находящимися поблизости станками для обмена информацией».
Хотя КИМ, который может обеспечить смещения обрабатывающего центра, полезен, он также считает, что существуют дополнительные возможности для дальнейшей интеграции и совместной работы станков. Во всем мире он не видит много полных внедрений Smart Factory, которые включают КИМ в нечто, что можно было бы назвать Индустрией 4.0.
«В США мы еще больше отстали», — сказал он. Но это может скоро измениться. «Я ожидаю, что в ближайшие год или два поставщики КИМ предложат больше вариантов автоматизации на своих машинах. Возможно, дополнительный блок, позволяющий общаться с ProfiNet или ProfiBus», — сказал он. Благодаря такому обмену информацией на машинном уровне появится умная фабрика.
Шеменски из Wenzel считает, что более важной станет и интеграция программирования КИМ на более высоком уровне. «Технология проектирования на основе моделей, которая включает в себя привязку GD&T к моделям САПР на ранних этапах программы, становится реальной. Есть недочеты, которые нужно устранить, и дизайнеры начальных стадий должны признать это как рост своих обязанностей, но это тенденция, за которой стоит следить», — сказал он.
Что это откроет, так это автоматизацию создания программ измерения, если действительные размеры и размеры привязаны к действительным моделям САПР. «Важной тенденцией является автоматическое создание программ измерений из моделей САПР с прикрепленными параметрами GD&T», — согласился Ханц. Каждый OEM-поставщик, опрошенный для этой статьи, имеет метрологическое программное обеспечение для создания программ обработки деталей для своих КИМ. Хотя в настоящее время эта возможность используется нечасто, следующей тенденцией вполне может стать то, как дизайнеры начнут по-другому относиться к GD&T в предшествующих процессах проектирования. Оставайтесь с нами.
Система управления автоматикой
- Как интеграторы робототехники могут использовать автономных роботов для развития своего бизнеса
- Релевантность ИТ в компании Gartner
- Гироскоп
- Бейсбол
- Хотите развивать свой производственный бизнес? Слушайте своих клиентов!
- Рынок совместной робототехники к 2030 году вырастет до 8 миллиардов долларов
- FlexArm начинает работу в штаб-квартире
- OnRobot открывает штаб-квартиру в США в Далласе, штат Техас
- EAM против CMMS:в чем разница и ее функции
- Индустрия 4.0 требует выкупа