


Литье под давлением
ПОДЕЛИТЬСЯ ЭТОЙ СТАТЬЕЙ
В этом руководстве вы найдете все, что вам нужно знать о литье под давлением. Освойте основные принципы этой технологии и быстро изучите практические советы по дизайну, которые сэкономят вам время и расходы.
Часть 1
Основы литья под давлением
Что такое литье под давлением? Как это работает и для чего используется? В этом разделе мы отвечаем на эти вопросы и покажем вам типичные примеры деталей, отлитых под давлением, чтобы помочь вам ознакомиться с базовой механикой и применением этой технологии.
Что такое литье под давлением?
Литье под давлением — это производственная технология массового производства идентичных пластиковых деталей с хорошими допусками. При литье под давлением гранулы полимера плавятся, а затем впрыскиваются под давлением в форму, где жидкий пластик охлаждается и затвердевает. Материалы, используемые при литье под давлением, представляют собой термопластичные полимеры, которые можно окрашивать или наполнять другими добавками.
Почти каждая пластиковая деталь вокруг вас была изготовлена методом литья под давлением:от автомобильных деталей до электронных корпусов и кухонной техники.
Литье под давлением широко используется, поскольку оно обеспечивает очень низкую стоимость детали при больших объемах производства, а также отличную повторяемость и высокую гибкость конструкции. Основные ограничения литья под давлением обычно носят экономический характер, поскольку этот процесс требует значительных первоначальных инвестиций в оснастку. Традиционно время перехода от проектирования к производству могло занимать несколько недель, хотя современные рабочие процессы цифрового производства теперь в некоторых случаях позволяют производить формованные детали всего за одну неделю.
Как работает литье под давлением
Машина для литья под давлением состоит из трех основных частей:узла впрыска, формы (сердце всего процесса) и узла зажима/выталкивателя.
В этом разделе мы рассмотрим назначение каждой из этих систем и то, как их основные принципы работы влияют на конечный результат процесса литья под давлением.
Преимущества и недостатки литья под давлением
Литье под давлением — это устоявшаяся технология производства с долгой историей, но она постоянно совершенствуется и совершенствуется с помощью новых технологических достижений.
Ниже приводится краткое изложение основных преимуществ и недостатков литья под давлением, которое поможет вам понять, подходит ли это решение для вашего применения.
Преимущества литья под давлением
Крупносерийное производство пластмасс
Литье под давлением является наиболее экономически конкурентоспособной технологией производства одинаковых пластиковых деталей в больших объемах. После создания формы и настройки машины дополнительные детали можно изготовить очень быстро и с очень низкими затратами.
Рекомендуемый минимальный объем производства для литья под давлением составляет 500 единиц. На этом этапе учитывается эффект масштаба, а относительно высокие первоначальные затраты на оснастку оказывают менее заметное влияние на цену за единицу продукции.
Широкий выбор материалов
Почти каждый термопластичный материал (а также некоторые реактопласты и силиконы) можно литьем под давлением. Это позволяет использовать для проектирования очень широкий спектр доступных материалов с разнообразными физическими свойствами.
Детали, изготовленные методом литья под давлением, имеют очень хорошие физические свойства. Свойства можно изменить с помощью добавок, таких как стекловолокно, или путем смешивания гранул, таких как ПК/АБС, для достижения определенной прочности, жесткости или ударопрочности.
Очень высокая производительность
Типичный цикл литья под давлением длится от 15 до 60 секунд. Это зависит от размера детали и сложности формы. Для сравнения, обработка на станке с ЧПУ или 3D-печать могут потребовать от нескольких минут до часов, чтобы создать ту же геометрию. Кроме того, в одной форме можно разместить несколько деталей, что еще больше увеличивает производственные возможности этого производственного процесса. Это означает, что каждый час можно производить сотни (или даже тысячи) идентичных деталей.
Отличная повторяемость и допуски
Процесс литья под давлением имеет высокую повторяемость, а изготавливаемые детали практически идентичны. Конечно, со временем пресс-форма изнашивается, но типичная пилотная алюминиевая форма прослужит от 5000 до 10 000 циклов, тогда как полномасштабные производственные формы из инструментальной стали могут выдержать более 100 000 циклов.
Такого уровня точности достаточно для большинства применений, и он сравним как с обработкой на станке с ЧПУ, так и с 3D-печатью. Возможны более жесткие допуски, но они зависят от усадки материала. Например, полипропилен (ПП) дает усадку больше, чем поликарбонат (ПК), что затрудняет сохранение жестких размеров.
Отличный внешний вид
Ключевым преимуществом литья под давлением является то, что с его помощью можно производить готовые изделия, практически не нуждающиеся в дополнительной отделке. Поверхности формы можно очень сильно отполировать для создания зеркальных деталей или подвергнуть дробеструйной обработке для создания текстурированных поверхностей. Стандарты SPI определяют уровень отделки, которого можно достичь.
Получите рекомендации по совместимости материалов и отделке →
Ограничения литья под давлением
Первоначальные затраты на инструменты
Одним из основных экономических соображений при литье под давлением является первоначальная стоимость оснастки, поскольку для каждой геометрии детали необходимо изготовить специальную форму. Эти затраты на оснастку в первую очередь связаны с проектированием и производством пресс-форм и обычно варьируются от 250 до 1000 долларов США для более простых форм, хотя более сложные инструменты могут стоить значительно дороже. Поскольку стоимость пресс-формы распределяется по общему количеству производимых деталей, литье под давлением становится все более рентабельным при средних и высоких объемах производства.
Изменения в дизайне обходятся дорого
После изготовления формы ее модификация обходится очень дорого. Изменения конструкции обычно требуют создания новой формы с нуля. По этой причине очень важно правильно спроектировать деталь для литья под давлением.
В части 2 мы перечисляем наиболее важные аспекты проектирования, которые следует учитывать при проектировании изделий для литья под давлением. В части 5 мы также увидим, как можно снизить риск, создавая физические прототипы своих деталей.
Больше времени выполнения заказа по сравнению с другими технологиями
Типичное время выполнения литья под давлением варьируется от 6 до 10 недель. Изготовление формы занимает 4–6 недель, плюс еще 2–4 недели на изготовление и доставку.
Если требуются изменения в конструкции (обычное явление), время выполнения работ соответственно увеличивается.
С другой стороны, детали, изготовленные с помощью настольного 3D-принтера, могут быть готовы к доставке в одночасье, тогда как типичное время выполнения промышленных систем 3D-печати составляет от трех до пяти дней. Детали, обработанные на станках с ЧПУ, обычно доставляются в течение 10 дней или в течение пяти дней.
Дизайн для литья под давлением
Существует несколько факторов, которые могут повлиять на качество конечного продукта и повторяемость процесса. Чтобы получить все преимущества от процесса, дизайнер должен следовать определенным рекомендациям по проектированию.
В этом разделе мы описываем распространенные дефекты литья под давлением, а также основные и дополнительные рекомендации, которым следует следовать при проектировании деталей, а также рекомендации о том, как свести затраты к минимуму.
Распространенные дефекты литья под давлением
Большинство дефектов при литье под давлением связано либо с течением расплавленного материала, либо с неравномерной скоростью охлаждения при затвердевании.
Ниже приведен список дефектов, которые следует учитывать при проектировании детали для литья под давлением. В следующем разделе мы покажем вам, как можно избежать каждой из этих проблем, следуя передовым практикам проектирования.
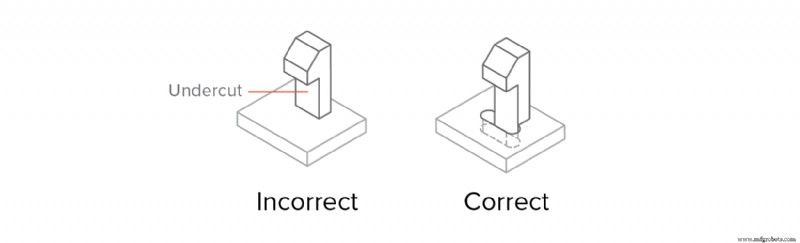
Устранение подрезов
Самая простая форма (прямотянутая форма) состоит из двух половин. Однако детали с подрезами (например, зубцы резьбы или крючок защелкивающегося соединения) не могут быть изготовлены с помощью формы с прямым вытягиванием. Это происходит либо потому, что пресс-форму нельзя обработать на станке с ЧПУ, либо потому, что материал мешает выталкиванию детали.
Подрезы при литье под давлением — это элементы детали, которые невозможно изготовить с помощью простой формы, состоящей из двух частей, поскольку материал мешает во время открытия формы или во время выталкивания.
Общие конструктивные особенности
Узнайте, как спроектировать наиболее распространенные элементы деталей, отлитых под давлением, с помощью этих практических рекомендаций. Используйте их, чтобы улучшить функциональность ваших проектов, сохраняя при этом основные правила дизайна.
Часть 2
Существует несколько факторов, которые могут повлиять на качество. конечного продукта и повторяемость процесса. Чтобы получить все преимущества от процесса, дизайнер должен следовать определенным правилам проектирования.
В этом разделе мы описываем распространенные дефекты литья под давлением, а также основные и расширенные рекомендации. которым следует следовать при проектировании деталей, включая рекомендации по минимизации затрат.
Распространенные дефекты литья под давлением
Большинство дефектов при литье под давлением связано либо с растеканием расплавленного материала, либо с неравномерной скоростью его охлаждения при затвердевании.
Вот список дефектов, которые следует учитывать при проектировании детали для литья под давлением. В следующем разделе мы увидим, как можно избежать каждого из них, следуя передовым практикам проектирования.
Деформация
Когда некоторые секции остывают (и, как следствие, сжимаются) быстрее, чем другие, деталь может постоянно изгибаться из-за внутренних напряжений.
Детали с непостоянной толщиной стенок наиболее склонны к короблению.
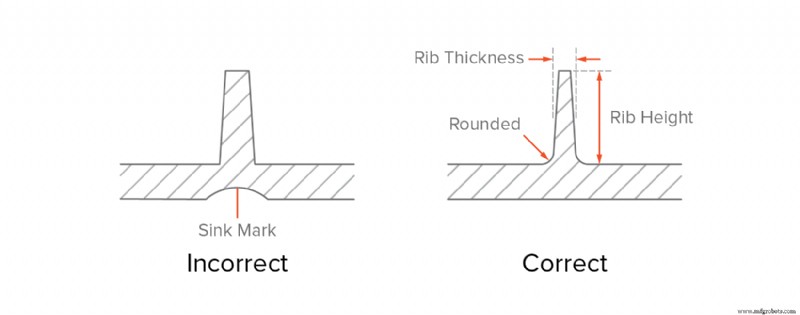
Знаки погружения
Когда внутренняя часть детали затвердевает раньше, чем ее поверхность, на плоской поверхности может появиться небольшая выемка, называемая впадиной.
Детали с толстыми стенками или плохо спроектированными ребрами наиболее подвержены проседанию.
Перетаскивание меток
Когда пластик сжимается, он оказывает давление на форму. Во время выталкивания стенки детали будут скользить и царапать форму, что может привести к образованию следов от перетаскивания.
Детали с вертикальными стенками (и без угла уклона) наиболее подвержены образованию следов от перетаскивания.
Вяжем линии
Когда встречаются два потока, могут появиться небольшие изменения цвета, похожие на волосы. Эти линии вязания влияют на эстетику детали, но также обычно снижают прочность детали.
Детали с резкими изменениями геометрии или отверстиями более склонны к сращиванию линий.
Короткие кадры
Захваченный воздух в форме может препятствовать потоку материала во время впрыска, что приводит к получению неполной детали. Хороший дизайн может улучшить текучесть расплавленного пластика.
Детали с очень тонкими стенками или плохо спроектированными ребрами более склонны к коротким ударам.
Устранение подрезов
Самая простая форма (прямая форма) состоит из двух половин. Однако детали с подрезами (например, зубцы резьбы или крючок защелкивающегося соединения) не могут быть изготовлены с помощью формы с прямым вытягиванием. Это происходит либо потому, что пресс-форму невозможно обработать на станке с ЧПУ, либо из-за того, что материал мешает выталкиванию детали.
Подрезы при литье под давлением — это элементы детали, которые невозможно изготовить с помощью простой двухдетальной формы, поскольку материал мешает во время открытия формы или во время выталкивания.
Зубцы резьбы или крючок защелкивающегося соединения являются примерами подрезов.
Вот несколько идей, которые помогут вам справиться с подрезами:
Избегайте подрезов с помощью запорных устройств
лучшим вариантом может быть полный отказ от подрезов. . Подрезы всегда увеличивают стоимость, сложность и требования к обслуживанию формы. Умный редизайн часто позволяет устранить недостатки.
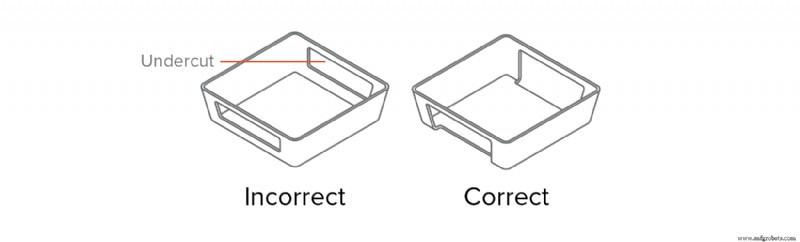
Отсечки – это полезный прием для устранения поднутрений во внутренних областях детали (для защелкивания) или на боковых сторонах детали (для отверстий или ручек).
Ниже приведены несколько примеров того, как можно перепроектировать детали, отлитые под давлением, чтобы избежать подрезов:по сути, материал удаляется в области под подрезом, что полностью устраняет проблему.
Переместить линию разделения
Самый простой способ справиться с подрезом — переместить линию разъема формы так, чтобы она пересекалась с ней.
Такое решение подходит для многих конструкций с подрезами на внешней поверхности. Не забудьте соответствующим образом отрегулировать углы уклона.
Используйте подрезы (выступы)
Подрезы для зачистки (также известные как выступы) можно использовать, когда элемент достаточно гибкий, чтобы деформироваться по форме во время выталкивания. . Для изготовления резьбы в бутылочных крышках используются зачистные подрезы.
Подрезы можно использовать только при следующих условиях:
- Подрез для зачистки должен располагаться вдали от элементов жесткости , например углы и ребра.
- Подрез должен иметь угол захода от 30° до 45° градусов.
- Деталь, отлитая под давлением, должна иметь пространство и должен быть гибким достаточно, чтобы расширяться и деформироваться.
Рекомендуется избегать зачистки подрезов в деталях из армированного волокном пластика. Обычно гибкий пластик такие как ПП, ПЭВП или нейлон (ПА), допускают подрезы до 5 % их диаметра.
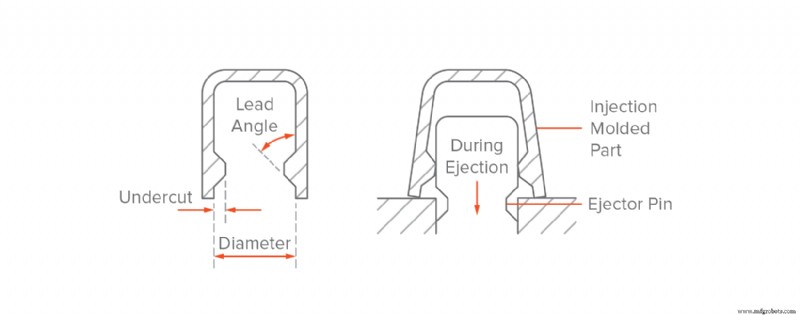 *Пример детали с зачистными подрезами. Деталь деформируется при выталкивании из формы.*
*Пример детали с зачистными подрезами. Деталь деформируется при выталкивании из формы.* Скользящие побочные действия и основные элементы
Скользящие боковые элементы и стержни используются, когда невозможно перепроектировать отлитую под давлением деталь, чтобы избежать подрезов.
Сердечники бокового действия — это вставки. которые вставляются при закрытии формы и выдвигаются до ее открытия. Имейте в виду, что эти механизмы увеличивают стоимость и сложность. по форме.
Следуйте этим рекомендациям при разработке побочных действий:
- Необходимо пространство для перемещения ядра . Это означает, что элемент должен находиться на другой стороне детали.
- Побочные действия должны перемещаться перпендикулярно . Перемещение под углом, отличным от 90 °, является более сложным, что увеличивает стоимость и время выполнения заказа.
- Не забудьте добавить углы уклона в соответствии с вашим дизайном, как обычно, принимая во внимание движение ядра бокового действия.
Общие особенности дизайна
Узнайте, как спроектировать наиболее распространенные элементы, встречающиеся в деталях, отлитых под давлением, с помощью этих практических рекомендаций. Используйте их, чтобы улучшить функциональность ваших проектов, сохраняя при этом основные правила дизайна.
Резьбовые крепления (бобышки и вставки)
Существует три способа добавления крепежа к отлитой под давлением детали:путем создания резьбы непосредственно на детали, добавления выступа, к которому можно прикрепить винт, или включения резьбовой вставки.
Моделирование резьбы непосредственно на детали возможно, но не рекомендуется, так как зубцы резьбы по сути представляют собой подрезы, что резко увеличивает сложность и стоимость формы (подробнее о подрезах мы поговорим в следующем разделе). Примером детали с резьбой, полученной литьем под давлением, являются крышки для бутылок.
Боссы
Бобышки очень распространены в деталях, отлитых под давлением, и используются в качестве точек для крепления или сборки. . Они состоят из цилиндрических выступов с отверстиями, предназначенными для установки винтов, резьбовых вставок или других крепежных и сборочных приспособлений. Лучше всего представить себе начальника как ребро, которое закрывается само по себе. по кругу.
Бобышки используются в качестве точек крепления или крепления (в сочетании с саморезами или резьбовыми вставками).
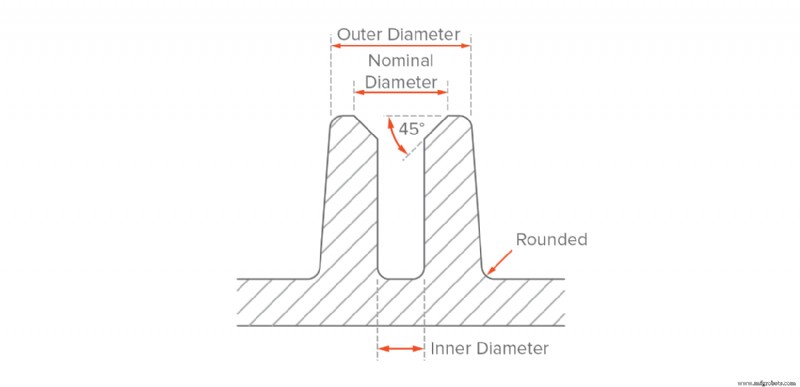 *Рекомендуемый дизайн босса*
*Рекомендуемый дизайн босса* Когда бобышки используются в качестве __точек крепления__, внешний диаметр бобышки должен быть в два раза больше номинального диаметра винта или вставки, а его внутренний диаметр равен диаметру сердечника винта. Отверстие бобышки должно доходить до уровня основания и стены, даже если для сборки не требуется полная глубина, чтобы обеспечить __одинаковую толщину стенки__ по всему элементу. Добавьте фаску для облегчения установки винта или вставки.
__Для достижения наилучших результатов:__
Избегайте создания боссов, которые сливаются с основными стенами.
Поддержите выступы ребрами или соедините их с капитальной стеной
Для бобышек со вставками используйте внешний диаметр, равный 2 номинальным размерам вставки
Темы
Металлические резьбовые вставки Может быть добавлен к пластиковым деталям, отлитым под давлением, чтобы обеспечить прочное резьбовое отверстие для крепежных элементов, таких как крепежные винты. Преимущество использования вставок заключается в том, что они допускают много циклов сборки и разборки. .
Вставки устанавливаются в детали, отлитые под давлением, посредством термической, ультразвуковой или вплавленной вставки. Чтобы спроектировать бобышку, в которую будет вставлена резьбовая вставка, используйте те же рекомендации, что и выше, используя диаметр вставки в качестве ориентировочного размера.
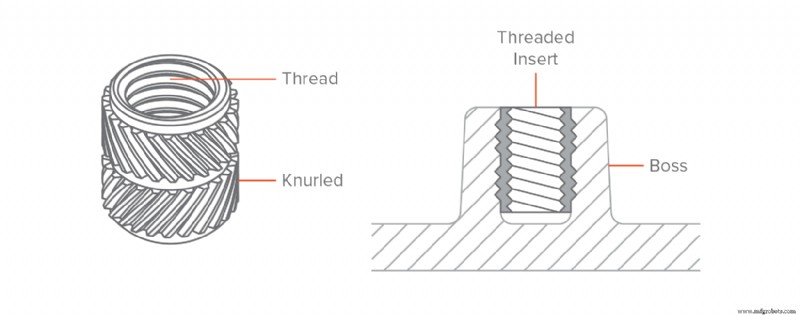 *Резьбовая вставка, помещенная в бобышку*
*Резьбовая вставка, помещенная в бобышку* __Для достижения наилучших результатов:__
Не добавляйте резьбу непосредственно на отлитую деталь
Спроектируйте бобышки с наружным диаметром, равным 2 номинальным диаметрам винта или вставки
Добавьте рельеф 0,8 мм по краям резьбы
Используйте резьбу с шагом более 0,8 мм (32 витка на дюйм)
Используйте трапециевидную или контрфорсную резьбу
Лучший способ справиться с образовавшимися подрезами:
Используйте резьбу с шагом более 0,8 мм (32 витка на дюйм)
Для внешней резьбы размещайте ее по линии разъема
Ребрышки
Когда даже максимальной рекомендуемой толщины стенки недостаточно для удовлетворения функциональных требований детали, можно использовать ребра для повышения ее жесткости.
При проектировании ребер:
● Используйте толщину, равную 0,5 × толщине основной стены.
● Определите высоту, меньшую, чем 3 × толщина ребра.
● Используйте базовое скругление с радиусом, превышающим ¼ × толщины ребра.
● Добавьте угол уклона не менее 0,25 – 0,5 °.
● Добавьте мин. расстояние между ребрами и стенками 4 × толщина ребра
Защелкивающиеся соединения
Защелкивающиеся соединения – это очень простой, экономичный и быстрый способ соединения двух деталей без крепежа и инструментов. . Для защелкивающихся соединений существует широкий спектр конструктивных возможностей.
Как правило, отклонение защелкивающегося соединения в основном зависит от его длины и допустимого усилия что можно нанести на него по ширине (поскольку его толщина в той или иной степени определяется толщиной стенки детали). Кроме того, еще одним примером подрезов являются защелкивающиеся соединения.
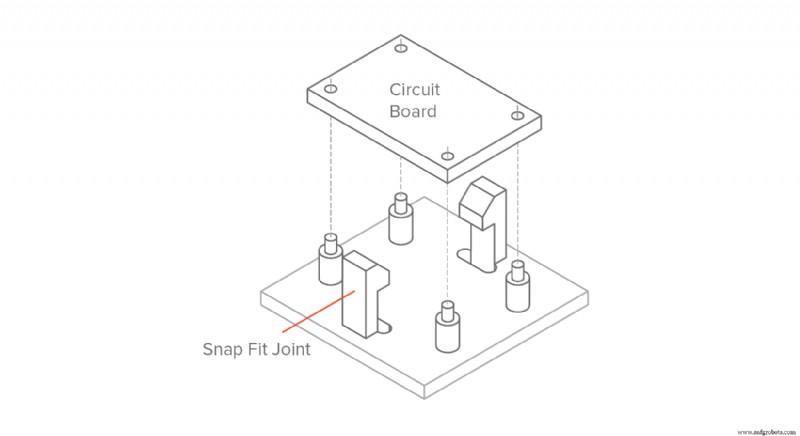 *Пример сборки с защелкивающимися соединениями*
*Пример сборки с защелкивающимися соединениями* В приведенном выше примере показана наиболее распространенная конструкция защелкивающегося соединения (известная как __консольное защелкивающееся соединение__). Как и в случае с ребрами, добавьте угол уклона к защелкивающимся соединениям и используйте минимальную толщину, составляющую 0,5 толщины стены.
Конкретные рекомендации по проектированию защелкивающихся соединений — это большая тема, выходящая за рамки этой статьи. Для получения более подробной информации обратитесь к этой статье MIT.
Для достижения наилучших результатов:
Добавьте угол уклона к вертикальным стенкам защелкивающихся соединений
Спроектируйте защелки толщиной более 0,5 толщины стены
Отрегулируйте их ширину и длину, чтобы контролировать их прогиб и допустимую силу.
Живые петли
Живые петли – это тонкие кусочки пластика, соединяющие два сегмента. детали и позвольте ей сгибаться и сгибаться . Обычно эти петли встроены в контейнеры массового производства, такие как пластиковые бутылки. Хорошо спроектированная «живая» петля может без сбоев выдержать до миллиона циклов.
Материал живой шарнир, используемый для литья под давлением, должен быть гибким. Полипропилен (PP) и полиэтилен (PE) являются хорошим выбором для потребительского применения, а нейлон (PA) — для инженерных целей.
Хорошо спроектированный шарнир показан ниже. Рекомендуемая минимальная толщина. Толщина шарнира колеблется от 0,20 до 0,35 мм, при этом более высокая толщина приводит к более прочным, но более жестким деталям.
{{img}}
*Пример живой петли (слева) и рекомендуемые конструктивные размеры для ПП или ПЭ (справа)*
Прежде чем приступить к полномасштабному производству, прототип ваши живые петли с помощью обработки на станке с ЧПУ или 3D-печати, чтобы определить геометрию и жесткость, которые лучше всего подходят для вашего применения. Добавьте щедрые филе . и прорисуйте плечи с одинаковой толщиной стенок в качестве основной части детали для улучшения течения материала в форме и минимизации напряжений. Разделите петли длиной более 150 мм в двух (или более) случаях, чтобы продлить срок службы.
Подробные рекомендации можно найти в этом руководстве MIT.
Для достижения наилучших результатов :
- <ли>
Проектируйте петли толщиной от 0,20 до 0,35 мм
<ли>Выберите гибкий материал (ПП, ПЭ или ПА) для деталей с подвижными шарнирами
<ли>Используйте уступы толщиной, равной толщине основной стены
<ли>Добавляйте скругления как можно большего размера
Раздавить ребра
Ребра Crush – это небольшие выступающие элементы, которые деформируются, создавая трение. когда разные компоненты сближаются, фиксируя их положение.
Ребра раздавливания могут быть экономичной альтернативой для изготовления отверстий с высокими допусками для плотной посадки. . Обычно они используются для подшипников или валов. и другие приложения для прессовой посадки.
Ниже показан пример детали с ребрами раздавливания. Для обеспечения хорошего выравнивания рекомендуется использовать три ребра раздавливания. Рекомендуемая высота/радиус каждого ребра – 2 мм. . Добавьте минимальное перекрытие 0,25 мм. между раздавливающим ребром и установленной деталью. Из-за небольшого контакта поверхности с формой ребра раздавливания можно спроектировать без угла уклона.
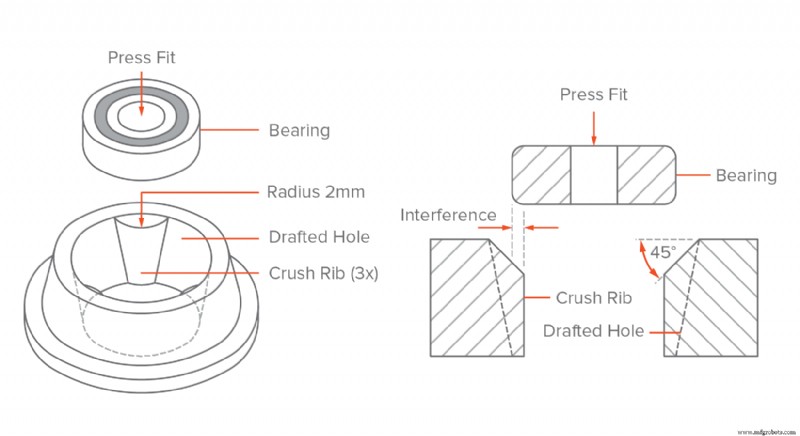 *Пример ребра раздавливания (слева) и рекомендуемые конструктивные размеры (справа)*
*Пример ребра раздавливания (слева) и рекомендуемые конструктивные размеры (справа)* __Для достижения наилучших результатов:__
Добавьте минимальный зазор 0,25 мм между ребром раздавливания и компонентом
Не добавляйте угол уклона на вертикальных стенках ребра раздавливания
Надписи и символы
Текст – очень распространенная функция, которая может быть полезна для логотипов, этикеток, предупреждений, диаграмм и инструкций, позволяя сэкономить на наклеиваемых или нарисованных этикетках.
При добавлении текста выберите тисненый текст. над выгравированным текстом, так как на форме легче обрабатывать станок с ЧПУ и, следовательно, более экономично.
Также поднятие текста на 0,5 мм над поверхностью детали, это обеспечит легкость чтения букв. Мы рекомендуем выбрать жирный закругленный шрифт. с равномерной толщиной линии, размером 20 пунктов и более. Некоторые примеры шрифтов:Century Gothic Bold, Arial и Verdana.
Используйте тисненый текст (высота 0,5 мм) вместо выгравированного текста
Используйте шрифт одинаковой толщины и размером не менее 20 пт.
Выровняйте текст перпендикулярно линии разъема
Используйте высоту (или глубину) более 0,5 мм
Допуски
Литье под давлением обычно производит детали с допусками ± 0,250 мм (0,010 дюйма).
В определенных обстоятельствах возможны более жесткие допуски (до ± 0,125 мм и даже ± 0,025 мм), но они резко увеличивают стоимость.
Для небольших производственных партий (<10 000 единиц) рассмотрите возможность использования дополнительной операции (например, сверления) для повышения точности. Это обеспечивает правильное взаимодействие детали с другими деталями или вставками (например, при использовании запрессовки).
Правила проектирования литья под давлением
Одним из самых больших преимуществ литья под давлением является то, насколько легко можно получить сложную геометрию. могут быть сформированы так, что одна часть может выполнять несколько функций.
После изготовления формы эти сложные детали можно воспроизвести с очень низкой стоимостью. Но изменения в конструкции пресс-формы на более поздних стадиях разработки могут оказаться очень дорогостоящими, поэтому наилучшие результаты достигаются с первого раза. имеет важное значение. Следуйте приведенным ниже рекомендациям, чтобы избежать наиболее распространенных дефектов при литье под давлением.
Используйте постоянную толщину стенок
Используйте одинаковую толщину стенок. по всей детали (если возможно) и избегайте толстых участков . Это очень важно, так как неоднородные стенки могут привести к короблению детали по мере остывания расплавленного материала.
Если секции разной толщины необходимы, сделайте переход максимально плавным с помощью фаски или скругления. Таким образом, материал будет течь внутри полости более равномерно, обеспечивая полное заполнение всей формы.
Для достижения наилучших результатов:
Используйте одинаковую толщину стенок в пределах рекомендуемых значений
Если требуется разная толщина, сгладьте переход, используя фаску или скругление длиной, в 3 раза превышающей разницу в толщине
Вырезать толстые секции
Толстые секции могут привести к различным дефектам, включая коробление и проседание. Ограничить максимальную толщину любой секции вашего дизайна рекомендуемыми значениями, сделав их полыми. очень важно.
Чтобы повысить прочность полого профиля, используйте ребра. проектировать конструкции одинаковой прочности и жесткости, но с уменьшенной толщиной стенок. Хорошо спроектированная деталь с полыми секциями показана ниже:
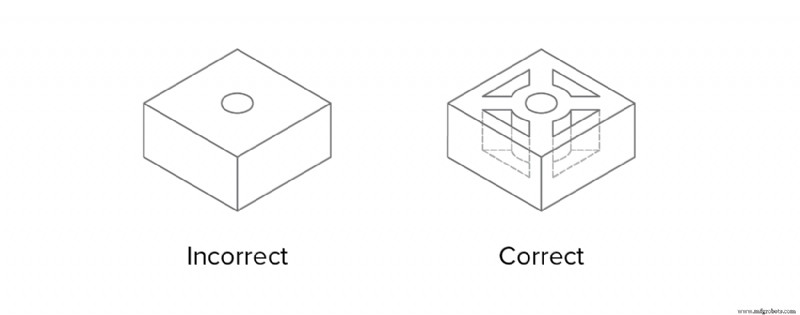 *Полые толстые секции и добавьте ребра для повышения жесткости*
*Полые толстые секции и добавьте ребра для повышения жесткости* Ребра также можно использовать для повышения жесткости __горизонтальных секций__ без увеличения их толщины. Однако помните, что ограничения по толщине стенок по-прежнему действуют. Превышение рекомендуемой толщины ребер (см. ниже) может привести к появлению вмятин.
 *Ограничения по толщине стенок по-прежнему применяются к ребрам*
*Ограничения по толщине стенок по-прежнему применяются к ребрам* Для достижения наилучших результатов:
Вырежьте толстые секции и используйте ребра, чтобы повысить прочность и жесткость детали.
Дизайнерские ребра с макс. толщина равна 0,5 толщины стены
Дизайнерские ребра с макс. высота равна 3-кратной толщине стены
Добавьте плавные переходы
Рекомендуется: Разница в толщине стенок 3 ×
Иногда невозможно избежать участков с разной толщиной стенок. В таких случаях используйте фаску или скругление, чтобы сделать переход максимально плавным.
Аналогично, основание вертикальных элементов (таких как ребра, выступы, защелки) также всегда должно быть закругленным.
Скруглить все края
Одинаковая толщина стенок ограничение также распространяется на края и углы:переход должен быть максимально плавным, чтобы обеспечить хорошее течение материала.
Для внутренних кромок , используйте радиус не менее 0,5 x толщины стены . Для внешних краев , добавьте радиус, равный внутреннему радиусу плюс толщина стены . Таким образом вы обеспечите постоянство толщины стен везде (даже в углах).
Кроме того, острые углы приводят к концентрации напряжений, что может привести к ослаблению деталей.
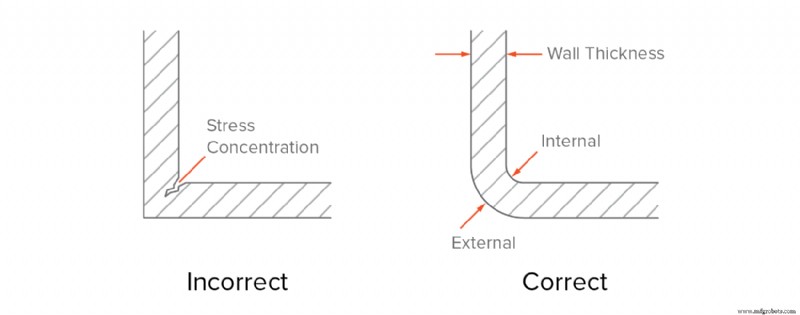 *Добавьте широкие радиусы ко всем краям, чтобы сохранить одинаковую толщину стенок и избежать дефектов*
*Добавьте широкие радиусы ко всем краям, чтобы сохранить одинаковую толщину стенок и избежать дефектов* Для достижения наилучших результатов:
Добавьте к внутренним углам скругление, равное 0,5 толщины стены
Добавьте к внешним углам скругление, равное 1,5-кратной толщине стены
Добавление углов уклона
Чтобы облегчить извлечение детали из формы, ко всем вертикальным стенкам необходимо добавить угол уклона. Стены без угла уклона будут иметь следы сопротивления на поверхности из-за высокого трения о форму во время выталкивания.
Рекомендуется минимальный угол уклона 2°. Большие углы уклона (до 5о°) следует использовать на более высоких элементах.
Узнайте больше о важности углов уклона в этой статье →
Хорошее практическое правило – увеличивать угол уклона на один градус на каждые 25 мм. . Например, добавьте угол уклона 30 градусов к элементу высотой 75 мм. Больший угол уклона следует использовать, если деталь имеет текстурированную поверхность. . Обычно к результатам приведенных выше расчетов добавляют от 10 до 20 дополнительных градусов.
Помните, что углы уклона также необходимы для ребер. Однако имейте в виду, что добавление угла уменьшит толщину верхней части ребра, поэтому убедитесь, что ваша конструкция соответствует рекомендуемой минимальной толщине стенки.
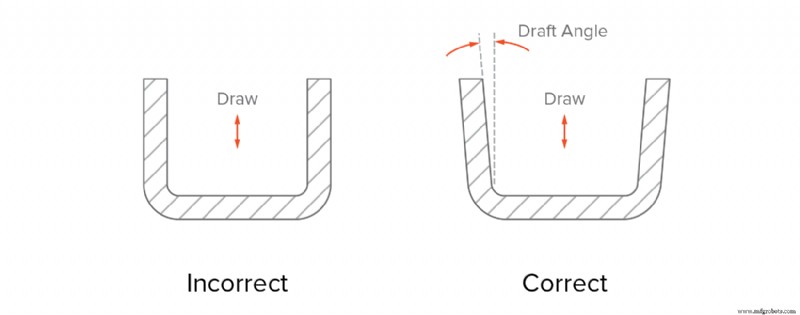 *Добавьте угол уклона (минимум 2°) ко всем вертикальным стенам*
*Добавьте угол уклона (минимум 2°) ко всем вертикальным стенам* __Для достижения наилучших результатов:__
Добавьте ко всем вертикальным стенам минимальный угол уклона 20 градусов
Для элементов высотой более 50 мм увеличивайте угол уклона на один градус каждые 25 мм
Для деталей с текстурированной поверхностью увеличьте угол уклона еще на 1–2 градуса
Часть 3
Материалы для литья под давлением
Литье под давлением совместимо с широким спектром пластмасс. В этом разделе вы узнаете больше о ключевых характеристиках наиболее популярных материалов. Мы также обсудим стандартную обработку поверхности, которую можно применять к деталям, отлитым под давлением.
Материалы, используемые для литья под давлением
Все термопласты можно подвергать литью под давлением. Некоторые термореактивные материалы и жидкие силиконы также совместимы с процессом литья под давлением.
Их также можно армировать волокнами, резиновыми частицами, минералами или антипиренами для изменения их физических свойств. Например, стекловолокно можно смешивать с гранулами в пропорциях 10%, 15% или 30%, в результате чего получаются детали с более высокой жесткостью.
Полипропилен (ПП)
Самый распространенный пластик для литья под давлением. Отличная химическая стойкость. Доступны безопасные для пищевых продуктов сорта. Не подходит для механического применения.
АБС
Обычный термопласт с высокой ударопрочностью, низкой стоимостью и низкой плотностью. Уязвим к растворителям.
Полиэтилен (ПЭ)
Легкий термопласт с хорошей ударной вязкостью и устойчивостью к атмосферным воздействиям. Подходит для наружного применения.
Полистирол (ПС)
Литье пластика с наименьшей стоимостью. Доступны безопасные для пищевых продуктов сорта. Не подходит для механического применения.
Polyurethane (PU)
Thermoplastic with high impact strength and good mechanical properties &hardness. Suitable for molding parts with thick walls.
Nylon (PA 6)
Engineering thermoplastic with excellent mechanical properties and high chemical &abrasion resistance. Susceptible to moisture.
Polycarbonate (PC)
The plastic with the highest impact strength. High thermal resistance, weather resistance &toughness. Can be colored or transparent.
PC/ABS
Blend of two thermoplastics resulting in high impact strength, excellent thermal stability, and high stiffness. Vulnerable to solvents.
POM (Acetal/Delrin)
Engineering thermoplastic with high strength, stiffness &moisture resistance and self-lubricating properties. Relatively prone to warping.
PEEK
High-performance engineering thermoplastic with excellent strength and thermal &chemical resistance. Used to replace metal parts.
Silicone rubber
Thermoset with excellent heat &chemical resistance and customizable shore hardness. Food-safe and medical grade available.
An additive that is commonly used to improve the stiffness of the injection molded parts is fiberglass. The glass fibers can be mixed with the pellets at ratios of 10%, 15% or 30%, resulting in different mechanical properties.
Colorant can be added to the mixture (at a ratio of about 3%) to create a great variety of colored parts. Standard colors include red, green, yellow, blue, black and white and they can be mixed to create different shades.
Surface finishes and SPI standards
Surface finishes can be used to give an injection molded part a certain look or feel. Besides cosmetic purposes surface finishes can also serve technical needs . For example, the average surface roughness (Ra) can dramatically influence the lifetime of sliding parts such as plain bearings.
Injection molded parts are not usually post-processed, but the mold itself can be finished to various degrees.
Keep in mind that rough surfaces increase the friction between the part and the mold during ejection, therefore a larger draft angle is required.
The Society of Plastics Industry (SPI) explains several standard finishing procedures that result in different part surface finishes.
A-2
A-3 Suitable for parts that require the smoothest surface finish for cosmetic or functional purposes (Ra less than 0.10 μm). The A-1 finish is suitable for parts with mirror-like finish and lenses. Semi-gloss finish The mold is smoothed with fine grit sandpaper, resulting in a fine surface finish. Б-1
B-2
B-3 Suitable for parts that require a good visual appearance , but not a high glossy look. Matte finish The mold is smoothed using fine stone powder, removing all machining marks. С-1
С-2
C-3 Suitable for parts with low visual appearance requirements , but machining marks are not acceptable. Textured finish The mold is first smoothed with fine stone powder and then sandblasted, resulting in a textured surface. D-1
D-2
D-3 Suitable for parts that require a satin or dull textured surface finish. As-machined finish The mold is finished to the machinist's discretion. Tool marks will be visible. - Suitable for non-cosmetic parts , such industrial or hidden components.
When selecting a glossy surface finish, remember these useful tips:
- A high glossy mold finish is not equivalent to a high glossy finished product. It is significantly subject to other factors such as plastic resin used, molding condition and mold design. For example, ABS will produce parts with a higher glossy surface finish than PP. To find the recommended material and surface finish combination visit the appendix.
- Finer surface finishes require a higher grade material for the mold. To achieve a very fine polish, tool steels with the highest hardness are required. This has an impact on the overall cost (material cost, machining time and post-processing time).
Part 4
Cost reduction tips
Learn more about the main cost drivers in injection molding and actionable design tips that will help you reduce the costs of your project.
Cost drivers in injection molding
The biggest costs in injection molding are:
- Tooling costs determined by the total cost of designing and machining the mold
- Material costs determined by the volume of the material used and its price per kilogram
- Production costs determined by the total time the Injection molding machine is used
Tooling costs are constant (starting at $3,000 and up to $5,000). This cost is independent of the total number of manufactured parts, while the material and production costs are dependent on the production volume.
For smaller productions (1,000 to 10,000 units), the cost of tooling has the greatest impact on the overall cost (approximately 50-70%). So, it’s worthwhile altering your design accordingly to simplify the process of manufacturing of the mold (and its cost).
For larger volumes to full-scale production (10,000 to 100,000+ units), the contribution of the tooling costs to the overall cost is overshadowed by the material and production costs. So, your main design efforts should focus on minimizing both the volume part and the time of the molding cycle.
Here we collected some tips to help you minimize the cost of your Injection molded project.
Tip #1:Stick to the straight-pull mold
Side-action cores and the other in-mold mechanisms can increase the cost of tooling by 15% to 30%. This translates to a minimum additional cost for tooling of approximately $1,000 to $1,500.
In a previous section, we examined ways to deal with undercuts. To keep your production on-budget, avoid using side-action cores and other mechanisms unless absolutely necessary.
Tip #2:Redesign the injection molded part to avoid undercuts
Undercuts always add cost and complexity, as well as maintenance to the mold. A clever redesign can often eliminate undercuts.
Tip #3:Make the injection molded part smaller
Smaller parts can be molded faster resulting in a higher production output, making the cost per part lower. Smaller parts also result in lower material costs and reduce the price of the mold.
Tip #4:Fit multiple parts in one mold
As we saw in a previous section, fitting multiple parts in the same mold is common practice. Usually, 6 to 8 small identical parts can fit in the same mold, essentially reducing the total production time by about 80%.
Parts with different geometries can also fit in the same mold (remember, the model airplane example). This is a great solution for reducing the overall cost of assembly.
Here’s an advanced technique:
In some cases, the main body of 2 parts of an assembly is the same. With some creative design, you can create interlocks points or hinges at symmetrical locations, essentially mirroring the part. This way the same mold can be used to manufacture both halves, cutting the tooling costs in half.
Tip #5:Avoid small details
To manufacture a mold with small details require longer machining and finishing times. Text is an example of this and might even require specialized machining techniques such as electrical discharge machining (EDM) resulting in higher costs.
Tip #6:Use lower grade finishes
Finishes are usually applied to the mold by hand, which can be an expensive process, especially for high-grade finishes. If your part is not for cosmetic use, don’t apply a costly high-grade finish.
Tip #7:Minimize the part volume by reducing wall thickness
Reducing the wall thickness of your part is the best way to minimize the part volume. Not only does it mean less material is used, but also the injection molding cycle is greatly accelerated.
For example, reducing the wall thickness from 3 mm to 2 mm can reduce the cycle time by 50% to 75%.
Thinner walls mean that the mold can be filled quicker. More importantly, parts thinner parts cool and solidify much faster. Remember that about half the injection molding cycle is spent on the solidification of the part while the machine is kept idle.
Care must be taken through to not overly reduce the stiffness of the part which would downgrade its mechanical performance. Ribs in key locations can be used to increase stiffness.
Tip #8:Consider secondary operations
For lower volume productions (less than 1000 parts), it may be more cost effective to use a secondary operation to complete your injection molded parts. For example, you could drill a hole after molding rather than using an expensive mold with side-action cores.
Part 5
Start Injection molding
Once your design ready and optimized for injection molding, what’s next? In this section we’ll take you through the steps needed to start manufacturing with injection molding.
Step 1:Start small and prototype fast
Before you commit to any expensive injection molding tooling, first create and test a functional prototype of your design.
This step is essential for launching a successful product. This way design errors can be identified early, while the cost of change is still low.
There are 3 solutions for prototyping:
- 3D printing (with SLS, SLA or Material Jetting)
- CNC machining in plastic
- Low-run injection molding with 3D printed moldsThese processes can create realistic prototypes for form and function that closely resemble the appearance of the final injection molding product.
Use the information below as a quick comparison guide to decide which solution is best for your application.
Prototyping with 3D printing
Designs optimized for injection molding can be easily 3D printed
The prototyping solution with the lowest cost and fastest turnaround
Not every injection molding material is available for 3D printing
3D printed parts are 30-50% weaker than injection molded parts
Prototyping with CNC machining
Material properties identical to the injection molded parts
Excellent accuracy and finishing
Design modifications may be need, as different design restrictions apply
More expensive than 3D printing with longer lead time
Prototyping with low-run injection molding
The most realistic prototypes with accurate material properties
The actual process and mold design is simulated
The prototyping solution with the highest cost
Smaller availability than CNC or 3D printing
Step 2 :Make a “pilot run” (500 - 10,000 parts)
With the design finalized, it time to get started with Injection molding with a small pilot run.
The minimum order volume for injection molding is 500 units. For these quantities, the molds are usually CNC machined from aluminum. Aluminum molds are relatively easy to manufacture and low in cost (starting at about $3,000 to $5,000) but can withstand up to 5,000 - 10,000 injection cycles.
At this stage, the typical cost per part varies between $1 and $5, depending on the geometry of your design and the selected material. The typical lead time for such orders is 6-8 weeks.
Don’t get confused by the term “pilot run”. If you only require a few thousand parts, then this would be your final production step.
The parts manufactured with “pilot” aluminum molds have physical properties and accuracy identical to parts manufactured with “full-scale production” tool steel molds.
Step 3 :Scale up production (100,000+ parts)
When producing parts massive quantities of identical parts (from 10,000 to 100,000+ units) then special Injection molding tooling is required.
For these volumes, the molds are CNC machined from tool steel and can withstand millions of Injection molding cycles. They are also equipped with advanced features to maximize production speeds, such as hot-tip gates and intricate cooling channels.
The typical unit cost at this stage varies between a few cents to $1 and the typical lead time is 4 to 6 months, due to the complexity of designing and manufacturing the mold.
Part 6
Useful resources
In this guide we touched on everything you need to get started with injection molding - but there’s plenty more to learn.
Here are the most useful resources on injection molding and other digital manufacturing technologies if you want to delve deeper.
Other guides
Want to learn more about digital manufacturing? There are more technologies to explore:
Смола
- BASF, Toray Advanced Composites подписывают договор поставки
- Прослеживание истории полимерных материалов:часть 7
- DARPA представляет программу TFF для недорогих композитов для защиты
- Создайте потрясающий стол River из смолы и дерева с живыми краями:пошаговое руководство
- Предварительный просмотр выставки CAMX 2021:композиты Тихоокеанского побережья
- 9T Labs, Arkema представляют новый подход к производству небольших аэрокосмических деталей
- Многофункциональные эпоксидные составы показывают потенциал для будущего производства композитов
- BÜFA для распространения лент Covestros Maezio UD
- Strohm поставляет в Австралию катушки для перемычек из термопластичных композитных труб
- Пластиковые компоненты:на пути к повышению эффективности в автомобилестроении