


Использование пластин для термофиксации
Резьбовые компоненты, отверстия и болтовые соединения являются неотъемлемой частью множества инженерных деталей, с которыми вы работаете каждый день, поэтому возможность добавлять эффективную резьбу к деталям, напечатанным на 3D-принтере, очень важна. Нарезанные или набивные пластиковые резьбы легко перегружаются и снимаются, а металлические резьбы более прочные и износостойкие, обеспечивая лучшее соединение с течением времени. Металлические резьбовые вставки обеспечивают надежный метод крепления пластиковых деталей. Резьбовые вставки обычно изготавливаются из латуни с предварительно сформированной резьбой внутри них. Они выдерживают нагрузки на выдергивание и закручивание за счет рифленой внешней поверхности, предназначенной для взаимодействия с сыпучим материалом большей части. Существует несколько различных типов резьбовых вставок в зависимости от материалов и приложений, с которыми вы работаете. Для 3D-печати мы рекомендуем термофиксированные вставки.
Термофиксированные вставки идеально подходят для термопластов в 3D-печати, потому что во время установки термопласт плавится и оплавляется вокруг вставки. Это делает пластик, окружающий вставку, локально более прочным и обеспечивает надежную связь между металлической вставкой и термопластом. Это, в свою очередь, обеспечивает более высокую степень вытягивания и крутящего момента полученной резьбы по сравнению с другими типами пластин.
США. Пример использования армии
Прочтите нашу новейшую историю успеха клиентов о крупной тренировочной базе для армии США.
Разработка и установка вставок для термофиксации
Для проектирования и установки резьбовых вставок с термофиксацией для небольших объемов требуется всего несколько недорогих инструментов. Для установки пластин требуется коническая полость определенного размера, поэтому вам нужно будет узнать рекомендуемые размеры полости у поставщика пластин. Во время установки вставка будет плавиться и вытеснять часть пластика из окружающей части по мере ее опускания, поэтому конус позволяет расплавленному пластику полностью охватывать рифленую поверхность вставки. Выполните следующие действия, чтобы спроектировать и установить вставку для термофиксации.
Что вам понадобится

- Деталь, напечатанная на 3D-принтере, с соответствующими отверстиями для резьбовых вставок.
- Желаемые резьбовые вставки
- Паяльник
- (Необязательно) Установочное жало с резьбовой вставкой для паяльника
1. Выберите размер болта и соответствующую вставку для термофиксации

Выберите, какое оборудование вы будете использовать для крепления детали в процессе проектирования. Размер вставки частично зависит от толщины окружающего ее материала. Если у вас меньше 2 мм (0,078 дюйма) материала вокруг и под вставкой, подумайте о том, чтобы выбрать меньший размер. Ознакомьтесь с рекомендациями поставщика пластины по размеру полости пластины, чтобы убедиться, что она подходит для вашей детали. В этом примере мы будем использовать пластину M3 со следующими характеристиками полости:
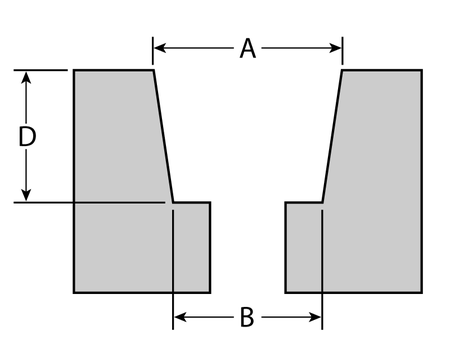
Глубина отверстия (D):3,8 мм
Большой диаметр (A):5,31 мм
Малый диаметр (B):5,1 мм
Прочтите наше Руководство покупателя 3D-принтеров для производства
2. Нарисуйте начальную точку для ваших отверстий
Используйте инструмент эскиза или аналогичный инструмент в программе САПР, чтобы точно определить, где должны начинаться отверстия.
3. Используйте инструмент "Отверстие", чтобы создать отверстие с зенковкой
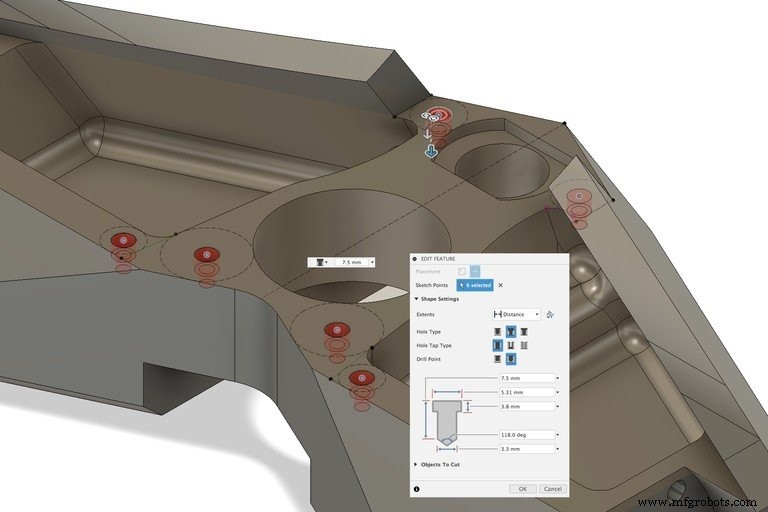
Используя инструмент «Отверстие» (или аналогичный в зависимости от вашей программы САПР), создайте отверстие с зенковкой в указанных точках с рекомендованной глубиной отверстия и большим диаметром (A) конуса для пластины. Вы можете продлить само отверстие за основание цековки, если вам нужно разгрузочное отверстие для зазора винта. Здесь диаметр цековки составляет 5,31 мм, а глубина - 3,8 мм.
4. Снимите фаску с внутренней кромки отверстия
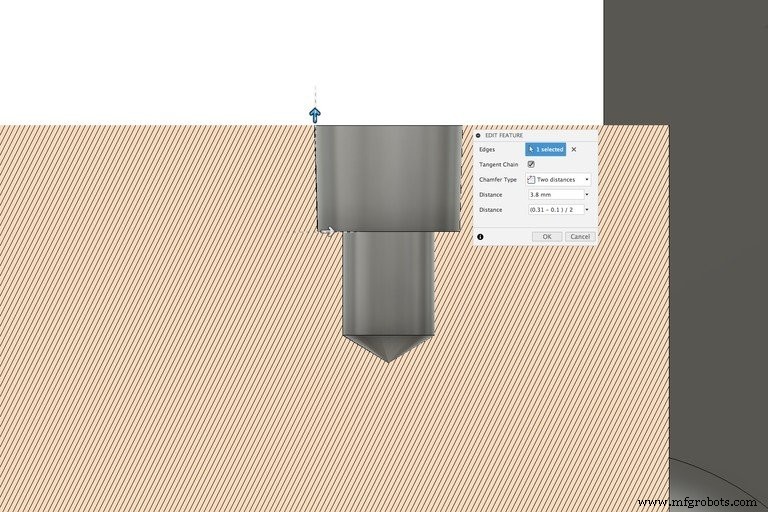
Примените фаску расстояние-расстояние к нижнему внешнему краю расточенного отверстия, указав высоту зенковки как расстояние, идущее вверх по расточке, и значение, которое будет достигать «B» как ваш малый диаметр конуса, как другое, что равняется (AB ) / 2 для наших нужд. В зависимости от формата предоставленных размеров полости вам может потребоваться изменить способ выполнения этой операции.
Ознакомьтесь с нашим Руководством по дизайну композитов
5. Распечатайте свою деталь
Когда ваш дизайн будет готов, распечатайте свою деталь!
6. Нагрейте паяльник
Подключите паяльник, включите его и подождите, пока он нагреется. Хорошая рабочая температура утюга составляет 650-750 F (343-399 C).
7. Вдавите каждую вставку с помощью паяльника
Поместите каждую вставку над ее полостью, убедившись, что она прямая и по центру. Совместите кончик утюга с центром вставки и слегка надавите, пока вставка нагревается. Как только пластина превысит температуру плавления пластика, пластина начнет опускаться в деталь. Будьте осторожны, чтобы вставить вставку прямо в отверстие, а не под углом. Большим пластинам может потребоваться больше времени, чтобы нагреться, прежде чем они погрузятся в деталь. Держите утюг на вставке до тех пор, пока он не войдет в цековку, и убедитесь, что вставка заподлицо с верхней частью вашей детали, прежде чем извлекать утюг.
Примечание. Если вы используете обычное жало паяльника, вдавите вставку сбоку, а не острием.
8. Дайте детали остыть

После того, как все вставки вставлены в деталь, дайте им остыть в течение нескольких минут перед использованием, чтобы пластик успел застыть. Вы также можете использовать это время для регулировки любых вставок с помощью утюга, если они не сидят правильно.
Поговорите со специалистом по продукту
Повышение прочности резьбовых соединений
Резьбовые вставки довольно прочные, поскольку вставка встроена в верхнюю поверхность детали из-за того, что внешняя поверхность с накаткой находится в зацеплении с локально расплавленным и оплавленным пластиком. Однако могут быть обстоятельства, при которых вам понадобится еще больше прочности в ваших соединениях, и вы можете использовать следующий прием, чтобы противостоять экстремальным нагрузкам, прилагаемым к суставу.

Вместо того, чтобы класть вставки на лицевую сторону детали заподлицо с тем, к чему вы прикручиваете, поместите их на другую сторону детали. Это значительно улучшает прочность соединения, потому что, когда вставка нагружена, конус вставки входит в зацепление с конусом цековки, чтобы распределять силы, приложенные к болту. Это поведение значительно улучшено за счет добавления непрерывного армирования волокон вокруг полости, которое дополнительно предотвращает деформацию стенок полости под нагрузкой.
Свяжитесь с нами, чтобы бесплатный образец для проверки прочности и долговечности нашего материала!
Подпишитесь на нас Facebook , Twitter , Instagram и LinkedIn чтобы быть в курсе всего Markforged.
3D печать
- Термическая обработка титанового сплава
- Титановые теплообменники
- 5 преимуществ использования пластиковых петель
- С# с использованием
- Руководство Карла Калабрии по использованию вставок на Mark One
- Печатная плата радиатора
- Вставка литья против литья поверх
- Что такое вставка?
- 15 Глава 6. Термическая обработка
- Использование фрезерного станка в качестве токарного станка